基于供應(yīng)鏈管理視角的生產(chǎn)計劃排產(chǎn)的功能分析和探究
2021-07-06 01:39:01陳晨王源濤王儒鵬劉鑫
智能制造 2021年2期
關(guān)鍵詞:疫情
陳晨 王源濤 王儒鵬 劉鑫
摘要:目前,許多企業(yè)開始在其信息系統(tǒng)上引入計劃和排程功能,甚至引入高級計劃和排程(APS)系統(tǒng),特別是疫情期間,供應(yīng)鏈的不完善,讓企業(yè)意識到計劃和排程功能的價值。計劃和排程軟件解決方案可以根據(jù)當(dāng)前和可預(yù)測性的一定范圍內(nèi)供應(yīng)鏈的情況有效地制定實際的生產(chǎn)計劃,以保證交期。本文的目的是從供應(yīng)鏈管理(SCM)的角度分析高級計劃和排程(APS)系統(tǒng)的功能及其系統(tǒng)架構(gòu),并提出APS系統(tǒng)軟件分類框架,以方便各種解決方案之間的比較。
關(guān)鍵詞:疫情;供應(yīng)鏈管理;計劃和排程;APS
1 引言
全球經(jīng)濟形勢的劇烈變動以及疫情等特殊時期引發(fā)的經(jīng)濟內(nèi)循環(huán)的常態(tài)化,都對企業(yè)的供應(yīng)鏈體系產(chǎn)生了巨大的變革。因此,大多數(shù)企業(yè)都在努力將其現(xiàn)有供應(yīng)鏈體系更改為敏捷的、以產(chǎn)品和客戶為導(dǎo)向的結(jié)構(gòu),以在競爭激烈的全球業(yè)務(wù)環(huán)境中生存[1]。
在當(dāng)今瞬息萬變的制造環(huán)境中,生產(chǎn)計劃和排產(chǎn)在及時按時交貨并優(yōu)化分配資源方面起著至關(guān)重要的作用。在典型的制造組織中,生產(chǎn)計劃和排產(chǎn)是一系列基于企業(yè)自身包括供應(yīng)鏈和生產(chǎn)制造等的復(fù)雜的決策,取決于許多因素,例如產(chǎn)品數(shù)量、產(chǎn)品復(fù)雜性、生產(chǎn)地點數(shù)量以及每個生產(chǎn)地點的工作中心數(shù)量[2]。
生產(chǎn)和計劃處理整個供應(yīng)鏈生產(chǎn)過程中的短期決策,其本質(zhì)是在客戶訂單和有限資源之間尋求平衡。生產(chǎn)計劃通常通過確定要執(zhí)行的訂單并確定數(shù)量和時間上這些訂單所需的能力和物料來履行其功能。
另一方面,生產(chǎn)計劃的功能是在一定情況下根據(jù)生產(chǎn)計劃的條件提供訂單的下達和執(zhí)行,即,生產(chǎn)調(diào)度是在計劃中選擇特定時間段的制造資源并將其分配給計劃中的制造過程的過程[3],供應(yīng)鏈將提供計劃和排產(chǎn)功能中的物料資源。
疫情期間,供應(yīng)鏈的不完善,使很多企業(yè)遲遲不能開工,承受了巨大的經(jīng)濟損失,也使很多企業(yè)認識到基于供應(yīng)鏈管理的角度去看待生產(chǎn)計劃和排產(chǎn)功能的重要性。因此,很多企業(yè)在原有的信息系統(tǒng)的基礎(chǔ)上引入了APS系統(tǒng)來生成貼合實際生產(chǎn)的可執(zhí)行的生產(chǎn)計劃,并根據(jù)供應(yīng)鏈的變動,實時調(diào)整,滿足市場需求。
本文從供應(yīng)鏈管理(SCM)的角度分析APS的功能及其系統(tǒng)架構(gòu),并提供APS解決方案分類框架,以方便各種解決方案之間的比較。
2 基于供應(yīng)鏈視角的現(xiàn)有APS軟件架構(gòu)分析
