露天礦矸石汽運裝車自動控制方法研究
2021-07-02 13:33:30盧進南
露天采礦技術 2021年3期
白 浩,盧進南
(遼寧工程技術大學 電氣與控制工程學院,遼寧 阜新 123000)
目前,選煤廠排矸過程采用汽車運輸與手動控制相結合的方式,排矸過程如下:操作人員通過對講機告知排矸車隊司機準備在某一料口卸料,排矸車隊司機憑經驗駛入矸石倉下指定料口,操作人員通過現場攝像頭觀察運矸車輛相對料口的位置,手動開啟料口閘板,并通過對講機告知車輛司機前移、后退或停止。最終,操作人員通過攝像頭觀察裝車效果,并手動關閉閘板。從手動控制排矸過程可知:矸石倉料口尺寸和位置固定,運矸車輛需多次移車才能裝滿車輛,導致運矸車輛卸料點存在隨機性;如在最后一個卸料點運矸車輛位置出現偏差或閘板關閉不及時,極易出現撒料現場;由于現場采用手動控制方式,閘板的交替頻繁啟閉,車輛信息的實時記錄,增加了操作人員的勞動強度。
竇真蘭等[1]以許疃煤礦選煤廠排矸控制系統為研究對象,采用S7-300 系列PLC 和組態軟件WinCC,設計了適應選煤廠生產過程和生產環境需要的網絡結構和控制系統,實現對選煤廠主要設備起停聯鎖、流程監控。張永玉[2]研究了煤礦全自動連續出矸系統,分析了控制系統主要實現功能,實現了出矸高度、礦車位置、裝置狀態等的自動檢測,提高了整個出矸系統的自動化水平。韓亮[3]通過對原煤主運輸系統的改造,構建了巖巷半連續排矸系統,該系統的應用提高了王家塔煤礦的排矸運輸能力,大幅降低井下安全隱患。目前,對于露天矸石倉的自動排矸技術研究較少,且大部分研究是基于井工礦。因此,在不影響現有排矸過程的基礎上,通過安裝FRID、紅外測距儀和超聲波測距儀,分別實現對待裝車輛識別、車輛相對矸石倉料口位置定位和裝車物料相對高度檢測,以實現矸石倉汽運排矸自動裝車功能。
1 矸石汽運自動排矸組成及原理
