油套管接箍螺紋加工工藝優(yōu)化及常見(jiàn)問(wèn)題處理
2021-07-03 08:15:54李六五童楠楠彭建軍楊兵兵樊振興歐海榮
焊管 2021年6期
李六五, 童楠楠, 彭建軍, 郭 鵬, 楊兵兵,張 強(qiáng), 樊振興, 歐海榮
(寶雞鋼管西安石油專用管公司, 陜西 寶雞721008)
油套管接箍加工不但與接箍車(chē)絲機(jī)加工程序所規(guī)定的工藝密切相關(guān), 也與接箍材質(zhì)、 螺紋類(lèi)型等有直接關(guān)系, 目前市面上接箍車(chē)絲機(jī)種類(lèi)繁多, 各廠家在實(shí)際生產(chǎn)過(guò)程中的加工工藝基本接近, 主要體現(xiàn)在加工工藝一些小細(xì)節(jié)的處理上。而接箍加工過(guò)程中鏜孔深度、 拐角圓弧、 起始倒角、 內(nèi)外倒角、 中間交扣的處理細(xì)節(jié)均需要長(zhǎng)期的經(jīng)驗(yàn)積累及合理的方法來(lái)不斷完善。 本研究對(duì)一種接箍加工工藝展開(kāi)詳細(xì)闡述, 通過(guò)分析加工工藝的優(yōu)缺點(diǎn), 結(jié)合實(shí)際生產(chǎn)中遇到的問(wèn)題, 提出了幾種常見(jiàn)問(wèn)題的處理方法, 為進(jìn)一步提升加工效率及解決實(shí)際生產(chǎn)中存在的問(wèn)題提供一定的參考。
1 接箍車(chē)絲機(jī)加工工藝
1.1 接箍加工工藝
在接箍車(chē)絲機(jī)的加工編程過(guò)程中, 為了實(shí)現(xiàn)接箍整體參數(shù)及外觀的加工要求, 且更好的區(qū)分并完成接箍的整體加工, 將接箍分為A、 B 端分別進(jìn)行加工, 也便于加工程序的制定及區(qū)分。
第一步, 考慮到端面斜度或表面光潔度較低, 需對(duì)接箍A 端端面進(jìn)行車(chē)削, 以達(dá)到定位及提高表面光潔度的要求。 一般端面車(chē)削量在1~2 mm, 從外徑方向入刀, 加工毛刺內(nèi)翻至接箍?jī)?nèi)孔方向。 退刀后快速接近接箍外表面進(jìn)行外倒角, 完成端面的加工(如圖1 所示)。
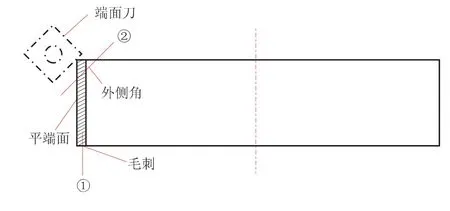
圖1 接箍端面加工示意圖
