自行設計起重電磁鐵的無磁板壓裝工具
2021-06-29 14:20:42李敬遠蘇志勇
冶金動力 2021年1期
關鍵詞:結構
李敬遠,蘇志勇
(舞鋼鋼鐵有限公司,河南舞鋼 462500)
1 概述
起重電磁鐵是一種本身無銜鐵(或動鐵心)而以被吸重物稱為“銜鐵”的特殊電磁鐵,利用它們抓取鋼鐵物件有以下幾點好處,即:
(1)可以不必直接接觸需要搬動的鋼鐵物件,既簡便省力,又可遙控。
(2)可以抓取人難以接近的高溫鋼鐵物件,或從水中撈起鋼鐵物件。
(3)通電則擒,斷電則放,不用掛鉤摘鉤,作業效率高。
起重電磁鐵與各種起重機械配合,廣泛應用于煉鋼廠、軋鋼廠、廢鋼處理廠,大型鑄造車間,造船廠、重型機械制造廠、鋼材庫、港口碼頭和車站等處,代替人力搬運各種鋼鐵重物。
2 結構特性
根據其用途的不同,起重電磁鐵可以做成各種不同的形狀。
最常見的是圓形起重電磁鐵,其特點在于吸附面呈環狀,無方位要求,故不但可用于吸運鋼錠或大塊鋼板等“整料”,更宜用來吸運生鐵錠、廢鋼或鐵屑等排列無規律的“散料”。在軋鋼廠或其他場所搬運大張薄鋼板時,為了避免鋼板在吊運過程中變形,往往采用許多小的圓形或矩形起重電磁鐵一起工作來吊運。
矩形起重電磁鐵的用途也很廣泛,它們多用于吸運鋼軌、鋼管、方鋼、角鋼、圓鋼等條形鋼材。
2.1 圓形起重電磁鐵
通常圓形起重電磁鐵(圖1所示)由外殼和鐵心、內極掌和外極掌、無磁護板、線圈、引線絕緣套、蓋板和填充物組成。
外殼包括軛鐵與鐵心兩部分,形成一整體,這樣可以消除軛鐵與鐵心間的結合間隙,避免磁阻增大。鑄造的外殼一般用ZG25 鑄鋼制成,其導磁性能較好。內、外極掌經常與被吸物接觸,容易磨損,為了延長壽命,多用含碳量較高(0.3%~0.6%)的鋼材制成。
圖1 為內、外極掌和鐵心或軛鐵之間螺栓連接式的,連結螺栓最好是從上往下擰緊,螺栓頭部不要露在極掌的工作面上,否則螺栓頭部磨損或劈開后,檢修時拆卸就很困難。現在大部分采用無磁板焊接工藝,耐磨損而且方便檢修,如圖2。
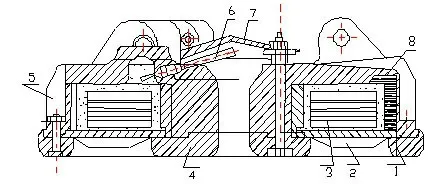
圖1 圓形起重電磁鐵的一般結構
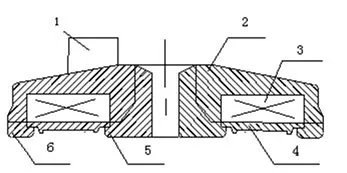
圖2 采用焊接連接的圓形起重電磁鐵
