轉爐縮短冶煉周期工藝實踐
2021-06-28 06:12:44張興洲鮑緒海
中國金屬通報 2021年8期
關鍵詞:優化
李 彬,張興洲,鮑緒海
(山東石橫特鋼集團有限公司,山東 肥城 271612)
轉爐煉鋼是鋼鐵企業生產的主要工序,煉鋼工序的高效化對鋼鐵企業結構和流程有決定性的影響,關系到鋼鐵企業整體生產效率、物料能源消耗和企業經濟效益。煉鋼工序的高效化,最直接體現是縮短冶煉周期,主要包括加料時間、吹煉時間、測溫取樣時間、出鋼時間、濺渣時間和輔助時間。
1 提高加料水平,縮短加料時間
1.1 加廢鋼操作
1.1.1 主搖控制原則
濺渣護爐后期,主搖將爐前擋火門提前打開到位,濺渣完畢后迅速將轉爐停至加料位置,裙板與平臺持平就可,加料時聽從副搖指揮。
1.1.2 天車工控制原則
天車工提前將加料天車停至加料位置,廢鋼料斗停至靠近爐口位置,濺渣完畢前倒爐準備加料時,天車工根據廢鋼料斗內廢鋼量提前起南鉤,落北鉤,將料斗口落至爐口上,轉爐帶動料斗落至加料位置,加完料后及時撤出爐口,不用等廢鋼料斗放平后再撤出爐口,若料斗后頭剩較少廢鋼時(2t以內)時,天車工可直接將廢鋼料斗吊走,無需再加,避免時間浪費。為了避免料斗尾部出現卡料現象,需在后頭增加斜板,并且對料斗前部擋板恢復,防止料斗劃入爐口內造成卡料或損壞廢鋼料斗。
1.1.3 副搖控制原則
加料時能夠判斷料斗內廢鋼是否加凈,加完料迅速指揮料斗撤出,副搖負責天車工及主搖操作的協調指揮。
1.2 加鐵水操作
1.2.1 主搖控制原則
加完廢鋼后迅速起爐至加鐵位置,等待加鐵。
1.2.2 天車工控制原則
加廢鋼時,加鐵天車提前將鐵水罐吊起停至加料天車東側安全距離內(1m即可),待加料天車即將加完廢鋼時,加鐵天車提前將小鉤下到一定高度,并掛小鉤,嚴禁提前較早掛鉤等待,在保證安全情況下,實行大小車聯動進入加鐵區域,迅速靠近爐口,聽從副搖指揮完成加鐵操作。
1.2.3 副搖控制原則
副搖指揮主搖機天車工控制加鐵速度,保證不灑鐵,且不會出現環保污染事故。
1.3 爐口控制原則
控制好爐口形狀,減少轉爐噴濺溢渣現象,當爐口縮小時及時組織人員清理。利用出鋼時間用氧氣燒爐口粘鋼,這樣可以減少清理爐口的次數和時間。爐口有個好的形狀,可有效減少卡爐口現象。
1.4 廢鋼產出比例控制原則
把好廢鋼質量關,對于不合格品不予收購,控制好厚度和尺寸,并針對廢鋼的實際情況,及時調整廢鋼比和布料結構,減少卡爐口現象。
1.5 鐵水存量控制原則
優化鐵水罐嘴與日常維護,提高加鐵速度,鐵水多時實行不空干凈鐵水罐內的殘余鐵水策略,可提高加鐵速度。
2 優化供氧制度,縮短吹煉時間
氧槍的供氧壓力的大小是由噴頭的出口馬赫數確定的,氧氣的壓力能轉化成動能,得到超音速的氧氣流股。生產實踐證明,采用過高的設計氧 壓,不但噴濺,而且爐襯侵蝕嚴重,而采用過低的設計氧壓,氧氣出口速度過低,熔池得不到良好的攪拌。為此需要加大冶煉初期的供氧強度,盡快提升鋼液的溫度滿足脫碳所需,有效地縮短冶煉時間。射流的綜合特性決定著冶煉的平穩性,而射流的綜合特性又與孔傾角密切相關,在很大程度上為傾角所支配。傾角小,各射流穿透能力增大,而沖擊熔池的面積減小,傾角大,射流的穿透能力減小,沖擊熔池的面積增大,有可能沖刷爐壁。因此根據轉爐噸位和爐型進行綜合考慮后對使用氧槍參數進行優化,提高供氧強度,氧槍槍頭喉口由33.1mm增加至34.1mm,夾角改為11.5通過摸索合適的槍位控制,在保證抽火不受影響的前提下,供氧時間保持在11.5min以內,縮短冶煉周期30秒左右。