第二步, 設(shè)計(jì)內(nèi)鏜孔加工程序。 因車(chē)削壁厚較大, 一般會(huì)分為兩刀進(jìn)行加工。 接箍粗車(chē)內(nèi)鏜孔第一刀加工示意圖如圖2 所示, 首先根據(jù)最終螺紋加工錐度計(jì)算接箍中心點(diǎn)坐標(biāo)及設(shè)定起始入刀位置坐標(biāo), 完成粗車(chē)內(nèi)鏜孔, 此時(shí)要考慮下一步螺紋車(chē)削刀具的起始位置坐標(biāo), 所以會(huì)在粗車(chē)內(nèi)鏜孔到達(dá)接箍中心位置后繼續(xù)車(chē)削出最少一個(gè)螺紋梳刀刀片的長(zhǎng)度, 防止螺紋加工過(guò)程中梳刀撞擊在接箍?jī)?nèi)鏜孔后的加工臺(tái)面上, 造成撞刀。
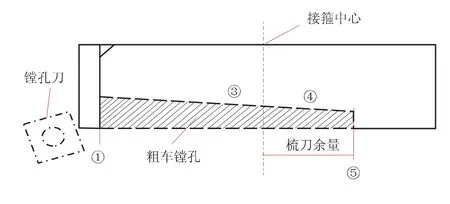
圖2 接箍粗車(chē)內(nèi)鏜孔第一刀加工示意圖
粗車(chē)內(nèi)鏜孔結(jié)束后, 對(duì)接箍鏜孔直徑及螺紋起始倒角進(jìn)行加工, 退刀后快速接近鏜孔內(nèi)表面進(jìn)行內(nèi)倒角, 完成鏜孔工序的加工(如圖3 所示)。
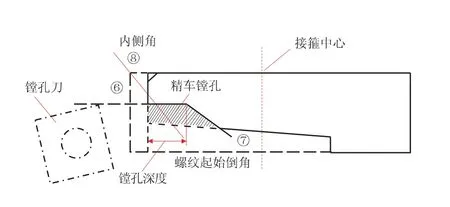
圖3 接箍精車(chē)內(nèi)鏜孔加工示意圖
第三步, 根據(jù)螺紋梳刀成型齒的位置坐標(biāo),設(shè)定梳刀的加工程序, 螺紋加工完畢后, A 端常規(guī)加工工藝完成(如圖4 所示)。
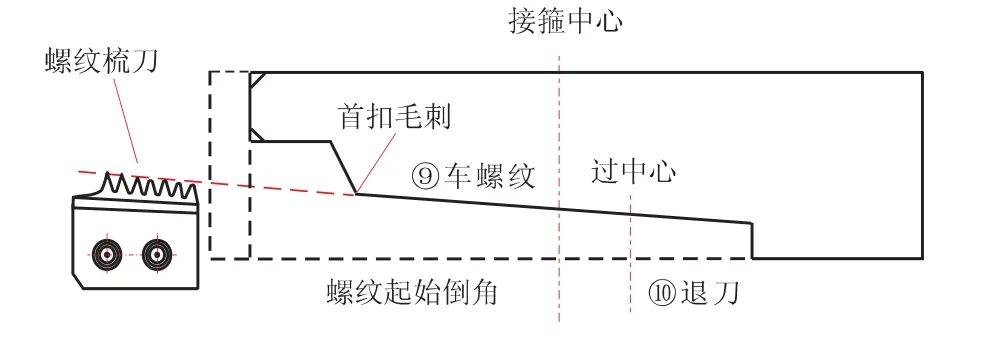
圖4 接箍螺紋加工示意圖
A 端加工完成后, 翻轉(zhuǎn)并重新裝夾接箍, 以A 端端面為定位面, B 端車(chē)端面即為接箍長(zhǎng)度定尺, 確保接箍長(zhǎng)度滿足標(biāo)準(zhǔn)要求。 后續(xù)加工流程與A 端相同, 最終完成整件接箍的加工。
1.2 接箍螺紋加工后處理
在接箍加工的整個(gè)過(guò)程中, 螺紋首扣部分易產(chǎn)生毛刺, 可借助設(shè)備去除毛刺(如圖5 所示)。
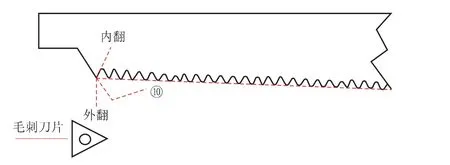
圖5 去除毛刺加工示意圖
2 接箍加工工藝優(yōu)化
2.1 端面加工工藝優(yōu)化
端面加工主要包含平端面和外倒角兩個(gè)步驟, 從對(duì)刀開(kāi)始到加工完畢, 一般加工節(jié)拍在5~10 s, 其中包含刀塔更換工位時(shí)間。 在程序優(yōu)化過(guò)程中, 可以減少入刀及退刀的行程并優(yōu)化走刀次數(shù), 加工順序也影響著最終的加工質(zhì)量。 通常思路是平整端面后再進(jìn)行外倒角, 這種規(guī)劃操作簡(jiǎn)單,但需要考慮刃面靠近車(chē)削還是刃角車(chē)削, 兩種方案的差異是毛刺的大小不同; 若刃角車(chē)削還需考慮行走軌跡, 主要是考慮毛刺出現(xiàn)的方向。