全球競爭加劇和疫情等突發(fā)情況,導(dǎo)致經(jīng)濟發(fā)展的不確定性增大。當(dāng)經(jīng)濟不確定性占主導(dǎo)地位時,生產(chǎn)成本上升且消費者的偏好發(fā)生變化,因此制造商必須不斷提高企業(yè)績效,發(fā)現(xiàn)并抓住機遇。為了在瞬息萬變的環(huán)境中生存,組織需要改進和創(chuàng)新其業(yè)務(wù)流程。業(yè)務(wù)流程是一組有序的相關(guān),結(jié)構(gòu)化的活動,這些活動表示一段時間內(nèi)組織內(nèi)工作的完成方式[4-5]。最近,對于成功的業(yè)務(wù)流程創(chuàng)新而言,供應(yīng)鏈管理(SCM)的概念已變得越來越重要。供應(yīng)鏈(SC)是一個組織網(wǎng)絡(luò),通過不同過程和活動中的上游和下游聯(lián)系參與,以最終消費者手中的產(chǎn)品和服務(wù)形式產(chǎn)生價值[6]。
供應(yīng)鏈管理的任務(wù)是將供應(yīng)鏈中的組織單位整合在一起,并協(xié)調(diào)物料,信息和財務(wù)流,以滿足客戶的需求,以提高SC的整體競爭力。如圖1所示,定義了SCM的基本架構(gòu)。SCM架構(gòu)頂層描繪了SCM的最終目的,即提高SC整體的競爭力。供應(yīng)鏈管理機構(gòu)的屋頂基于兩個支柱:“組織單位的整合和流程的協(xié)調(diào)”。左支柱(集成)包括合作伙伴的選擇,網(wǎng)絡(luò)組織/組織間的協(xié)作和領(lǐng)導(dǎo)力。正確的支柱(協(xié)調(diào))包括信息/通信技術(shù)的使用,流程導(dǎo)向和高級計劃。
從圖1不難看出,APS(高級計劃和計劃)是SCM架構(gòu)的主要組成部分。APS是一種制造管理過程,通過該過程可以最佳地分配原材料和生產(chǎn)能力以滿足需求。APS特別適合于較簡單的計劃方法,無法充分解決相互競爭的優(yōu)先級之間復(fù)雜多變的環(huán)境進行計劃。
實際上,自20世紀70年代APS系統(tǒng)就代表了制造業(yè)領(lǐng)域規(guī)劃方法的自然演變。第一種系統(tǒng)方法是物料需求計劃(MRP),后來演變?yōu)橹圃熨Y源計劃(MRP II)、分銷資源計劃(DRP),然后在20世紀90年代發(fā)展為企業(yè)資源計劃(ERP)系統(tǒng)。
APS系統(tǒng)的出現(xiàn)填補了ERP系統(tǒng)的空白,ERP系統(tǒng)基本上是事務(wù)系統(tǒng),而不是計劃系統(tǒng)。ERP的規(guī)劃能力雖然是規(guī)劃過程的基礎(chǔ),但如果不被APS系統(tǒng)利用,則會受到限制。
很多知名的軟件自動化公司,如SAP、西門子、Oracle、GE和Asprove等都開發(fā)了適應(yīng)于不同行業(yè)不同業(yè)務(wù)場景的APS系統(tǒng),但是他們都有一些通用的軟件模塊組成,每個軟件模塊涵蓋一定范圍的計劃任務(wù)。
APS系統(tǒng)已由不同的軟件公司在不同的時間點獨立啟動。然而,可以識別出大多數(shù)APS系統(tǒng)的通用結(jié)構(gòu)。APS系統(tǒng)通常由幾個軟件模塊組成,每個軟件模塊涵蓋一定范圍的計劃任務(wù)。
供應(yīng)鏈體系的計劃管理,它是一個二維矩陣,具有計劃層次結(jié)構(gòu)的軸(長期、中期和短期)和主要的SCM流程(采購、生產(chǎn)、分配和銷售),因此通用APS系統(tǒng)架構(gòu)是通過使用獨立于廠商的名稱來建立這些名稱,這些名稱試圖表征各個軟件模塊的基礎(chǔ)計劃任務(wù),如圖2所示。APS系統(tǒng)架構(gòu)由9個模塊組成,其中最為核心的兩個模塊分別為生產(chǎn)計劃(Planning)和生產(chǎn)排產(chǎn)(Scheduling)。