矸石汽運自動裝車系統主要由自動裝車系統、車輛定位系統、裝車料位-閘板控制系統3 個子系統構成。通過基于紅外激光、超聲波測距傳感器代替集控室的操作人員的方法,實現車輛的定位以及裝車高度的檢測。利用車輛位置信息、裝車高度信息、卸料閘門控制策略構建矸石汽運自動排矸系統,實現排矸過程自動化、智能化[4-6]。矸石汽運自動裝車系統結構組成如圖1。
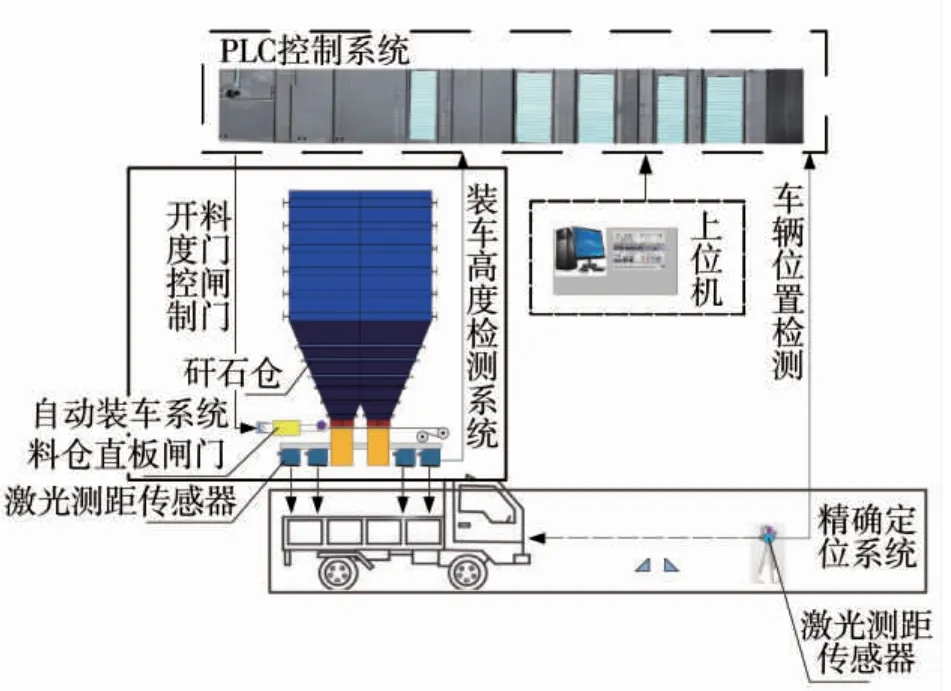
圖1 矸石汽運自動裝車系統結構組成
1)排矸車輛精確定位系統。定位系統基于紅外激光測距傳感器的排矸車輛精確定位系統,檢測排矸車輛相對料口位置,以避免裝車過程中出現欠載、撒料、裝車不均甚至砸車等現象。
2)矸石汽運自動裝車系統。裝車系統基于超聲波測距傳感器的料位檢測系統,獲取車廂實時裝車高度,結合車輛精確定位和料位-閘板控制系統,實現自動裝車。
3)料位-閘板控制系統。控制系統通過對自動裝車的工況分析,根據不同車輛類型、停車位置、落料高度,實時調整閘板開度,確保高效、安全裝車。
2 自動排矸方式
汽運排矸決定了排矸過程只能采用多點裝車方法,即分堆間歇式裝車,設車廂長為L,寬為w,高為h,車廂中卸料堆數為n 堆。裝車效果的好壞由最大裝車高度確定,即1 次裝車的裝車量越多越好。如果裝車高度超過車廂內的最大裝車高度,物料將從車廂兩端溢出,其關系可用公式表示為:

式中:hmax為車輛最大裝車高度,m;ε 為裝車高度偏差,m;α 為裝車過程中物料形成錐體的堆放角,(°);L、w、h 為待裝車輛車廂的長、寬、高,m。
分堆間歇式裝車過程中,第1 堆卸料從車廂前端開始,該過程中當卸料口正下方料堆接近最大裝車高度時,車輛需要向前移動一定距離后繼續裝車,往復幾次直至車廂裝滿。裝車過程中,卸料口閘板不關閉,且不能倒車,這意味著第1 裝車點的確定以及后續幾個停車點的位置非常重要[7]。由于理想狀態下料堆在車廂內呈錐形堆積,且相對車廂中軸線對稱分布,因此第1 堆的體積為:

式中:u、v 為以車廂長、寬為正方向的車輛位置,m;σ 為第1 堆載料的積分區域;h1為矸石落料高度,m;Q1為第1 卸料點的矸石體積,m3。
