基于相控陣超聲檢測技術(shù)的鋼構(gòu)件角焊縫檢測
2021-06-29 06:35:54簡添福郭志賢林東文
化工裝備技術(shù) 2021年3期
簡添福* 郭志賢 林東文
(福建省鍋爐壓力容器檢驗研究院漳州分院)
0 引言
鋼構(gòu)件具有強(qiáng)度高、韌性好、剛度大、質(zhì)量小、占地面積小、外觀優(yōu)美等優(yōu)點,已被廣泛應(yīng)用于起重機(jī)械、建筑工程及海洋化工等領(lǐng)域。鋼構(gòu)件的焊縫連接形式主要有對接焊縫、角焊縫及搭接焊縫等,以鋼構(gòu)件角焊縫(如圖1所示)為例進(jìn)行探討。
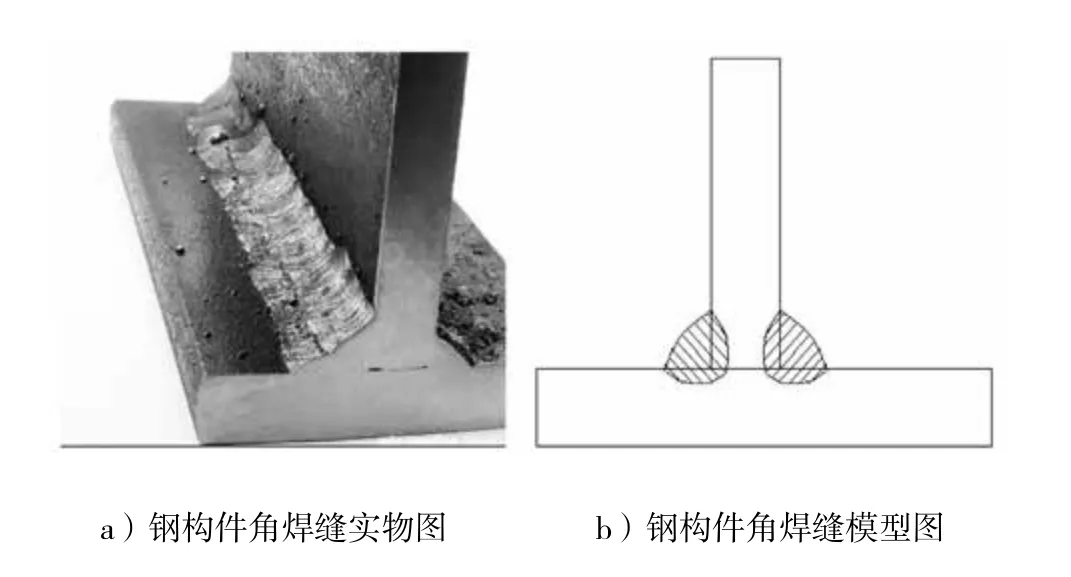
圖1 鋼構(gòu)件角焊縫
焊接工程規(guī)范中要求鋼構(gòu)件角焊縫要具有足夠的強(qiáng)度,但在實際焊接過程中,大部分鋼構(gòu)件連接形式受到結(jié)構(gòu)限制,其角焊縫通常只能焊接一側(cè),另一側(cè)無法施焊,如箱式支腿與底板的連接焊縫,起重機(jī)械中的角焊縫等。這就使得角焊縫的焊接質(zhì)量必須符合標(biāo)準(zhǔn)要求,不得具有超標(biāo)缺陷,一旦由于角焊縫缺陷造成焊縫開裂,設(shè)備垮塌等,造成的經(jīng)濟(jì)損失和社會影響是巨大的,因此采用可靠的無損檢測方法來檢測角焊縫中存在的焊接缺陷十分重要。
1 常規(guī)無損檢測方法及其局限性
目前,鋼構(gòu)件角焊縫的常規(guī)無損檢測方法主要為磁粉檢測和脈沖反射法超聲檢測。磁粉檢測只能檢測被檢工件的表面及近表面缺陷,對于角焊縫內(nèi)部的缺陷檢測并不充分。脈沖反射法超聲檢測雖然可以檢測角焊縫內(nèi)部缺陷,但其聲束折射角度單一,一次波和一次反射波對于被檢角焊縫的聲束全覆蓋存在一定困難,檢測具有盲區(qū),且檢測數(shù)據(jù)無法成像和記錄,脈沖反射法超聲檢測還存在反射波識別困難、缺陷定位方法復(fù)雜、探頭折射角度選擇繁瑣、缺陷當(dāng)量誤差大等問題。尤其是對于焊接工藝允許中間存在未焊透的角焊縫,非相關(guān)波的顯示容易誤導(dǎo)結(jié)果,對檢測結(jié)果產(chǎn)生影響。常規(guī)超聲檢測要保證檢測質(zhì)量,不僅依賴于檢測人員的經(jīng)驗,還取決于各種尺寸對比試塊的制作和校驗準(zhǔn)確度。總而言之,采用常規(guī)無損檢測方法檢測鋼構(gòu)件角焊縫存在較大的漏檢率,檢測效率也難以提高。
2 相控陣超聲檢測技術(shù)
