核設施廢樹脂攪拌數值模擬計算研究
2021-06-26 08:25:50孟祥達曲曉銳
科學技術創新 2021年16期
關鍵詞:模型
孟祥達 曲曉銳
(中國核電工程有限公司,北京100840)
1 概述
核設施一般采用了離子交換樹脂進行中低放廢液的處理。這些設施產生的廢樹脂為顆粒狀物質,通過除鹽水輸送到固體廢物處理系統廢樹脂貯槽進行暫存衰變,然后輸送到固體廢物處理裝置進行處理。廢樹脂和水的混合物輸送屬于液固兩相流,在貯存和輸送過程中容易沉積,造成貯槽和管道堵塞,而且廢樹脂具有一定的放射性,一旦發生堵塞,將對系統運行帶來較大影響,并對設施維修造成困難。
在核電廠,國內已經運行的二代加改進型機組中,廢樹脂采用水泥固化工藝處理,輸送和計量環節少,通過合理的布置將水泥固化線布置在廢樹脂貯槽下方,這樣采用水力輸送和重力輸送就能避免堵塞的發生。隨著國內三代核電廠和集中式廢物處理中心的不斷建設,廢樹脂的輸送和計量需求越來越多,要求也越來越高,需要將廢樹脂從核島運送到廢物處理中心集中處理。同樣在乏燃料后處理廠的建設中,需要使用槽車將廢樹脂從中低放廢液處理設施運送到水泥固化設施進行水泥固化處理。為了確保廢樹脂的均勻混合、準確控制廢物和水的比例、保證管道輸送過程中不發生堵塞,進行了核設施廢樹脂攪拌和輸送試驗研究,同時采用計算流體力學(CFD)的方法對廢樹脂攪拌進行仿真計算,將模擬結果與試驗結果進行對比,用實驗結果驗證仿真結果的真實性,為后續工程設計提供一條有效的計算途徑。
通過試驗獲得了各種攪拌方式和輸送工藝的大量試驗運行數據,經過對比各種攪拌和輸送工藝的性能指標,總結了最優攪拌方式和輸送工藝。最終得出:采用三層葉片式攪拌槳方式進行攪拌,電機全頻功率為7.5 kW,在頻率為30Hz(轉速大約為150r/min)及以上攪拌時的攪拌效果較好,最上和最下取樣口混合物取樣樣品的濃度差小于20%[1]。
本文采用CFD常用分析軟件Fluent對攪拌槳攪拌方式進行數值模擬分析,將模擬計算的樹脂體積分數和試驗結果進行對比,驗證數值模擬的可靠性。
2 計算模型
本文以樹脂罐進行建模分析,樹脂罐裝有離子交換樹脂和水,通過攪拌槳對樹脂和水的混合物進行攪拌。
樹脂罐外形尺寸:φ1880x2690mm,全容積:6m3,有效容積:5m3,設計溫度:0-50℃,設計壓力:常壓,采用聚丙烯(PP)塑料板焊接制作。樹脂罐從下往上依次設置四個取樣口(N4-N7),每個取樣口的間距為450mm。樹脂罐設有攪拌槳支架和攪拌裝置,四周設有折流板,折流板寬度為40mm。攪拌槳采用三層的斜葉漿式攪拌器。攪拌裝置的電動機采用由變頻器控制的變頻電機,可通過調整頻率控制攪拌槳的轉速。攪拌槳及電機參數如下:
漿葉參數:直徑φ600,三層漿葉;
材料:碳鋼;
攪拌軸直徑:φ65;
轉速:0-250r/min,對應變頻電機頻率0-50Hz;
攪拌電機功率:7.5 kW。
樹脂罐示意圖見圖1。

圖1 樹脂罐示意圖
本項目使用ANSYS Workbench自帶模塊建模、劃分網格,采用非結構體網格,局部加密。有限元模型見圖2。模型分為包含漿葉部分的三個動區域和外面罐子部分的靜區域。模型初始狀態上部為水,下部為沉積的樹脂和水。根據試驗測試濕樹脂的濕真密度為1266kg/m3,濕視密度為820kg/m3,計算得下部樹脂和水的混合流體內樹脂的體積分數為0.65,濕樹脂顆粒平均直徑為0.6 mm。攪拌槳轉速為200rpm。