由文獻[8]可知,與第1 卸料點距車廂前端的距離a、h1、w 有關。由控制料位的超聲波激光測距傳感器確定,車廂寬度w 是車輛的固定尺寸不可更改。因此,第1 卸料點的位置主要由卸料口距車廂前端的距離d 確定。提出2 種第1 點的卸料工況,以2次工況的裝車效果作對比,確定一種更符合精準裝車的要求的卸料工況。工況1 料堆位置如圖2,工況2 料堆位置如圖3。圖中l 為料堆間隔。
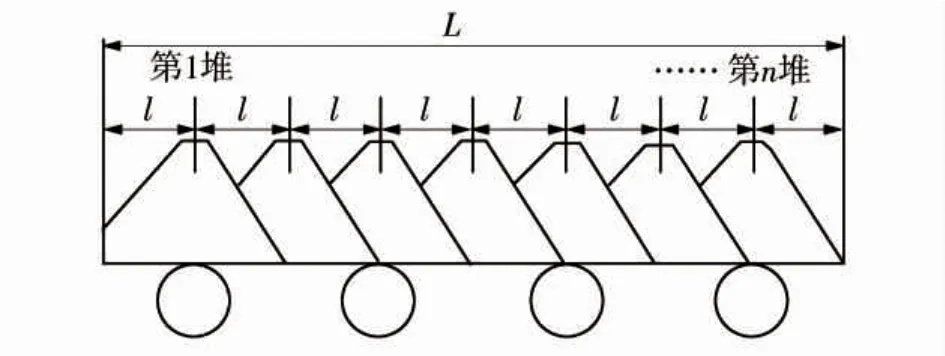
圖2 工況1 料堆位置
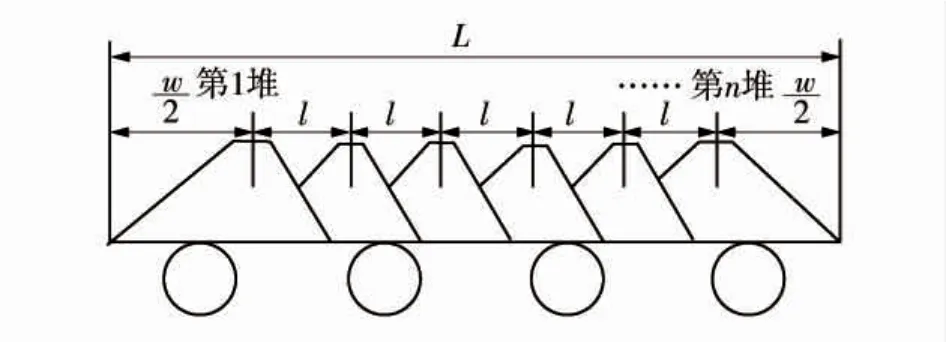
圖3 工況2 料堆位置
3 EDEM 仿真
EDEM 作為一款可用于離散元分析的CAE 分析軟件,EDEM 的前處理可以簡便快速的創建仿真實驗中需要的固體顆粒,無論是利用自身設計模塊,還是通過第三方軟件繪制的CAD 顆粒模型,都可以將真實顆粒準確的描繪出來。EDEM 中前處理建立所需仿真模型后,求解器開始進行實驗仿真,仿真過程主要是對顆粒相關動力學參數、質量/熱量交換以及各場力進行計算,還可以通過與其它的CAE 模塊,如Workbench、Fluent 等耦合使用;EDEM 后處理階段可以對仿真數據進行篩選,并且利用大量的數據分析技術對仿真數據進行個性化分析,對每個單元顆粒進行如質量、速度以及接觸力等相關信息的管理和儲存。
為了研究不同裝車位置對裝車效果的影響,采用EDEM 對車輛的裝車效果進行離散元仿真,EDEM 仿真參數設置如下:
1)卸料口與車輛尺寸。①卸料口:長×寬=600 mm×600 mm,仿真參數為300 mm×300 mm;②1 號車:長×寬×高=8 100 mm× 2 600 mm× 2 300 mm,仿真參數為1 500 mm×280 mm×320 mm;③2 號車:長×寬×高=8 100 mm × 2 400 mm× 2 500 mm,仿真參數為1 500 mm×350 mm×320 mm;④3 號車:長×寬×高=8 100 mm×2 600 mm×2 300 mm,仿真參數為1 500 mm×420 mm×320 mm。