隨著科學(xué)技術(shù)不斷發(fā)展和新技術(shù)廣泛應(yīng)用,各類焊縫檢驗檢測技術(shù)正朝著結(jié)果成像和計算機(jī)輔助方向發(fā)展。相控陣超聲檢測技術(shù)因其獨有的聲束聚焦特性、快速掃查能力和成像清晰、直觀等優(yōu)點,目前已在國內(nèi)外無損檢測行業(yè)得到了一定程度的應(yīng)用。首先,與常規(guī)超聲技術(shù)相比,相控陣超聲檢測技術(shù)可以實現(xiàn)采用單一規(guī)格的換能器,就能完成檢測區(qū)域全覆蓋的目的,其次將相控陣超聲技術(shù)與成像技術(shù)相結(jié)合,對工件內(nèi)部的檢測結(jié)果具有非常好的實時成像能力,超聲圖像可以提供大量直觀信息,準(zhǔn)確檢測出工件內(nèi)的缺陷,并確定缺陷位置、尺寸及性質(zhì),直接反映焊接接頭的聲學(xué)和力學(xué)性質(zhì),利用這些信息可對焊縫缺陷進(jìn)行定量、定性評價[1]。因此超聲相控陣檢測技術(shù)可以成為解決角焊縫檢測難題的首選技術(shù)手段。
3 計算機(jī)軟件輔助設(shè)計
基于計算機(jī)軟件輔助設(shè)計的思路[2],首先建立應(yīng)用于相控陣超聲檢測的聲束覆蓋模擬模型,其次使用計算機(jī)編程,將鋼構(gòu)件角焊縫聲束覆蓋模擬模型程序化,最后將該程序嵌入現(xiàn)有的相控陣超聲檢測儀器中,從而實現(xiàn)獲得對鋼構(gòu)件角焊縫相控陣超聲檢測的實時評價。
可將鋼構(gòu)件角焊縫簡化為板與板的連接角焊縫,決定角焊縫形狀的參數(shù)主要包括焊縫厚度及焊腳尺寸,這類參數(shù)在各鋼構(gòu)件焊接規(guī)范中均有具體的要求。相控陣超聲技術(shù)結(jié)合計算機(jī)軟件輔助設(shè)計技術(shù)可實時呈現(xiàn)聲速覆蓋效果下的結(jié)果,可有效評價焊接接頭的檢測盲區(qū)大小,并根據(jù)相控陣超聲檢測儀器提供的數(shù)據(jù)對缺陷進(jìn)行評定,如圖2所示。
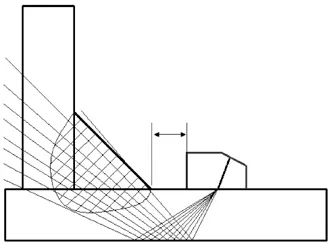
圖2 聲束覆蓋入射焊縫
4 對比試塊檢測
4.1 檢測設(shè)備與檢測試塊
具體檢測工藝如下:探頭頻率為5 MHz,陣元數(shù)為32,間距為0.5 mm,楔塊角度為36°,中心陣元高度為10.6 mm,聲速為2 340 m/s,最大偏轉(zhuǎn)范圍標(biāo)稱值為35°~70°。
試驗采用具有代表性的兩種T型鋼構(gòu)件角焊縫試塊為研究對象,橫波聲速為3 230 m/s,材料為Q235。一種焊接采用全焊透結(jié)構(gòu)(試塊1),如圖3所示,翼板規(guī)格為300 mm×300 mm×20 mm,腹板規(guī)格為300 mm×150 mm×20 mm;另一種焊接采用中心未焊透結(jié)構(gòu)(試塊2),如圖4所示,翼板規(guī)格為120 mm×50 mm×35 mm,腹板規(guī)格為110 mm×50 mm×40 mm,兩種結(jié)構(gòu)中均含有人孔長橫孔缺陷。
