燒結釹鐵硼磁體用速凝帶厚度模擬分析
2021-06-28 06:13:42李巖峰郝志平黃書林李慶楠李家節
中國金屬通報 2021年8期
李巖峰,郝志平,黃書林,張 波,李慶楠,李家節
(1.生一倫磁業有限公司,內蒙古 呼和浩特 010110;2.江西理工大學稀土學院,江西 贛州 341000;3.北京麥戈龍科技有限公司,北京 101300)
自從NdFeB問世以來,被廣泛的應用于航天、通訊、機電、儀器儀表、冶金、化工、量子工業等諸多領域,已成為現代科技社會中必不可少的工業材料[1]。尤其在“節能、環保”大背景下,風力發電、新能源汽車以及節能家電等行業迅猛發展,隨著永磁電機的逐步普及,高性能的NdFeB材料需求量將不斷上升。傳統澆鑄工藝中,由于冷卻效率不高,致使大量的α-Fe析出,柱狀晶在非冷卻面分布不均勻,偏析現象比較嚴重,嚴重影響磁體的磁積能。直到1995年Yamamoto等開發了速凝工藝,這種工藝最早由日本的三德金屬與住友金屬采用并獲得專利權。速凝工藝的特點在于有效地消除α-Fe,富釹相分布均勻并使晶粒得到細化,容易得到高剩磁及高矯頑力的產品。
速凝工藝的出現,極大地改善了NdFeB合金的組織結構,為高性能磁體的制備技術指引了新的方向。工藝過程中速凝帶厚度分布的均勻性是十分重要的,所以在澆鑄過程中以恒流量澆鑄兼調節銅輥的線速度將直接影響速凝帶的厚度和微觀結構,而厚度不同,將導致冷卻速度不同,冷卻速度直接影響著是否出現α-Fe[2]。嚴宏志[3]等對恒流量過程進行了研究,應用MATLAB軟件,獲得了恒定流量澆鑄的液壓缸位移、速度曲線。閆鳴[4]等利用SolidWorks軟件設計了傾轉角速度控制定量連續澆鑄機,根據小截面恒流量要求,對液壓缸和爐體轉軸位置、控制系統進行了改良。
基于以上分析,本文以恒流量澆鑄過程為基礎,通過建立坩堝傾倒動態模型,計算合金液瞬時澆鑄速度模擬出速凝帶厚度,并與真實數據做了比較分析。
1 模型的建立
采用FMI-II-600-R-C型真空感應熔煉速凝爐坩堝為基礎,建立動態模型。假設合金液重心可忽略。主要思路如下:計算出坩堝內剩余合金液體積隨坩堝傾角的表達式,推導出瞬時速度,進而求出速凝帶厚度。
坩堝傾倒澆鑄恒流量控制原理,是通過控制坩堝的傾角,維持流出坩堝的合金液V基本恒定,及獲取爐內剩余體積。FMIII-600-R-C型真空感應熔煉速凝爐坩堝為圓柱形,設H為坩堝內襯高度,r為爐體內襯半徑,ρ為合金液密度,熔煉NdFeB合金質量500 kg。
已知內襯高度H=70 cm,內襯半徑r=20 cm,ρ=7.0 g/cm3。
得到坩堝最大容積:π×202×70=87964.59 cm3。
熔煉500 kg時所對應體積:500000/7.0≈71428.57 cm3。
由于合金液面與坩堝出水口之間有一段距離H',因而當坩堝傾角在0~θ1此范圍內沒有合金液流出,見圖1(a);當坩堝傾角在θ1~θ2為第1階段;當坩堝傾角在θ2~π/2為第2階段,見圖1(b)。紅線是液面。根據坩堝尺寸很容易求出:θ1=arctan(H'/r)≈33.34°;θ2=arctan(H/2r)=60.26°。所以在露底之前θ角度變化是(33.34°~60.26°)。

圖1 坩堝傾倒過程示意圖
第1階段(θ1≤θ<θ2),坩堝內剩余合金液的體積表達式為:

隨著澆鑄的進行,坩堝底面露出之前用(1)式表達合金液的體積。
第2階段(θ2≤θ<π/2),首先要計算出坩堝內流出的NdFeB合金液的體積,這里的坩堝底面是變化的。以單位時間澆鑄量為單位,把坩堝離散成若干份,使每一份的體積都等于單位時間流出的合金液體積,然后保證單位時間內流出體積不變,計算出傾角的增量。
坩堝底面截面面積:S=πr2×(β/360)-1/2×r2×sinβ。
澆鑄過程中坩堝內的熔液體積:

式中h=H/tanθ。

圖2 坩堝內合金液體積和流量與傾倒角度的關系
如圖2所示,坩堝傾倒過程中,從熔液體積變化來看,體積變化是非線性的。隨著傾角θ的增大,流量先增大后減小,傾角從60.26°時開始露出坩堝底面,露出坩堝底面之后出現最大值。整個過程中,澆鑄完成時坩堝傾角下降的最快。

表1 計算過程中用到的參數
表1 中,前面三項都是測量值,后面兩項是經驗值,因而可得到熔液單位時間流量:

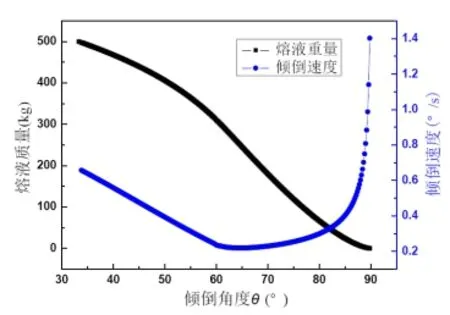
圖3 坩堝內合金液質量和傾倒速度與傾倒角度的關系
圖3 中熔液質量與圖2中熔液體積趨勢是相同的,因為它們只是一個密度上的差別。傾倒速度曲線隨著傾倒角度增大呈現先減小后增大的趨勢,其中60.26°是最低點。這說明,要實現恒流量澆鑄,坩堝傾倒角度是非線性變化的。
2 速凝帶厚度的模擬
我們假設速凝帶平均厚度為0.3 mm,根據(3)式結果,得出澆鑄時間。

模擬速凝帶厚度:d=0.3 mm×1.17 kg/s /瞬時速度(kg/s)。
在這里,瞬時速度表示澆鑄過程中每一刻的速度,是一個平均值。
熔液質量、瞬時速度和速凝帶厚度,這些在澆鑄過程中變化的變量,對這三個參數進行模擬,模擬結果,示于圖4。

圖4 澆鑄質量、瞬時速度和速凝帶厚度與澆鑄時間的關系
從圖4(a)可以看出,澆鑄質量隨著澆鑄的進行大體上呈線性減小的趨勢,綠線是直線,說明這個過程是恒流量澆鑄。(b)和(c)是根據(a)所得到的一一對應的數值。模擬的速凝帶厚度范圍在0.29mm~0.31 mm之間。
3 結論
在澆鑄過程中,速凝帶厚度和均勻性對最終釹鐵硼磁體的性能起到不可忽視的作用。本文在恒流量澆鑄的基礎上,通過模擬坩堝傾倒動態過程,討論了坩堝內合金液體積與傾倒速度和傾倒角度的變化關系,計算得到速凝帶厚度在0.29mm~0.31 mm之間,有效控制了速凝帶的厚度分布,為速凝設備改造與升級提供理論參考,并為生產高均勻性速凝帶和高一致性燒結釹鐵硼磁體提供技術保障。