2)固體材料。①泊松比:0.3;②固體密度:1 600 kg/m3;③剪切模量:10 MPa。
3)離散材料。①泊松比:0.3;②固體密度:7 800 kg/m3;③剪切模量:700 MPa。
4)粒子對粒子。①恢復系數:0.3;②靜摩擦系數:0.5;③滾動摩擦系數:0.01。
5)粒子到幾何體。①恢復系數:0.2;②靜摩擦系數:0.5;③滾動摩擦系數:0.01。
仿真得到的裝車效果如圖4~圖7。
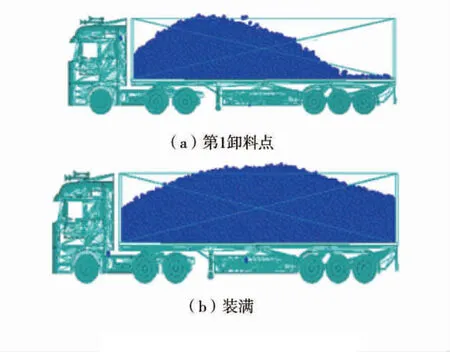
圖4 1 號車工況1 裝車效果
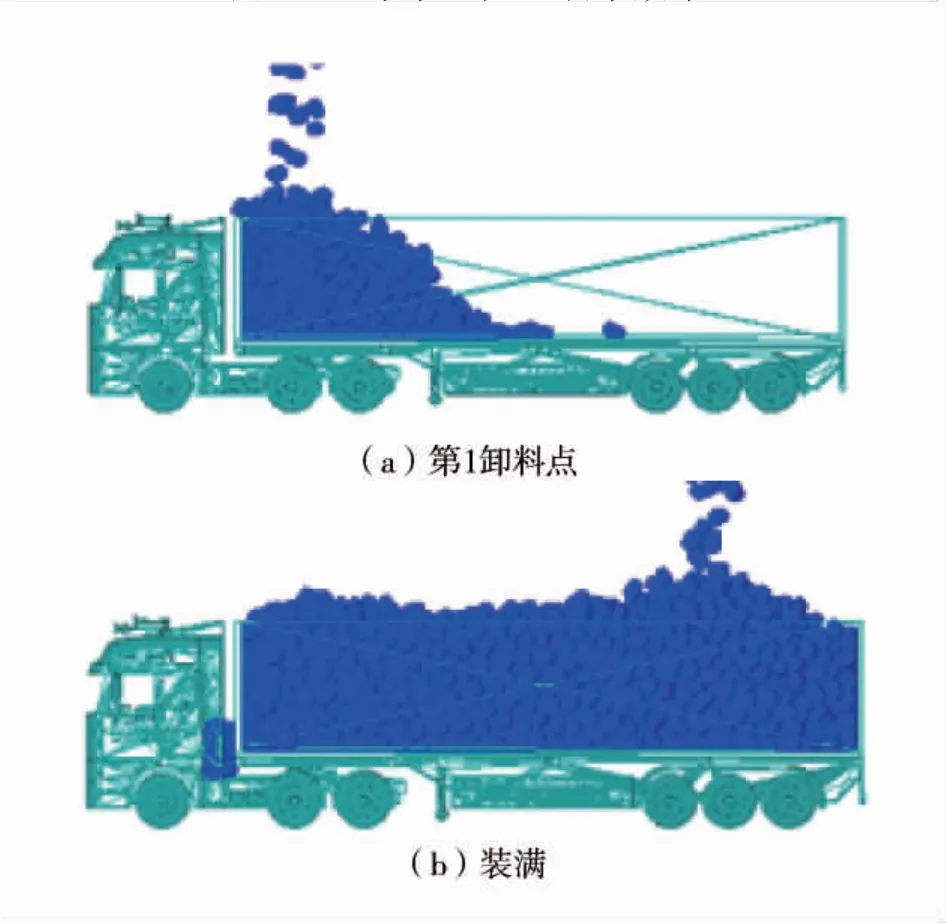
圖5 1 號車工況2 裝車效果
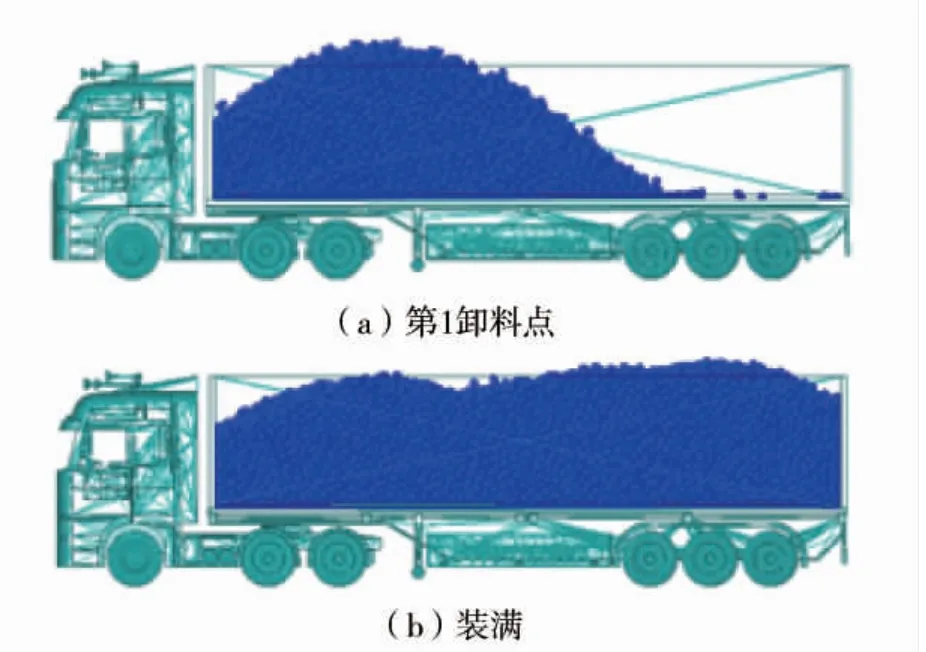
圖6 3 號車工況1 裝車效果
由圖4~圖7 可知:①同尺寸大小的車廂在工況2 條件下裝車的效果比工況1 在車廂兩端的裝車縫隙更小,裝車更均勻;②由于物料的流動性,車輛移動向前移動時,2 種工況下第1 點卸料高度均會降低,導致車輛出現前后載重不均的情況;③由EDEM后臺數據處理得到,工況2 裝載量較多于工況1。
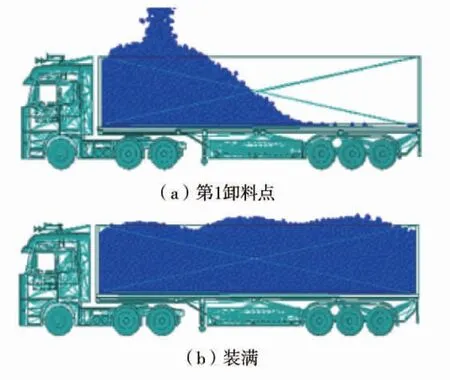
圖7 3 號車工況2 裝車效果
根據仿真分析結果,確定裝車過程采用工況2,即根據不同類型車輛的寬度,確定第1 和最后卸料點相對卸料口的位置。
3 自動排矸控制模型
卸料口閘板選用步進電機驅動齒輪齒條傳動的方式,為了簡化建模運算過程,忽略電機內部漏磁、磁滯渦流和定子線圈自感的諧波分量等影響。步進電機接收驅動器發出的1 個脈沖控制信號后,就會精確轉過1 個步距角,根據電機兩相電壓平衡方程、小振蕩理論和轉子力矩平衡方程[9],在單相激勵情況下,可以得到步進電機的傳遞函數:

