鍍鋅線拉矯振紋問題分析及拉矯機維護要點
2021-07-01 11:08:18李建
裝備維修技術(shù) 2021年50期
摘 要:鍍鋅線拉矯機是重要工藝設備,通過拉矯振紋問題對拉矯機功能、原理進行分析,規(guī)范維護要點,最終解決拉矯振紋問題,取得了良好效果。
關鍵詞:拉矯機;拉矯振紋;板型;維護要點
1.前言
隨著熱鍍鋅理論及鋼鐵生產(chǎn)軋制工藝的發(fā)展,熱鍍鋅鋼板產(chǎn)品種類日益增多。它們因基板材質(zhì)、生產(chǎn)工藝、表面結(jié)構(gòu)、表面狀態(tài)、鍍層成分的不同,所以在性能和用途上也存在明顯差別,但是不管是作為家電板、建筑板,還是汽車內(nèi)板,人們都希望提高產(chǎn)品的表面質(zhì)量與加工成型性能及冷作硬化能力。在熱鍍鋅生產(chǎn)線上,光整機和拉矯機是熱鍍鋅機組中改善板型、提高加工性能,改善冷作硬化效果的重要工藝設備。
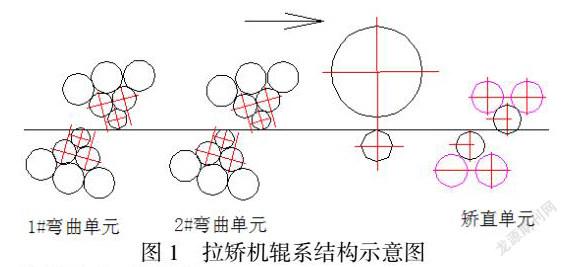
某鍍鋅機組拉矯機采用的是“兩彎一矯”布置方式。近期在質(zhì)檢臺打磨帶鋼表面時,發(fā)現(xiàn)帶鋼上有密集型振紋缺陷,振紋間距約為1-3mm。經(jīng)產(chǎn)線排查,打開拉矯機后振紋消除,只要投用彎曲單元,出口打磨無振紋,只投矯直單元出口打磨表面發(fā)現(xiàn)振紋,確認振紋由拉矯機矯直單元產(chǎn)生。尤其在生產(chǎn)DX53D等軟鋼生產(chǎn)時,振紋缺陷較明顯,無法滿足彩涂板生產(chǎn)的要求。
2.拉矯機的作用及工作原理
2.1拉矯機的功能作用
拉矯機是拉伸彎曲矯直機的簡稱,其主要由發(fā)揮拉伸作用的前后張緊輥、發(fā)揮彎曲作用的彎曲輥組、發(fā)揮矯直作用的矯直輥系組成的。拉矯工序的主要功能有兩大方面:一是改善板型,通過使帶鋼拉伸并且進行彎曲矯直之后,可以部分消除帶鋼的邊浪、中浪等浪形和C形彎曲、L形彎曲,從而改善了帶鋼的平直度。二是改善加工性能,通過拉伸彎曲作用,使帶鋼在后續(xù)的變形時減輕或不再有屈服平臺,從而產(chǎn)生均勻變形,提高加工性能。
2.2拉矯機的工作原理
拉伸彎曲矯直是通過疊加的拉應力和彎曲應力而產(chǎn)生變形的矯直方法。帶鋼最少需要兩個彎曲輥和一個矯直輥在拉力作用下來完成矯直(兩彎一矯)。拉矯機之所以能使帶鋼的板型改善其實質(zhì)是原來纖維長短不一的帶鋼在高張力和彎曲輥的作用下產(chǎn)生彈性和塑性變形,變形后原來長纖維和短纖維的長度基本趨于一致而實現(xiàn)的。如果帶鋼的總變形量足夠大,足以使原來處于浪形處的長纖維也開始產(chǎn)生塑性變形,就能起到改善板型的作用。在這種情況下,對于長短不等的纖維而言,其彈性變形量是基本相同的,不同的是塑性變形量。在同時受到拉伸作用時,短纖維的塑性變形量大,因而在變形結(jié)束張力除去后長度伸長較多,長纖維的塑性變形量小,外力除去后長度伸長較少,這樣就使長短纖維的長度趨于一致,使浪形改善。
3.拉矯振紋問題原因分析
通過分析,導致拉矯振紋的主要原因有以下幾個方面。
3.1拉矯輥輥面質(zhì)量不合格
輥子表面修磨后,因輥子加工精度問題,拉矯輥表面可能出現(xiàn)無明顯手感的橫向條紋,在大張力的運行狀態(tài)下,輥子表面的橫紋缺陷可能復制到帶鋼表面。
3.2輥盒裝配不規(guī)范
裝配不規(guī)范對振紋的影響,輥子軸承座與軸承外圈之間安裝調(diào)整的間隙不合適,如果間隙太小,輥子容易出現(xiàn)發(fā)熱燒毀的故障,如果側(cè)隙太大,容易出現(xiàn)隱形振紋。
3.3輥盒空間精度存在問題