為了避免出現(xiàn)上述情況, 車(chē)削行走軌跡使用刃角從外倒角方向開(kāi)始車(chē)削, 外倒角完成后, 順延端面車(chē)削軌跡向內(nèi)徑方向車(chē)削, 最終完成加工流程, 即從原走刀軌跡①→②更改為②→①, 完成端面加工(如圖6 所示)。
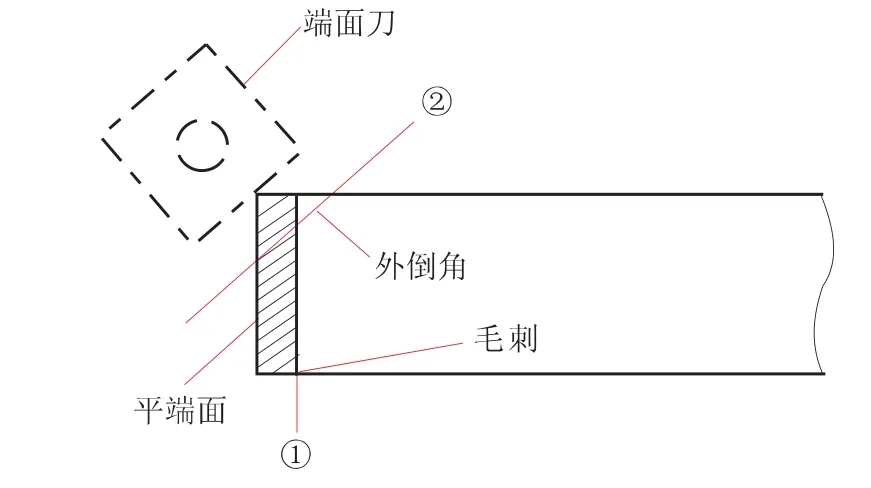
圖6 端面加工示意圖
優(yōu)化端面加工工藝可消除加工外倒角過(guò)程中出現(xiàn)的毛刺, 并減少了退刀、 入刀步驟, 提高了加工效率以及產(chǎn)品的加工質(zhì)量(見(jiàn)表1)。
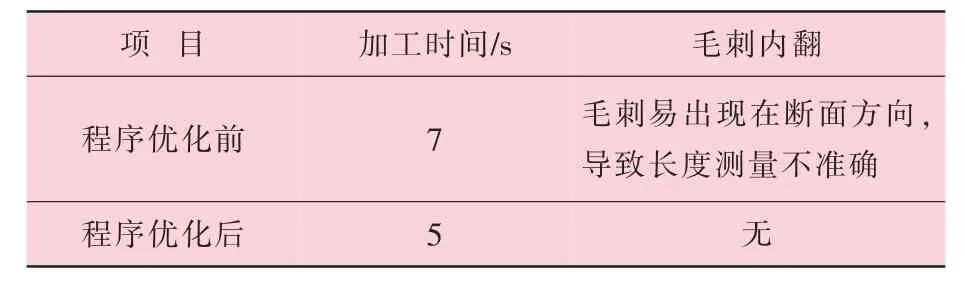
表1 端面加工程序優(yōu)化前后對(duì)照表
2.2 鏜孔加工工藝優(yōu)化
鏜孔加工主要作用是完成鏜孔直徑、 螺紋起始倒角及螺紋加工錐度輪廓的加工, 并減少螺紋梳刀加工余量, 提升螺紋加工效率。 螺紋梳刀加工余量一般在0.1~0.2 mm。 鏜孔部分承擔(dān)了接箍整體加工車(chē)削總量的70%~80%, 所以鏜孔加工也是接箍加工耗時(shí)最長(zhǎng)的一道工序。 高切削量造成該工序切削速率相應(yīng)比較低, 從而耗時(shí)較多。
為提高加工效率, 主要通過(guò)選用合適刀具、 調(diào)整加工程序等方法來(lái)進(jìn)行。 例如鏜孔刀片選用190624, 相比190619 刃角圓弧半徑從1.9 mm 增加到2.4 mm, 并且能承載更大的切削阻力, 可以通過(guò)提升切削規(guī)范來(lái)減少時(shí)間消耗。 190624 刀片較190619 刀片切削規(guī)范提升了10%~20%。 接箍規(guī)格越大, 鏜孔車(chē)削時(shí)間越長(zhǎng), 越能體現(xiàn)刀具變更后的效率提升效果。 也可以使用不同刀片進(jìn)行組合加工, 以提升鏜孔的加工效率和加工質(zhì)量, 例如將第一刀粗車(chē)鏜孔刀片更換為圓形數(shù)控車(chē)削刀片, 以適應(yīng)高的車(chē)削加工量。 由于更換粗車(chē)與精車(chē)刀片時(shí),會(huì)增加刀塔更換加工工位的時(shí)間, 因此在程序優(yōu)化時(shí)需要進(jìn)行合理的匹配(見(jiàn)表2)。 可以參照端面車(chē)削的優(yōu)化方案, 即將原走刀軌跡⑥→⑦→⑧更改為⑧→⑥→⑦, 可以有效的提升整體加工效率。

表2 鏜孔優(yōu)化前后對(duì)照表
2.3 螺紋加工工藝優(yōu)化