圖2 計算結構模型和有限元模型
3 計算方法和邊界條件
3.1 計算方法
Lagrange法和Euler法是計算流體力學中研究固-液兩相流動的主要方法[2]。其中Euler法將顆粒和流體都看作連續介質,顆粒和流體共同存在且相互滲透,同在Euler坐標系下處理,對模型中固相和液相分別求解質量、動量守恒方程[3],該模型適合較高顆粒濃度的固-液兩相流計算。本文采用Euler-Euler雙流體模型、標準k-ε模型對攪拌槽內的固液懸浮特性進行瞬態數值模擬,時間步長初始選取0.001 s,根據計算結果調整時間步長為0.005 s。
3.2 邊界條件
本項目采用計算流體力學軟件Fluent18.0 對攪拌槽內固-液兩相流場進行數值模擬,采用瞬態計算,直到攪拌槽內速度場和濃度場都不再隨時間變化為止,收斂殘差達10-5以下。
自由液面采用對稱邊界條件;槽壁和擋板設為固體邊界,采用無滑移邊界條件,近壁區采用標準的壁面函數處理;漿葉和攪拌軸設置為旋轉壁面條件。漿葉旋轉區域和其他靜止區域采用多重參考系法(multiple reference frame,MRF)處理[4],旋轉區域在旋轉參考系下計算,旋轉速度即為攪拌轉速,靜止區域在靜止坐標系下計算。兩區域間的質量、動量和能量交換通過交界面進行。采用基于壓力的隱式求解器,壓力-速度耦合采用SIMPLE算法,離散格式采用一階迎風格式。
4 結果和分析
圖3為轉速200rpm時漿葉的速度云圖,葉端速度為6.28 m/s。漿葉直徑為600mm,理論計算得葉端的線速度為:v=200*2π*0.3 /60=6.283 m/s,與模擬結果相同,證明MRF模型設置正確。圖4為漿葉的壓力分布云圖。圖5和圖6分別為轉速200rpm,T=15s時刻,豎直平面和距離罐底0.67 m平面的速度矢量圖,可以看出在豎直平面,液流從液面經攪拌槳葉輪流下,沖擊罐壁并沿罐壁向上流動,形成軸向流動,帶動罐中的樹脂顆粒流動,使樹脂懸浮從而達到攪拌的目的。從水平圖中可以看出,在攪拌槳推進方向,體積流受剪切力的作用沿推進方向運動,達到受控體積流的流動和輸送。

圖3 漿葉速度云圖

圖4 漿葉壓力云圖

圖5 T=15s豎直截面速度矢量圖

圖6 T=15s據罐底0.75 m水平截面速度矢量圖
圖7-圖10為轉速200rpm時,模擬的固體顆粒體積分數分布圖。其中圖7所示為初始時刻固液分布,樹脂沉積在底部,底部樹脂和水混合體積為整個流體區域的50%,樹脂實際體積占下部樹脂和水混合體積的65%。圖8為T=15s時刻,整個流體區域樹脂體積分布云圖。圖9顯示的為T=15s時刻垂直截面上的固體顆粒體積分數分布,圖10所示的四個平面為管嘴N4、N5、N6、N7所在水平面的樹脂顆粒體積分數分布云圖。從圖中固體顆粒的體積分數分布看出,在200rpm的轉速下,T=15s時刻,樹脂基本攪拌均勻。將模擬計算結果和試驗結果進行對比分析見表1。通過對比分析可以得知模擬結果和實驗結果較為吻合。
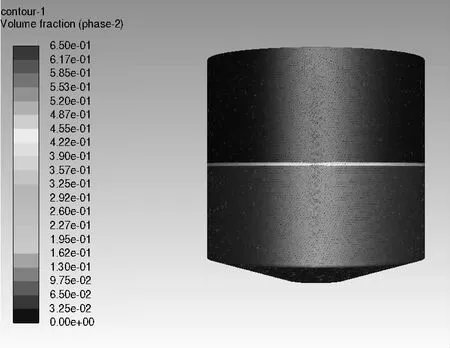
圖7 初始時刻樹脂體積分數

圖8 T=15s攪拌混合后樹脂體積分數

圖9 T=15s豎直截面樹脂體積分數
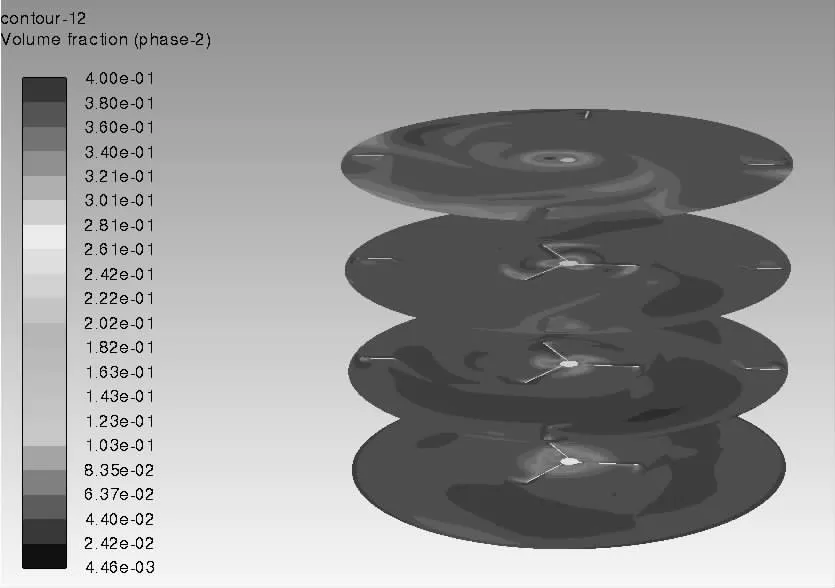
圖10 T=15s N4/5/6/7水平截面樹脂體積分數

表1 樹脂體積分數對比
5 結論
通過對比分析可以得知采用三層葉片式攪拌槳方式對廢樹脂罐進行攪拌,電機全頻功率為7.5 kW,在頻率為40Hz(轉速大約為200r/min)模擬結果和實驗結果較為吻合,最大誤差為13.6%,模擬結果較為可靠,為后續核設施廢樹脂罐攪拌槳的選型提供了重要的方法。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19