拉矯機矯直單元的支撐輥可能存在受力不均的的現(xiàn)象,可能會產(chǎn)生矯直輥的振紋。利用定修對上下矯直單元的絲杠底座進行測量調(diào)整,要求高度差不超過0.1mm。
3.4軸承磨損問題
矯直輥的軸承為免維護軸承,軸承磨損造成的游隙增大也是產(chǎn)生振紋的一個可能原因之一。
4.規(guī)范拉矯機維護要點
4.1嚴格控制拉矯輥的修復質(zhì)量
嚴格執(zhí)行拉矯機工作輥及中間輥的檢驗標準。要求工作輥硬度≥63HRC,表面粗糙度要求≤0.400μm,表面無磨削紋,劃痕等缺陷,中間輥硬度≥63HRC,粗糙度要求≤0.400μm,表面無磨削紋,劃痕等缺陷,驗收由機械工藝雙方共同進行,輥盒的修復周期由6個月縮短為3個月。
4.2輥盒裝配要點
拉矯機輥盒需定期進行更換,如果裝配不當,會造成工作輥旋轉(zhuǎn)接頭斷裂或軸承損壞等運行事故,影響產(chǎn)線穩(wěn)定。
4.2.1 彎曲單元輥盒裝配
(1)松開自由端軸承座的定位螺栓及導向螺栓,把自由端軸承座推出;
(2)拿下舊的工作輥和中間輥,使用噴槍對輥盒表面進行清洗,然后用擦機布擦干凈,將支承輥用1200目砂紙打磨并擦拭干凈;
(3)放上新的中間輥,并將中間輥一頭貼住固定端軸承座;
(4)放上新的工作輥,并將工作輥一頭貼住固定端軸承座;
(5)把自由端軸承座推回原位,并把工作輥軸承與軸承座孔的間隙調(diào)整到3mm;
(6)使用塞尺檢查支撐輥與中間輥間隙不大于0.02mm,工作輥和中間輥間隙不大于0.02mm,緊固自由端軸承座導向和定位螺栓;
(7)手動轉(zhuǎn)動工作輥,保證所有輥子均可輕松靈活旋轉(zhuǎn)。
4.2.2 矯直單元輥盒裝配
(1)松開自由端軸承座的定位螺栓及導向螺栓,把自由端軸承座推出;
(2)拿下舊的工作輥和中間輥,使用噴槍對輥盒表面進行清洗,然后用擦機布擦干凈,將支承輥用1200目砂紙打磨并擦拭干凈;
(3)放上新的中間輥,并將中間輥一頭貼住固定端軸承座;
(4)放上新的工作輥,并將工作輥一頭貼住固定端軸承座;
(5)把自由端軸承座推回原位,并把工作輥軸承與軸承座孔的間隙調(diào)整到3mm;
(6)使用塞尺檢查支撐輥與中間輥間隙不大于0.02mm,工作輥和中間輥間隙不大于0.02mm,緊固自由端軸承座導向和定位螺栓;
(7)手動轉(zhuǎn)動工作輥,保證所有輥子均可輕松靈活旋轉(zhuǎn)。
4.2.3 支撐輥更換
(1)支撐輥必須整排更換;特殊情況,需經(jīng)過測量并確認新輥和剩下的幾個舊輥直徑相同時才能更換;
(2)成排更換時,需將直徑相同的輥子裝在一排;
(3)支撐輥更換完成后,在支撐輥上放一根新的中間輥或工作輥,測量輥子間隙,間隙不能大于0.02mm。
4.2.4檢查檢驗
考慮到拉矯機的重要性,輥盒裝配完之后,需通知點檢人員、工藝人員進行檢查確認,并填寫拉矯機輥子裝配記錄,作業(yè)區(qū)做好拉矯機輥盒更換記錄。
5.結(jié)論
拉矯機的原理是在張力作用下帶材經(jīng)過彎曲輥反復彎曲,在疊加的拉伸和彎曲應力作用下,產(chǎn)生彈塑性拉伸變形,消除三維形狀缺陷,然后再經(jīng)過矯平輥將殘余曲率矯平,從而大大改善帶鋼的板型。通過對拉矯機功能作用及工作原理的分析,明確了拉矯振紋產(chǎn)生的原因,通過對拉矯機維護進行規(guī)范,消除了拉矯振紋,取得了良好效果。
參考文獻:
[1]馬龍.鍍鋅機組拉矯機彎曲單元工作輥力學行為分析[D].內(nèi)蒙古科技大學,2021.
[2]王杰青,胡欣宇,李子俊,韋賀明,陳小鵬.冷軋拉矯機輥系精度在線調(diào)整方法[J].設備管理與維修,2020(17):66-67.
作者簡介:
姓名:李建(1990.10-)女,漢,河北景縣人,助理工程師,大學本科,研究方向:冶金設備技術(shù)改造及維修。