3 優化轉爐濺渣護爐工藝,縮短濺渣時間
隨著冶煉周期的縮短,出鋼溫度會降低,通過合理控制轉爐留渣量及濺渣槍位,提高濺渣效果。嚴格執行終渣改質工藝,濺渣前加入適量焦丁,降低終渣氧化性,提高濺渣效果,縮短濺渣時間至2.5min以內。
(1)優化濺渣槍位及流量,降低濺渣時間。經過一段時間的摸索實踐,合理的爐渣量是保證濺渣效果的前提,采用低-高-中濺渣模式。
(2)提高轉爐終點碳合格率([C]≥0.08%),降低爐渣中FeO含量,降低鋼水氧化性,保證終渣質量,提高濺渣效果,縮短濺渣時間。
(3)對轉爐后期槍位進行要求,且拉碳時間不低于20秒,保證后期爐渣做粘,提高濺渣質量的同時縮短濺渣時間。
(4)保證出鋼出凈,出鋼不凈會造成濺渣層內夾鋼,冶煉條件下破壞成渣層,加快渣層的侵蝕,影響濺渣質量,延長濺渣時間。
4 縮短出鋼時間
4.1 優化出鋼口尺寸,縮短出鋼時間
煉鋼廠主要圍繞優化出鋼口尺寸、提高出鋼口壽命,減少出鋼時間開展工作。煉鋼廠在保證一定的出鋼時間的同時,研究縮短新換出鋼口的出鋼時間,為此一煉鋼逐步由原φ170擴大為φ175,大大縮短的出鋼口前期出鋼時間,縮短了冶煉周期。
4.2 提高出鋼口壽命,縮短出鋼時間
提高出鋼口壽命,減少更換出鋼口頻率,利于縮短出鋼口前期出鋼時間,為此煉鋼廠積極提高出鋼口壽命,主要措施:①優化生產流程,制定分鋼種出鋼溫度控制要求,提高轉爐直擺出鋼率,降低轉爐出鋼溫度。為降低出鋼溫度,通過鐵水硅含量、溫度、裝入量,及氧槍槍位、造渣料加入量、爐口火焰等,準確控制出鋼溫度范圍在1640~1670℃,降低高溫鋼水對出鋼口的侵蝕;②通過對過程溫度、爐口形狀、槍位、氧壓、爐渣情況的控制,減少點吹爐次,降低鋼水氧化性,提高終點指標水平,終點碳控制0.08%以上,降低鋼水氧化性,減少出鋼口侵蝕,提高出鋼口壽命;③優化擋渣工藝,使用擋渣錐,減少下渣爐次,降低高氧化性爐渣對出鋼口的侵蝕;④優化濺渣槍位,保證出鋼口周圍濺渣層密實良好,提高耐侵蝕度;⑤推行低氧化性煉鋼,保證轉爐冶煉前期脫磷的效果的情況下,降低爐渣氧化性,提高濺渣質量同時,降低出鋼口侵蝕速度;
4.3 優化套補出鋼口工藝,保證套補出鋼口質量。
4.3.1 套補時間選擇
出鋼口后期,內口形成較大的喇叭口,容易卡球或出鋼時間較短時進行套補。
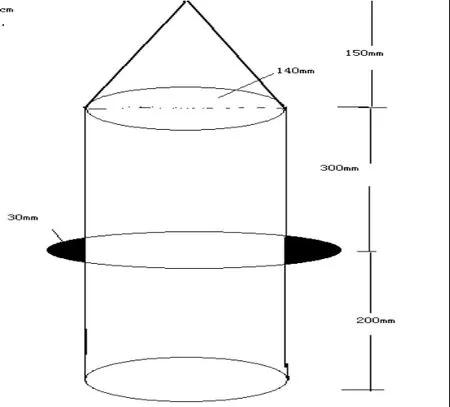
圖1
4.3.2 套補注意事項
①套補用的鋼管必須放正,防止因套補后出鋼口歪或偏,造成掛渣不良。②套補時切勿將周圍墊的過高,造成出鋼不凈。用專用加大面料工具加料,并用鉤子將大面料填平,填均勻,③套補時立即用氧氣管燒結,要讓大面料熔化后流到鋼管與爐襯的縫后再吹氧。燒結時間10分鐘左右,以不冒煙為主。④燒結時不用氧氣管對準套補用鋼管,防止將鋼管燒壞后,大面料下流,造出鋼口堵塞,并不利于形成規則的出鋼口。