極掌與鐵心、軛鐵間的連接必須牢固可靠,螺栓連接雖然便于檢修拆卸,但往往不夠堅固,所以有時也采用焊接連接。這種結構不但堅固,而且具有密封性,適于在水中使用(例如從水中撈起鋼鐵重物)。其中鐵心與軛鐵之間的對接面積特別大,以減小接縫處的磁阻。
無磁護板必須由導磁率很小的材料制成,否則將造成內外極掌之間的“磁短路”,嚴重影響電磁鐵的正常工作(吸力大大減小)。同時護板又須有足夠的機械強度,一般有三種,即:無磁高錳鑄鋼、ZG40Mn18Cr3 高錳含鉻鑄鋼、1Cr18Ni9Ti(1 鉻18 鎳9鈦)合金鋼。
由于高錳鑄鋼和高錳含鉻鑄鋼的鑄造和機械加工都比較困難,所以通常使用鎳鉻鈦鋼板,厚度為20~25 mm。
2.2 矩形起重電磁鐵
矩形起重電磁鐵的一般結構如圖3所示。
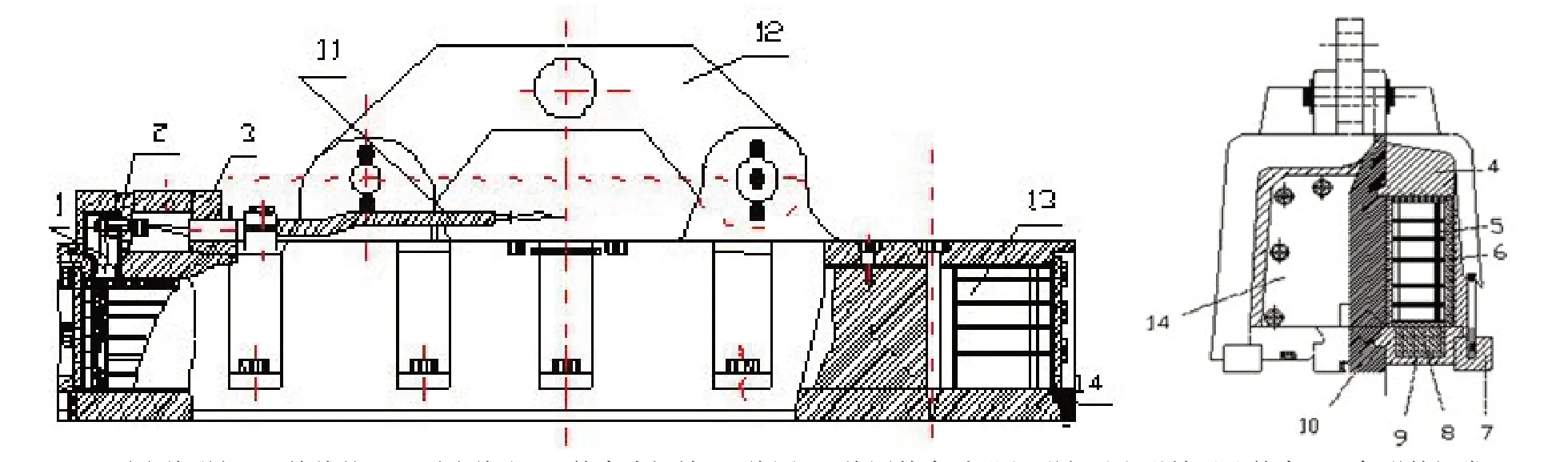
圖3 矩形起重電磁鐵的一般結構
2.3 兩心式矩形起重電磁鐵
矩形起重電磁鐵只有一個鐵心時,線圈繞制中間容易凸出,而且線圈周長較長,這樣一來加長了線圈每匝長度,為了線圈繞制方便,縮短線圈的每匝長度,節省導線材料或者省電節能,可以做成雙鐵心式結構,兩線圈串聯起來使用。
3 無磁板壓裝工具制作
從圓形和矩形起重電磁鐵結構上可以看出無磁板的壓裝是起重電磁鐵的重要工序,制作一套使用方便,而且容易制作的壓裝工具,對起重電磁鐵的檢修普遍化發展很有必要性。
3.1 圓形起重電磁鐵壓裝工具
圓形起重電磁鐵在壓裝時,可以360°旋轉,所以壓裝工具制作比較簡單。
圓形起重電磁鐵壓裝工具結構為“門型”框式,可以滿足φ600 到φ2400 型各種圓形電磁盤壓裝使用,在使用過程中可以根據實際受力位置可以360°旋轉電磁盤,保證無磁板每個部位都能壓緊,如圖4。
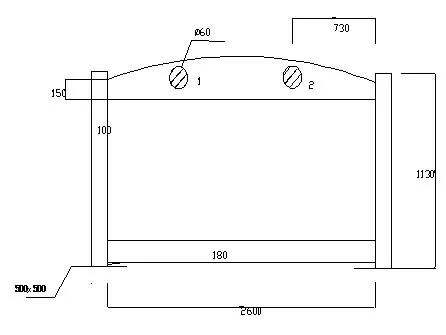
圖4 圓形電磁鐵壓裝結構圖(單位mm)
在圖4 中,1、2 孔為吊運孔;下梁使用180mm 的槽鋼雙根并焊,其它部分可使用槽鋼或者20mm 厚的鋼板制作;圓形起重電磁鐵可在結構架中360°旋轉;壓裝無磁板時上梁下方使用普通道木做墊木。
3.2 矩形起重電磁鐵壓裝工具結構圖