式中:ia為步進電機的電流,A;Nr為步進電機轉子齒數;LG為步進電機定子繞組電感,H;B 為黏滯摩擦系數,(N·s)/m2;J 為卸料口閘板轉動慣量,kg·m2;θ1、θ2為步進電機理論、實際轉過的步距角,(°);s 為拉普拉斯變換的復參數;G1(s)為步進電機角度傳遞函數。
齒輪齒條機構將步進電機的主軸旋轉運動轉化為閘板的開合移動,本質上可以將此運動過程看成一個比例環節,則閘板的開度與步進電機一個脈沖轉角關系的傳遞函數為:

式中:P 為閘板的行程增益;X 為閘板的位移量,m;G(s)為卸料口閘板開度和步進電機角度之間的傳遞函數。
卸料口形狀為矩形,可認為卸料流量與閘板開度成線性關系。當閘板開度變化時,由于卸料慣性的影響,卸料流量與閘板位移是一階慣性環節,滿足如下模型:
式中:KQ為卸料閘板流量增益,1.09;τQ為慣性環節時間常數,0.4~0.9 s;Q 為卸料口的實時流量,kg/s;KQ、τQ的取值與卸料過程中料倉中物料高度有關,為簡化模型將二者取為固定值。
料位高度的變化是卸料流量通過一定時間所形成的物料體積使得料堆形態在高度上的變化,為積分環節。一定的物料體積使得料位的變化量是由堆積過程中的料堆形態變化決定,則料位△Hm與卸料流量Q 的關系滿足如下模型:

式中:Hm(s)為車廂內料位高度,m;Ti為積分環節時間常數,1.3~2.1 s。
綜上所述,理想情況下不考慮物料下落過程的變化以及物料的含水量、塊狀大小、粘度等物理特性,車廂內料位高度與卸料流量一定情況下是積分累積關系,閘板開度與卸料流量成正比例關系,故料位與閘板開度的關系可以看成容積環節。聯合式(5)、式(6)可得理想情況下料位與料門開度大小關系[10-11],再把式(4)代入,最終得到閘板開度和矸石落料高度之間的傳遞函數如式(7)。

由式(7)可知,卸料閘板的開度和矸石落料高度存在較高的穩定性,并且,由于落料口和車廂頂部的距離限制,使得裝車過程中即使出現頂落料口現象,也不會出現撒料情況。因此,采用常規的PID 控制方法即可實現裝車過程的自動控制。