如圖3所示,展示了SAP的基于APO的APS系統(tǒng)架構(gòu)[9],如圖4所示,顯示了基于Oracle的SCM解決方案的高級計劃和排產(chǎn)(APS)系統(tǒng)架構(gòu)[10-11]。對比發(fā)現(xiàn),SAP在其APS系統(tǒng)體系結(jié)構(gòu)中未提供戰(zhàn)略性網(wǎng)絡(luò)規(guī)劃功能。其計劃和排產(chǎn)功能稱為“生產(chǎn)計劃和詳細計劃”。而Oracle SCM解決方案不提供采購和物料需求計劃功能。它的計劃和排產(chǎn)功能在其體系結(jié)構(gòu)中稱為“生產(chǎn)計劃”。

通過研究Oracle和SAP的APS架構(gòu),提出更為廣泛應(yīng)用的基于SCM的APS系統(tǒng)架構(gòu)。
3 APS系統(tǒng)功能及其架構(gòu)
基于供應(yīng)鏈的APS系統(tǒng)處理SCM生產(chǎn)過程中的短期決策。APS的本質(zhì)是在客戶訂單和有限的資源之間尋求平衡。
高級計劃和排產(chǎn)系統(tǒng)(APS)的解決方案,其核心依靠計劃調(diào)度算法,一般計劃調(diào)度算法分為兩類,如圖5所示:①精確解法,包括數(shù)學(xué)規(guī)劃、分支界定方法,LP(線性編程)和混合整數(shù)編程等,但因為實際企業(yè)的生產(chǎn)制造過程都是極其復(fù)雜的,很難在有限的時間內(nèi)求解出精確解,所以很少采用精確解法;②近似解法,這是APS系統(tǒng)求解的最為常見的方法,包括構(gòu)造方法、人工智能方法、系統(tǒng)仿真法和計算智能算法(元啟發(fā)式)等。
其中,APS算法最為廣泛使用是元啟發(fā)式算法(計算智能算法)如[13]:遺傳算法、蟻群算法、蜜蜂算法、電磁樣算法、模擬退火、禁忌搜索和神經(jīng)網(wǎng)絡(luò)。例如,文獻[14]采用了基于禁忌搜索改進的人工蜂群算法解決了PCB生產(chǎn)的調(diào)度優(yōu)化問題,即最大化生產(chǎn)量并最小化總裝配時間和磁頭移動距離。在這項研究中,使用改進的人工蜂群算法研究了三個問題,自動換嘴器分配問題、噴嘴分配問題和組件取放順序問題,以提高貼片機的生產(chǎn)效率。 Zhang和Wong開發(fā)了一種改進的蟻群優(yōu)化(E-ACO)算法,以解決作業(yè)車間環(huán)境中的集成過程計劃和調(diào)度問題,結(jié)果表明,通過對ACO算法進行特定的修改,它能夠?qū)崿F(xiàn)產(chǎn)生令人鼓舞的性能,勝過許多其他元啟發(fā)式方法。

另一種分類框架將APS解決方案方法分為兩種類型:優(yōu)化和模擬。在給定的時間段內(nèi),優(yōu)化方法找到了一種最佳解決方案,該解決方案是資源和產(chǎn)品的組合。它稱為靜態(tài)組合優(yōu)化方法,通常應(yīng)用LP算法或混合整數(shù)編程算法,如西門子的APS系統(tǒng)Preactor。另一方面,仿真方法定義了稱為“句柄”的決策變量,例如步驟目標(biāo)、設(shè)備布置和調(diào)度規(guī)則。它根據(jù)處理狀態(tài)連續(xù)尋找最優(yōu)解來改變決策變量,被稱為動態(tài)最優(yōu)反饋控制方法[16]。
