基于雙PID控制的高溫蠕變試驗機液壓伺服加載系統(tǒng)淺析
2021-06-29 12:37:04陸彪
科學(xué)與信息化 2021年16期
關(guān)鍵詞:系統(tǒng)
陸彪
上海科星電液控制設(shè)備有限公司 上海 201106
引言
“高溫蠕變試驗機加載控制系統(tǒng)”屬于機電一體化的用于蠕變試驗機的精密液壓設(shè)備及控制系統(tǒng),屬新材料試驗必備標準設(shè)備,在新材料應(yīng)用之前需要對新型金屬、非金屬材料進行高溫高壓情況下材料疲勞斷裂,受應(yīng)力變形,材料的拉伸、壓縮持久、蠕變、松弛試驗以及低周疲勞和蠕變疲勞試驗,試驗方法滿足GB/T2039-1997《金屬拉伸蠕變機持久試驗方法》、HB5151-1996《金屬高溫拉伸蠕變試驗方法》、HB5150-1996《金屬高溫拉伸持久試驗方法》及JJG276-88《高溫蠕變、持久強度試驗機》的相關(guān)規(guī)定。
1 系統(tǒng)設(shè)計要求
控制要求:達到壓力設(shè)定值時,壓力穩(wěn)定在1%(最大壓力16MPa)以內(nèi),且穩(wěn)定時間不小于8小時。
可實現(xiàn)手動上升及預(yù)壓壓下控制,可以實現(xiàn)自動預(yù)壓壓下及程序加壓功能。
壓頭上升或下降時勻速運行,加壓時均勻加壓。
手動預(yù)壓模式:對油缸進行預(yù)壓。
自動模式:控制PLC提供無源觸點啟動。主令信號(模擬量)控制。
急停,斷電處理:急停是所有液壓站所有都停止。
升壓時間:0~30秒(0~20T)。
力主令信號:-10V~+10V的模擬信號,力反饋信號為0~10V。
位移信號: -10V~+10V。
有停電故障時,壓力立即卸荷,重新上電時,壓力從0噸開始執(zhí)行的功能[1]。
系統(tǒng)容量≤5kW,380V/50Hz,三相四線制,液壓系統(tǒng)電磁閥電壓24V/DC,150W。
2 系統(tǒng)組成及工作原理
2.1 系統(tǒng)組成
電爐蠕變試驗機系統(tǒng)包括:爐體,真空系統(tǒng),加熱系統(tǒng),溫度控制系統(tǒng),液壓伺服加壓系統(tǒng)組成,人機觸摸屏控制界面,PLC程序控制系統(tǒng),電液伺服控制系統(tǒng),位移控制系統(tǒng)。
如上圖1所示,電爐蠕變試驗機一般采用液壓伺服加載控制系統(tǒng),液壓伺服加載系統(tǒng)包括PLC、液晶觸摸屏控制界面、PID1、PID2、伺服放大器、伺服閥、液壓油缸、壓力傳感器、加法器、三通開關(guān)和轉(zhuǎn)換閥組成。
2.2 系統(tǒng)工作原理
伺服加載控制系統(tǒng)采用雙PID控制方法,包括以下步驟:
第一步為在加載控制系統(tǒng)中設(shè)置PID1和PID2,PID1和PID2并行排列,PID1的比例控制值P不小于2.5,積分控制值I不小于7.5,PID2的比例控制值P不大于0.75,積分控制值I不大于0.35;
第二步為當(dāng)電爐蠕變試驗機的液壓油缸的壓頭未接觸工件時,加載控制系統(tǒng)接通PID1的電路,斷開PID2的電路;
第三步為當(dāng)電爐蠕變試驗機的液壓油缸的壓頭接觸工件后,加載控制系統(tǒng)接通PID2的電路,斷開PID1的電路。
當(dāng)電爐蠕變試驗機的液壓油缸的壓頭未接觸工件時,加載控制系統(tǒng)接通PID1電路,斷開PID2電路,由于PID1的比例控制值P不小于2.5,積分控制值I不小于7.5,此時將積分時間(T i)常數(shù)加長,以減小加載至被試材料瞬間力的沖擊,使加載控制系統(tǒng)在預(yù)壓控制時不會發(fā)生過載超調(diào)現(xiàn)象;