4 自動排矸控制方法
由于矸石排矸采用分堆間歇裝車,且卸料口相對待裝車輛高度有限,使得自動裝車過程卸料口閘板可持續開啟,而不會發生撒料現象。因此,提出以車廂內物料高度為被控對象,以卸料口閘板為執行單元的分段PID 控制系統。
分段PID 控制是指車輛駛入倉下第1 卸料點后,卸料閘板開啟并保持全開狀態,由于采用分堆間歇裝車,且卸料口和車輛高度之間存在限制,車輛在各卸料點切換過程中,不會出現撒料現象。因此,僅在最后1 個卸料點啟動閘板開度-裝料高度之間的PID 精確控制[12-13]。自動裝車控制流程如圖8。
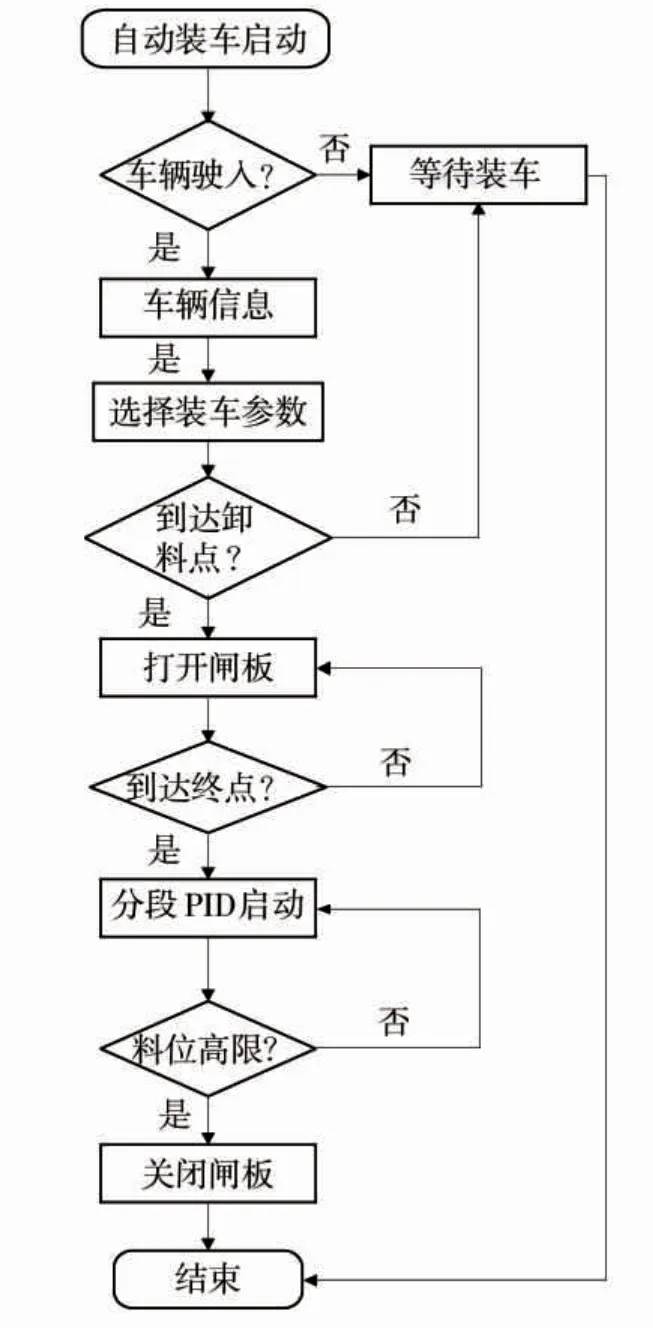
圖8 自動裝車控制流程圖
待裝車輛正常駛入矸石倉的倉下,通過FRID射頻閱讀器識別裝在車輛上的識別卡,由識別卡數據具有唯一性,既識別該車輛的長、寬、高信息,既得到該車輛第1 卸料點、最終卸料點的位置和最大卸料高度信息。經紅外激光測距獲得待裝車輛實時位置信息,待車輛到達第1 卸料點后,矸石倉閘板開啟,自動裝車開始啟動。當車輛行駛至最終卸料點時,控制系統將啟動PID 控制方法,結合最大卸料高度信息,實現最終卸料點的矸石高度-閘板開度閉環控制。最后,最終卸料點矸石料位達到設計高度值,閘板自動關閉,1 次自動裝車任務結束。
5 結語
設計一套矸石汽運自動裝車系統。矸石汽運自動裝車系統主要包括紅外測距傳感器、超聲波測距傳感器、FRID 射頻系統、步進驅動閘板、PLC 控制系統組成。紅外測距傳感器用于判斷車輛相對卸料口位置,超聲波測距傳感器用于獲得矸石高度,FRID結合車輛上安裝的標簽,實現車輛入倉識別。
為提高自動裝車效率,提出2 種自動裝車工藝。利用離散元分析的方法,模擬2 種工藝的裝車效果,最終確定按照車輛寬度的1/2 作為第1 卸料點位置。結合自動裝車的工藝和系統傳遞函數,確定了自動裝車系統采用分段PID 控制方法,確保自動裝車過程快速、高效進行。