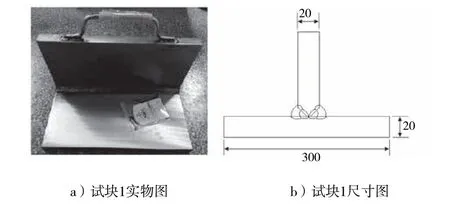
圖3 全焊透結(jié)構(gòu)的角焊縫試件(單位:mm)
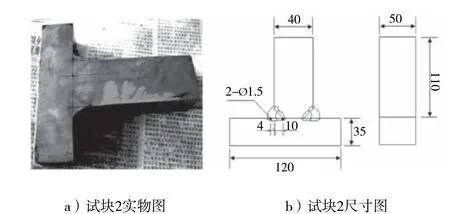
圖4 中間留有未焊透結(jié)構(gòu)的角焊縫試件(單位:mm)
4.2 檢測結(jié)果
(1)常規(guī)超聲檢測
首先讓A,B,C三人分別檢測1號和2號試塊,為了排除人為因素的影響,其檢測結(jié)果如表1所示。
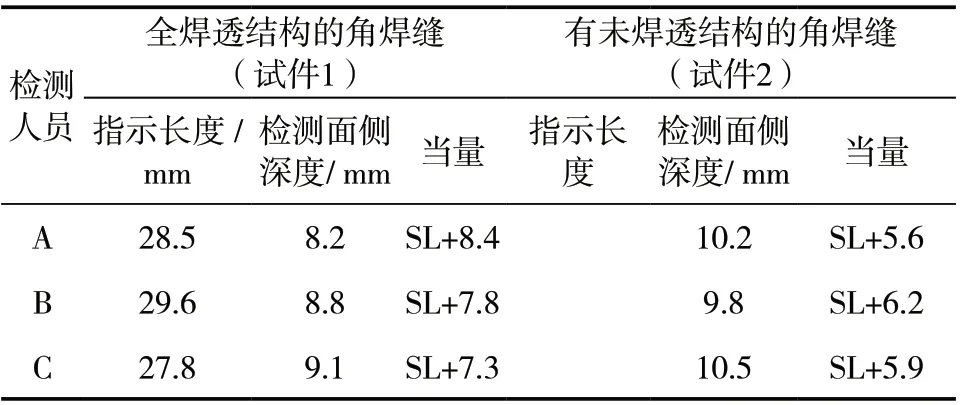
表1 檢測結(jié)果統(tǒng)計表
(2)相控陣超聲檢測
然后采用已內(nèi)置計算機(jī)軟件輔助技術(shù)的相控陣超聲檢測儀器,分別對兩塊鋼構(gòu)件角焊縫試件進(jìn)行檢測,全焊透結(jié)構(gòu)的角焊縫(試塊1)的檢測結(jié)果如圖5所示,有未焊透結(jié)構(gòu)的角焊縫(試塊2)的檢測結(jié)果如圖6所示。
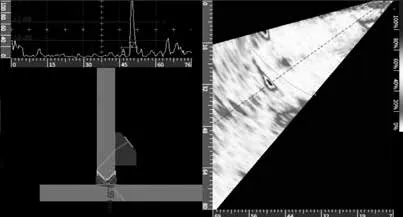
圖5 試塊1的相控陣超聲檢測結(jié)果
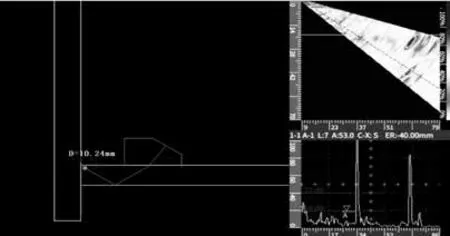
圖6 試塊2的相控陣超聲檢測結(jié)果
對圖5和圖6的檢測數(shù)據(jù)進(jìn)行分析后可知,利用相控陣超聲技術(shù)檢測鋼構(gòu)件角焊縫的過程中,可以借助計算機(jī)軟件輔助手段對角焊縫的缺陷位置進(jìn)行較為準(zhǔn)確的標(biāo)定。通過對缺陷的位置進(jìn)行模擬,可以很清楚顯示缺陷在試件中相對準(zhǔn)確的實際位置,為人工判定缺陷的性質(zhì)提供有利條件。
5 結(jié) 論
通過采用相控陣超聲檢測技術(shù)和脈沖反射法超聲檢測對鋼構(gòu)件角焊縫進(jìn)行檢測,并對檢測結(jié)果進(jìn)行了比對分析,可以看出兩者的結(jié)果吻合度較高,但相控陣超聲檢測技術(shù)結(jié)合計算機(jī)軟件輔助手段,對缺陷的定位更加準(zhǔn)確,且檢測效率也較高,同時可以使檢測結(jié)果實時成像,在鋼構(gòu)件角焊縫的檢測中具有一定的優(yōu)勢。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年16期)2018-09-26 03:27:08
電子制作(2018年1期)2018-04-04 01:48:36
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
電子制作(2017年24期)2017-02-02 07:14:40
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12