螺紋加工工藝優(yōu)化主要體現(xiàn)在提高螺紋的表面光潔度及降低螺紋震紋等方面, 程序優(yōu)化主要體現(xiàn)在分刀后的切削分布上面; 一般建議最后成型的一刀采用高的切削規(guī)范, 從而提高表面光潔度。 刀具的選擇和安裝方式也要考慮各設(shè)備的實(shí)際情況以及斷屑的因素, 避免高速旋轉(zhuǎn)帶來(lái)的螺紋損傷。 通常最后一刀成型余量在0.10~0.15 mm為宜, 但不建議在分兩刀加工時(shí)還保持較小的加工余量, 這樣會(huì)造成螺紋梳刀第一刀加工車(chē)削量過(guò)大導(dǎo)致震紋的產(chǎn)生。 分兩刀加工時(shí)成型余量建議保持在0.30~0.45 mm, 成型余量過(guò)大會(huì)造成螺紋表面光潔度變差。
3 接箍加工常見(jiàn)問(wèn)題處理
3.1 外倒角常見(jiàn)問(wèn)題及處理
接箍外倒角常見(jiàn)問(wèn)題主要體現(xiàn)在倒角不全及不平整方面, 主要原因有管坯圓度不高、 設(shè)備夾持卡盤(pán)夾偏、 旋轉(zhuǎn)精度不夠等。 一般的解決辦法是對(duì)接箍外表面進(jìn)行車(chē)削, 以達(dá)到理想的圓度,此辦法不但可以解決外徑圓度的問(wèn)題, 而且能夠避免因卡盤(pán)間隙存在的夾持后不同心情況, 但會(huì)增加額外成本。 該方法不但可以達(dá)到理想的管坯圓度, 還可減輕接箍外表面存在的缺陷, 具體需要根據(jù)各企業(yè)的實(shí)際情況進(jìn)行考量。
設(shè)備卡盤(pán)夾偏產(chǎn)生的原因較多, 例如原料問(wèn)題、 卡盤(pán)間隙問(wèn)題及鐵屑等, 對(duì)于臥式加工來(lái)說(shuō),在設(shè)備對(duì)刀開(kāi)始車(chē)削或卡盤(pán)旋轉(zhuǎn)開(kāi)始可以明顯的觀察到此問(wèn)題。 關(guān)于此問(wèn)題的處理和修復(fù)方法是在設(shè)定接箍長(zhǎng)度及鏜孔深度過(guò)程中, 考慮一定的修復(fù)余量。 例如, 160 mm LC 接箍成品要求長(zhǎng)度設(shè)定在205 mm, 比標(biāo)準(zhǔn)要求的最小長(zhǎng)度長(zhǎng)約2 mm,完全可以實(shí)現(xiàn)接箍的修復(fù)作業(yè), 即利用長(zhǎng)度余量重新對(duì)外倒角、 端面及鏜孔部分進(jìn)行加工。
3.2 鏜孔深度加工常見(jiàn)問(wèn)題及處理