當(dāng)電爐蠕變試驗機的液壓油缸的壓頭接觸工件后,加載控制系統(tǒng)接通PID2電路,斷開PID1電路,由于PID2的比例控制值P不大于0.75,積分控制值I不大于0.35,使加載控制系統(tǒng)在加載控制時響應(yīng)速度快,且加載系統(tǒng)穩(wěn)定性好,以滿足加載系統(tǒng)的特殊工況要求,所以電爐蠕變試驗機加載系統(tǒng)的控制方法的響應(yīng)速度快、防止加載系統(tǒng)出現(xiàn)過載超調(diào)現(xiàn)象[2]。
3 系統(tǒng)設(shè)計
3.1 控制系統(tǒng)設(shè)計
3.1.1 控制系統(tǒng)硬件設(shè)計。硬件構(gòu)成:觸摸屏采用西門子7英寸彩色液晶顯示器,具有多屏切換功能,采用800×480dpi寬屏顯示設(shè)計具有更大的可視面積,RS-485-PPI通信協(xié)議確保精彩系列面板與可以和市場主流的小型PLC 建立穩(wěn)定可靠的通訊連接。
界面采用工業(yè)控制特色的按鍵設(shè)置,主屏能顯示手/自動狀態(tài),電機啟/停狀態(tài)。副屏能顯示三個模擬量棒圖,以及四條模擬量歷史曲線。參數(shù)設(shè)置屏能設(shè)置和修改各種系統(tǒng)參數(shù)。
3.1.2 控制系統(tǒng)軟件設(shè)計。軟件平臺:控制軟件選用STEP 7-Micro/WIN-SP4平臺,該平臺具有豐富的位邏輯功能和多路12位模擬量控制功能,適合組成高性價比的工業(yè)及民用自動控制系統(tǒng)。軟件結(jié)構(gòu):軟件采用循環(huán)掃描結(jié)構(gòu),與觸摸屏組合可構(gòu)成靈活多變的控制形式,通過控制線可實現(xiàn)兩地控制,適合工業(yè)應(yīng)用場合的環(huán)境要求。控制功能:通過遠程和觸摸屏能選擇手動/自動,電機啟/停功能,油缸上升,預(yù)壓(下降),手動加壓和自動加壓功能。任何時候能根據(jù)對應(yīng)按鍵顏色確定控制目標的運行狀態(tài)。
3.2 系統(tǒng)創(chuàng)新設(shè)計
蠕變試驗機執(zhí)行機構(gòu)主要就是液壓伺服加載控制系統(tǒng),核心技術(shù)創(chuàng)新點如下:
3.2.1 伺服加載控制系統(tǒng)采用雙PID控制技術(shù)。
3.2.2 加載模擬系統(tǒng)關(guān)鍵元件電液伺服閥的閥套開口改造,采用非線性開口技術(shù)解決加載超調(diào)問題。
3.2.3 液壓系統(tǒng)設(shè)計采用過濾精度高、通油能力強的疊加式過濾器,以提高油液清潔度,降低伺服閥故障率,滿足系統(tǒng)穩(wěn)定性的要求。液壓伺服系統(tǒng)屬于精密控制系統(tǒng),為了實現(xiàn)系統(tǒng)溫度伺服閥穩(wěn)定控制,須保證油的清潔穩(wěn)定性能,通過對伺服閥實現(xiàn)單獨濾油以隔斷污染進入伺服閥,影響伺服閥正常工作,設(shè)計疊加式過濾器包括固定頭和油濾體。
如圖2所示,固定頭位于油濾體的上面,所述固定頭設(shè)有第一出油通道、第二出油通道和第三出油通道,油濾體設(shè)有進油口、正側(cè)橫向通道、左側(cè)橫向通道和右側(cè)橫向通道,與傳統(tǒng)的過濾器相比,具有安裝結(jié)構(gòu)緊湊、體積小的特點等優(yōu)點。
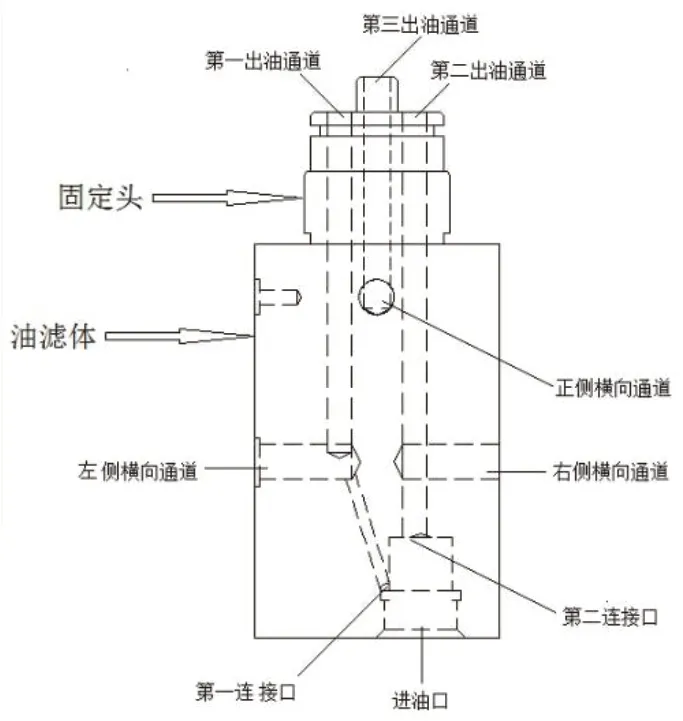
圖2 疊加式過濾器
4 系統(tǒng)設(shè)計難點及解決
4.1 本項目要解決的三個關(guān)鍵問題
4.1.1 壓下油缸從空行程到壓住被試材料的瞬間的力超調(diào)問題即無沖擊加載。
4.1.2 預(yù)加載后,程序加壓時的響應(yīng)跟隨問題。
4.1.3 長時間保壓的穩(wěn)定性問題。
4.2 解決方案
4.2.1 通過伺服閥閥套非線性三角開口技術(shù),模擬數(shù)字化PID軟件技術(shù)解決預(yù)加載超調(diào)問題,具體解決方案如下:
4.2.1.1 為使加載瞬間力超調(diào)得以控制,需有一個可控的預(yù)壓力控制環(huán)節(jié),通常用電液伺服閥進行壓力控制時,開口閥套與控制閥芯打開瞬間,閥套因為是矩形開口,零位附近工作區(qū)域壓力增益呈現(xiàn)脈沖式的增長,從而產(chǎn)生壓力超調(diào)。通過對伺服閥閥套開口進行非線性的改造,將矩形開口改為兩端為三角開口,使三角開口閥套與控制閥芯打開瞬間,零位附近工作區(qū)域壓力增益呈現(xiàn)緩慢增長,輸出壓力呈現(xiàn)小信號既響應(yīng),又減少壓力增益,以減小加載油缸在空行程到加載被試材料的瞬間的加載力超調(diào)問題。
4.2.1.2 為了克服預(yù)壓時加載力超調(diào)問題,克服程序加壓時的響應(yīng)跟隨與長時間保壓的穩(wěn)定性之間矛盾問題,伺服加載控制系統(tǒng)采用雙PID控制,預(yù)壓時采用一套適應(yīng)解決加載力超調(diào)的PID1參數(shù)控制系統(tǒng),此時將積分時間(T i)常數(shù)加長,以減小加載至被試材料瞬間力的沖擊,克服超調(diào)。程序加壓時采用另一套PID2參數(shù)控制系統(tǒng),將P值和I值調(diào)至最佳,既滿足響應(yīng)快,又兼顧穩(wěn)定性的雙重要求,由于采用了模擬數(shù)字化PID程序及觸摸屏界面,PID參數(shù)任意設(shè)置,場景式的操作菜單顯示,在不同菜單之間的切換簡單明了。
4.2.2 通過模擬數(shù)字化PID軟件技術(shù)解決程序加載快速響應(yīng)和長期保壓穩(wěn)定性問題。
由于蠕變試驗機都要進行長時間的試驗,易產(chǎn)生大量的熱量,而伺服閥零件閥芯閥套的間隙配合較小,在高溫下容易卡死。
通過改進閥套,閥芯配磨的工藝,對伺服閥閥芯閥套間隙配合進行高溫烘烤試驗,找到最佳配合間隙,從而保證伺服閥在高溫下正常運行,減少系統(tǒng)故障率,保證系統(tǒng)的穩(wěn)定性。
4.2.3 通過場景化觸摸屏界面操作菜單式切換軟件技術(shù)提高了系統(tǒng)參數(shù)的任意設(shè)定,修改,系統(tǒng)有更快的數(shù)據(jù)處理速度,效率提升600%以上,并使得PID控制調(diào)節(jié)響應(yīng)迅速,具有很強的實時性,窗口可視化的PID調(diào)節(jié),立即顯現(xiàn)PID參數(shù)調(diào)節(jié)的結(jié)果,設(shè)定信號曲線,響應(yīng)曲線,均以不同顏色實時顯示,使PID不再“看不透摸不著”。
5 結(jié)束語
“高溫蠕變試驗機加載控制系統(tǒng)”采用雙PID控制技術(shù)、伺服閥的閥套開口采用非線性開口技術(shù)以及采用過濾精度高、通油能力強的疊加式過濾器,經(jīng)過反復(fù)試驗,實現(xiàn)了當(dāng)系統(tǒng)達到壓力設(shè)定值時,壓力穩(wěn)定在1%(最大壓力)以內(nèi),且穩(wěn)定時間>8小時,該系統(tǒng)還能對油壓進行預(yù)壓,實現(xiàn)壓力穩(wěn)定調(diào)節(jié),另外,本系統(tǒng)的控制PLC提供無源觸點啟動,主令信號控制,電壓與輸出力呈線性關(guān)系,給定相同的電壓,輸出相同的壓力,且誤差不超過1%(0.2T)。與現(xiàn)有技術(shù)相比,預(yù)壓超調(diào)度、程序加壓的響應(yīng)速度、保壓穩(wěn)定性遠超同行業(yè)水平,目前該系統(tǒng)已遠超國內(nèi)同類產(chǎn)品的性能,是新材料試驗精度高最高、穩(wěn)定性最好的高溫蠕變試驗機加載控制系統(tǒng)。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