在APS系統(tǒng)中,必須適當(dāng)且及時地做出兩種主要的決策類型:①何時將大量產(chǎn)品投入生產(chǎn)(計劃決策);②下一臺設(shè)備應(yīng)該做什么工作的決策(調(diào)度)決定。
為了給這些決策提供良好(或最佳)的解決方案,APS系統(tǒng)所需的功能總結(jié)為3個主要功能:①通過生成訂單的輸入/輸出順序來確定資源上的最佳任務(wù)順序;②最佳分配有限資源來完成一組訂單;③消除工廠瓶頸和產(chǎn)能調(diào)整。
此外,作為軟件系統(tǒng),PP&S系統(tǒng)的軟件體系結(jié)構(gòu)由 5個模塊組成,如圖6所示:①對諸如機器、工藝路線、零件和布局等基礎(chǔ)數(shù)據(jù)的數(shù)據(jù)管理;②計劃生成器;③計劃調(diào)度進度編輯器;④計劃調(diào)度性能評價器;⑤用戶界面。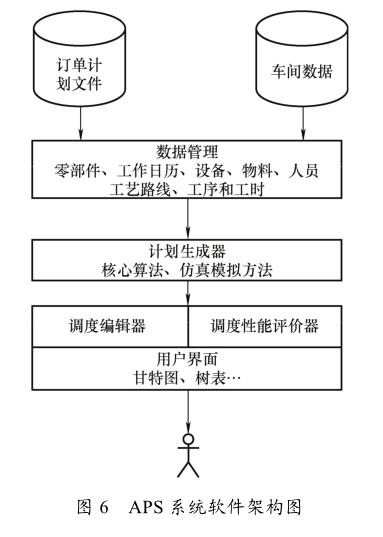
4 APS系統(tǒng)解決方案分類框架
全球APS系統(tǒng)的供應(yīng)商不少。為了評估和相互比較他們的功能,便于企業(yè)選擇適合的APS系統(tǒng),需要建立APS系統(tǒng)解決方案分類框架。對此,本文基于以下3個標(biāo)準對APS系統(tǒng)框架進行分類,如圖7所示。
(1)根據(jù)SC計劃矩陣的計劃范圍分為3種類型
1)企業(yè)及企業(yè)集群級:支持整個企業(yè)的SCM體系的長期、中期和短期計劃決策。
2)工廠級:在工廠范圍內(nèi)支持中、短期計劃決策。
3)車間級:支持車間級的短期計劃決策。
(2)解決方法分為兩種
1)基于優(yōu)化。
2)基于仿真。
(3)軟件類型分為2種類型
1)應(yīng)用軟件:特定領(lǐng)域的類型。
2)基礎(chǔ)設(shè)施軟件:一種通用類型,可為廣泛使用的算法提供解決方案,例如ILOGCPLEX優(yōu)化包[20]。
在本文中,選擇了全球10種主流的APS系統(tǒng)解決方案,并根據(jù)表1中所述的分類框架對其進行了評估。10款A(yù)PS系統(tǒng)解決方案對比見下表。
全球競爭化的加劇以及新冠肺炎疫情等突發(fā)情況對企業(yè)供應(yīng)鏈體系帶來了巨大的沖擊。此外,能源、材料、勞動力和資本成本的不斷上漲,客戶需求逐漸趨向于個性化,變更頻繁。這些都要求企業(yè)擁有更為敏捷更為智能的供應(yīng)鏈體系和計劃排產(chǎn)方法。而數(shù)字化和智能化技術(shù)的成熟和完善恰好補足這一需求。企業(yè)的發(fā)展不得不去擁抱數(shù)字化和信息化的技術(shù),以滿足市場需求。
在這些情況下,APS解決方案在滿足到期日以留住客戶方面發(fā)揮著關(guān)鍵作用,而這項任務(wù)之所以如此困難,是因為在仔細考慮許多相互作用的約束條件后,它應(yīng)該有效地利用資源容量。因此,許多企業(yè)正在尋找適合APS的軟件解決方案。
5 結(jié)束語
本文從供應(yīng)鏈管理的角度對APS的功能及其系統(tǒng)架構(gòu)進行了回顧和闡明。同時,基于這些結(jié)果,提出了一種APS解決方案分類框架,以比較分析各種APS系統(tǒng)解決方案的優(yōu)劣,遴選出適合企業(yè)自身的APS系統(tǒng)解決方案。在該框架內(nèi),根據(jù)特性對幾種APS解決方案進行分類和定位。通過使用此框架,考慮在制造公司中引入計算機化APS解決方案的人員可以準備評估和基準表,以輕松便捷地選擇最合適的解決方案。
參考文獻
[1] 陸遠,尹建定.智能制造車間設(shè)備動態(tài)能力分析技術(shù)研究[J].機床與液壓,2018,1 (5):78-79.