在加工鏜孔過(guò)程中, 一般使用刃角圓弧半徑為1.9 mm 或2.4 mm 的刀片進(jìn)行加工, 導(dǎo)致鏜孔深度方向(如圖7 所示) 在螺紋起始倒角處產(chǎn)生一個(gè)圓弧。 在測(cè)量鏜孔深度時(shí), 使用深度游標(biāo)卡尺在圓弧位置測(cè)量不便利, 致使測(cè)量數(shù)據(jù)準(zhǔn)確性不高。 為了避免這種情況, 通常選取刃角圓弧小的刀片作為鏜孔第二刀使用刀片, 但是刃角圓弧過(guò)小不利于加工效率的提高。 也可以在螺紋加工后, 增加去除毛刺刀桿, 采用車(chē)削的辦法重新開(kāi)始精車(chē)鏜孔路徑, 直到螺紋起始倒角結(jié)束, 這樣不但實(shí)現(xiàn)了鏜孔直徑的精確控制, 而且因?yàn)槿ッ痰镀?chē)削量小, 可以盡量選取小刃角圓弧刀片, 從而解決此問(wèn)題, 此辦法還可以用到鏜孔及起始倒角有缺陷時(shí)的修復(fù)作業(yè)上。
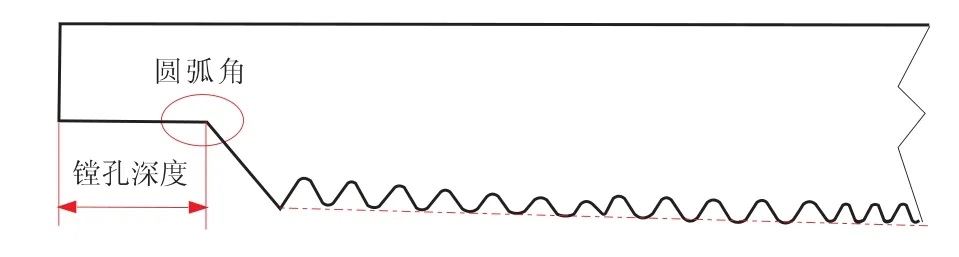
圖7 鏜孔深度示意圖
3.3 螺紋交扣處常見(jiàn)問(wèn)題及處理
接箍A、 B 端分開(kāi)加工后, 在接箍中心位置會(huì)存在平扣、 亂扣及臺(tái)肩等問(wèn)題, 標(biāo)準(zhǔn)有明確規(guī)定, 在此不做闡述。 這類(lèi)問(wèn)題的產(chǎn)生一般出現(xiàn)在2 個(gè)方面: ①在接箍翻轉(zhuǎn)加工時(shí)出現(xiàn)了定位不準(zhǔn)確或夾偏, 接箍?jī)啥绥M孔車(chē)削不同軸導(dǎo)致的加工余量不夠或?qū)悠模?②加工到接箍中心位置時(shí),兩端梳刀螺紋未重疊導(dǎo)致的臺(tái)肩或刀痕。 一般可以補(bǔ)償梳刀軸向參數(shù), 從而調(diào)整至重合狀態(tài)。
4 結(jié) 論
(1) 接箍車(chē)絲機(jī)螺紋加工工藝的制定過(guò)程中, 需對(duì)各倒角處的加工工藝進(jìn)一步優(yōu)化, 以便進(jìn)一步提升產(chǎn)品的加工質(zhì)量。
(2) 在加工程序的設(shè)計(jì)過(guò)程中, 盡量將不必要的退刀、 入刀路徑進(jìn)行合理優(yōu)化, 合理利用路徑合并提高加工效率。
(3) 在刀具的選擇過(guò)程中, 應(yīng)考慮設(shè)備的整體性能, 在精加工或成型加工過(guò)程中減少加工余量, 從而提高產(chǎn)品加工精度。 合理利用毛刺去除程序, 可有效提升產(chǎn)品加工質(zhì)量。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09