矩形電磁鐵結構為“屋式”結構,滿足電磁鐵寬度即可,電磁鐵使用“穿芯”方式進入壓裝結構內部,整體、局部壓裝均可,能夠起到無死角受力和受力均勻。見圖5。
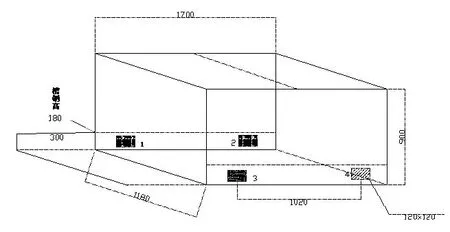
圖5 矩形起重電磁鐵壓裝工具結構圖(單位mm)
矩形電磁鐵從圖5 的右端穿入結構架中,上方使用普通道木作為墊木;矩形電磁鐵高度≥500 mm時,工字鋼可放在下梁上方使用,矩形電磁鐵高度<500 mm 時,工字鋼分別穿過1、3 和2、4 孔使用,兩心式矩形電磁鐵壓裝時可分多次壓裝。
3.3 無磁板壓裝工藝要求
(1)內外極掌與鐵心、外殼之間的結合面必須平整,不允許有污物、油漆之類。
(2)凡屬磁路接縫處都應結合緊密,不得有任何間隙。
(3)內外磁極平面應力求在同一水平面上,千斤頂帶好勁后敲擊無磁板落實無空虛即可。
4 性能與試驗
1)填寫原始記錄應完整:主要包括線圈內外尺寸,線圈高度,絕緣材料規格,導線規格,匝數,接線等項目。
2)線圈外觀排列整齊,松緊適度。
3)絕緣填充飽滿均勻,干燥徹底。
4)無磁板壓裝緊湊、平整、與繞組絕緣無間隙。
5)絕緣距離:電氣距離不得小于6 mm,漏電距離不得小于10 mm。
6)幾種電磁鐵線圈的電阻偏差應符合表1。

表1 電磁鐵線圈電阻偏差值
7)線圈絕緣電阻:在室溫環境,相對濕度70%及以下,線圈對外殼的絕緣電阻不應小于10 MΩ。相對濕度90%左右時,線圈對外殼的絕緣電阻不應小于1 MΩ。
8)線圈匝間試驗:在線圈兩出線間,施加工頻50 Hz,2.5 UH試驗電壓,歷時5 min,應無匝間短路現象。
9)耐壓試驗:在線圈出線端與外殼間,施加50 Hz,歷時1 min,應無閃爍或擊穿現象,試驗電壓數據見表2。

表2 試驗電壓數據
10)成品溫升試驗:在周圍介質溫升為+35 ℃時,線圈通以額定電壓, 按通電持續率為50%的工作條件,4 h 后用電阻法測得線圈的穩定溫升不得超過145 ℃。
5 結論
隨著重工業的發展,起重電磁鐵在工業生產中應用廣泛。以一種結構簡單、材料費用低、工序簡單的電磁鐵壓裝工具,可以提高電磁鐵的檢修工作效率,不僅避免了電磁鐵的多次運輸,也為使用單位大大降低了檢修費用。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50