[2] 李海峰,閆光榮.面向工藝規(guī)劃與車間調(diào)度的集成方法研究[J].機床與液壓,2015,3(7):28-29.
[3] T Vitzthum,F(xiàn) Herrmann.Evidence of theRelevance of Master Production Scheduling for Hierarchical Production Planning[C].BudapestHungary:Proceedingsof the 31st European Conference on Modelingand Simulation,2017.
[4] X Zhang,HS Yan.Integrated optimization of productionplanning and scheduling for a kind of jobshop[J].InternationalJournal of Advanced Manufacturing Technology,2005,26(7):876-886.
[5] SNYDER LV,ATAN Z,PENG P,et al.OR/MS models forsupply chain disruptions: a review[J].IIE Transactions,2016,48(2):89-109.
[6] MANAFI D,NATEGH M,Parvaz H.Extracting the manufacturing information of machining features forcomputeraided process planning systems[J].ProcIMechE,Part B: J Engineering Manufacture, 2016,231(1):2072-2083.
[7] GUERRA-ZUBIAGA DA,Young RI. A manufacturingmodel to enable knowledge maintenance in decision support systems[J].J ManufSyst,2006,25(2):122-136.
[8] W Shen, I Wang, Q Hao. Agent-Based Distributed Manufacturing Process Planningand Scheduling:A State-of-the-Art Survey [J].IEEE Transactions on Systems,Man andCybernetics-Part C:Applications andReviewers,2006,36(4):563-577.
[9] El KADIRI S,KIRITSIS D.Ontologies in the context ofproduct lifecycle management: state of the art literaturereview[J].Int J Prod Res,2015,53(18):5657-5668.
[10] LEHMHUS D,WUEST T,Wellsandt S,et al. Cloud-basedautomated design and additive manufacturing: a usageData-Enabled Paradigm Shift[J].Sensors,2015,15(12):32079-32122.
[11] VELASQUEZ M,HESTER PT. An analysis of multi-criteria decision making methods [J].International Journal of Operations Research,2013,10(2):56-66.
[12] C J Lin,M L Huang.Modified artificialbee colony algorithm for scheduling optimizationfor printed circuit board production [J].Journal ofManufacturing Systems,2017,44(1):1-11.
[13] S Z hang,T N Wong.Integratedprocess planning and scheduling:an enhancedant colony optimization heuristic with parametertuning[J].Journal of Intelligent Manufacturing,2018,29(3):586-601.
[14] Y H Chung,S C Park,B H Kim,et al.Due Date Control in Order-Driven Fabwith High priority Orders[C].SavannahGeorgia:Proceedings of the2014 Winter Simulation Conference,2014.
猜你喜歡
北京測繪(2022年5期)2022-11-22 06:57:43
音樂天地(音樂創(chuàng)作版)(2022年1期)2022-04-26 13:51:10
今日農(nóng)業(yè)(2021年3期)2021-03-19 08:38:00
今日農(nóng)業(yè)(2021年1期)2021-03-19 08:35:42
小學(xué)生學(xué)習(xí)指導(dǎo)(中年級)(2020年12期)2021-01-08 02:50:02
人大建設(shè)(2020年5期)2020-09-25 08:56:22
快樂作文(1.2年級)(2020年8期)2020-09-10 07:22:44
北極光(2020年1期)2020-07-24 09:04:04
安徽醫(yī)學(xué)(2020年6期)2020-07-17 12:18:48
文苑(2020年4期)2020-05-30 12:35:48