4.3.3 操作規程
①先用鉤子將套出鋼口用鋼管挑到出鋼口正上方,豎直放入出鋼口內(放穩不要歪)。②用專用工具將大面料均勻加到鋼管和爐襯周圍的逢里,并用鉤子鉤實,注意不要碰到鋼管。③大面料加到比爐襯稍凹為止,靜止2分鐘后用吹氧管對準周圍的大面料吹氧燒結,時間10分鐘左右(不大量冒煙)。
5 縮短測溫取樣等輔助時間
(1)測溫槍及取樣器準備到位,轉爐倒爐爐子到位后立即進行測溫取樣作業,提前加強對取樣器測溫槍的檢查,先取樣后測溫。同時提高操作能力,避免二次測溫及二次取樣。送樣人員動作迅速,減少等樣時間。
(2)加強上下工序之間的配合,杜絕轉爐出現“四不等”,即不等鋼包、不等鐵水、不等天車、不等渣車。各崗位操作人員積極進取不怠工不偷懶,相互配合,減少一切不必要的停機時間。
6 配合轉爐縮短冶煉周期,實現爐后高效連鑄生產
我公司一煉鋼車間為36h干式料中間包,為定徑快換水口,原先上水口孔徑為Φ20mm,下水口最大直徑為20mm,但隨著生產節奏的加快,Φ20mm的上下水口已不能滿足高拉速需要,最大拉速限制在3.0m/min。車間經過研究調整,將上水口孔徑改為Φ22mm,同時增加了Φ21mm和Φ21.5mm的下水口,最高拉速已可提高至3.5m/min。
對原先的連鑄二冷冷卻系統進行優化。零段全水冷卻噴淋集管增加了一排冷卻噴嘴,由原來的16個冷卻噴嘴增加到了24個冷卻噴嘴。一段全水冷卻增加了一排冷卻噴嘴,由44個冷卻噴嘴增加到了48個冷卻噴嘴。二段氣霧冷卻改為全水冷卻;三段氣霧冷卻保持不變,更換了噴座型號。
因車間原有管道設計問題,二冷水壓力最大為1.2Mpa,但拉速提高后,壓力降到0.9Mpa,影響冷卻效果。針對水壓問題,在二冷水管道安裝了兩臺增壓泵,對零段和一段冷卻水進行增壓處理。增壓后,零段和一段冷卻水壓力達到1.4Mpa,保證了二冷水的噴霧效果。為降低鋼坯中間裂紋,對二冷配水曲線進行優化。在編制水表時,可以將熱力學邊界條件的變化考慮在內。考慮比水量與拉速的關系,制定二次方程配水曲線Q=a*V2+b*V+c。
根據上重礦設計參數,結合車間實際二冷分配比例零段:Ⅰ段:Ⅱ段:Ⅲ段=35%:37%:18%:10%,同時考慮不同鋼種特性及不同拉速下鋼坯冷卻需求量,進行調整配水系數,逐步優化試驗,結合低倍試驗情況進行完善,制定出弱冷配水曲線。
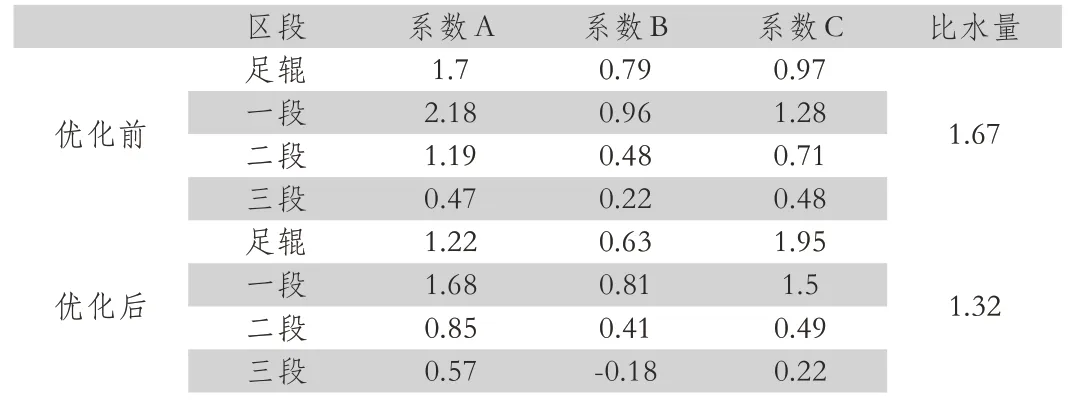
表1
通過對連鑄進行優化改造,確保轉爐生產的鋼水全部轉換為合格鋼坯,為進一步縮短冶煉周期創造了條件。
7 結語
通過采取各種措施,縮短了冶煉周期,保證了生產節奏,保證了產能充分釋放。在鋼材市場較好的情況下,煉鋼廠通過縮短冶煉周期增加了鋼產量,在增加公司利潤方面發揮重要作用。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
