某型機(jī)載光電偵查設(shè)備外方位軸系裝調(diào)研究
2021-07-06 01:39:01張志超郝碧波李永飛
智能制造 2021年2期
張志超 郝碧波 李永飛
摘要:外方位組件是某型無(wú)人機(jī)系統(tǒng)晝夜光電偵查設(shè)備的重要組件,外方位軸系裝調(diào)包含J128LYX002型力矩電機(jī)組裝、7008C/P4軸承配對(duì)調(diào)試、旋變變壓器零位調(diào)整等工作。力矩電機(jī)轉(zhuǎn)子、定子磁鋼磁性很強(qiáng),碳刷位于軸系中部,裝配時(shí)極易損傷刷架,整個(gè)軸系組裝過(guò)程是外方位組件裝配的難點(diǎn)所在;其次需保證軸承配對(duì)調(diào)試啟動(dòng)力矩?zé)o誤,且保證軸承配對(duì)調(diào)試過(guò)程與最終裝入軸系時(shí)一致,保證軸系最終摩擦力矩達(dá)標(biāo)。本文對(duì)外方位軸系裝調(diào)工藝進(jìn)行分析,主要針對(duì)7008C軸承配對(duì)裝調(diào),電機(jī)組裝及最終外方位軸系裝配,設(shè)計(jì)合適的工藝裝備,確定裝調(diào)工藝方法,達(dá)到規(guī)范軸系裝配流程、提高軸系裝配效率和裝配質(zhì)量的最終目的。
關(guān)鍵詞:軸系裝調(diào);電機(jī)組裝工裝;軸承配對(duì)調(diào)試
1 引言
外方位組件是某型無(wú)人機(jī)系統(tǒng)晝夜光電偵查設(shè)備的重要組件,外方位軸系剖視圖如圖1所示。軸系采用J128LYX002型力矩電機(jī),電機(jī)轉(zhuǎn)子、定子磁鋼磁性很強(qiáng);刷架位于軸系中部,裝配時(shí)極易損傷刷架。對(duì)比以往光電產(chǎn)品,該種電機(jī)裝配方式在K型紅外成像設(shè)備外方位組件中也存在,以往的裝配過(guò)程中,操作者首先組裝電機(jī),在電機(jī)轉(zhuǎn)子、定子間墊上青稞紙后,然后再依次裝入軸承,此種裝配方式雖然有效地保護(hù)了電機(jī)電刷,但在安裝軸承時(shí)卻帶來(lái)了很大的不便,由于電機(jī)定子轉(zhuǎn)子磁鋼相吸,方位軸初始位置相對(duì)于軸承安裝孔不同軸,難以對(duì)齊裝入,軸承只能被受力敲入,不符合軸承裝配規(guī)范,對(duì)軸、軸承都存在一定程度的損傷。
該型號(hào)晝夜光電偵查設(shè)備外方位軸系選用7008CETA/P4高精度成對(duì)軸承,且系統(tǒng)對(duì)成對(duì)軸承摩擦力矩提出了具體要求,該型產(chǎn)品在終檢測(cè)試過(guò)程中,方位發(fā)生共振現(xiàn)象,經(jīng)過(guò)月余的技術(shù)攻關(guān),確認(rèn)造成該質(zhì)量問(wèn)題的原因?yàn)檩S系摩擦力矩不達(dá)標(biāo),軸承配對(duì)調(diào)試時(shí)安裝壓緊狀態(tài)與最終使用時(shí)狀態(tài)的不一致,致使產(chǎn)品方位軸系返工。
分析外方位軸系機(jī)械裝調(diào)過(guò)程,發(fā)現(xiàn)存在以下問(wèn)題:
1)軸承配對(duì)調(diào)試存在調(diào)試時(shí)安裝壓緊狀態(tài)與最終使用時(shí)狀態(tài)不一致。
2)軸系組裝過(guò)程缺少必要的合適的工藝裝備,沿用老的裝配方式,總裝時(shí)軸承裝配不規(guī)范,軸承有損傷。
3)裝配效率較低。
因此,設(shè)計(jì)必要的軸系裝配工裝,優(yōu)化軸系裝配方法,進(jìn)而提升軸系裝配質(zhì)量和裝配效率,勢(shì)在必行。
2 軸系裝調(diào)過(guò)程分析
2.1 軸承配對(duì)裝調(diào)
2.2 力矩電機(jī)組裝
J128LYX002型力矩電機(jī)的電刷位置如圖2所示,位于軸承下方,處于軸系的中間位置,由于電機(jī)轉(zhuǎn)子定子間存在較強(qiáng)的磁力場(chǎng),電機(jī)組裝時(shí),極易損傷電機(jī)的刷架和電機(jī)磁鋼,有時(shí)操作不當(dāng),甚至?xí)率共僮魅藛T受傷。
同時(shí),最終檢驗(yàn)外方位軸系的最終摩擦力矩的手段為用電機(jī)啟動(dòng)電壓來(lái)驗(yàn)證;軸系裝配完成后,若力矩電機(jī)啟動(dòng)電壓不合要求,軸系需要及時(shí)返工重調(diào),此時(shí)也需必要的工裝來(lái)保證電機(jī)磁鋼、刷架的安全,確保安全操作。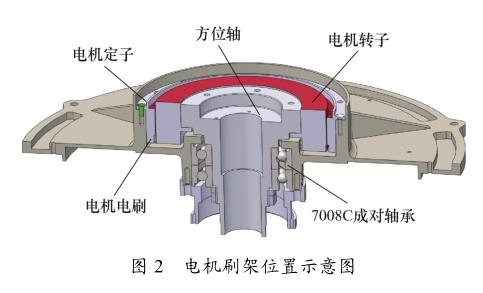
2.3 原工藝方法不足之處
該種電機(jī)裝配方式在K型紅外成像設(shè)備外方位組件中也存在,以往的裝配過(guò)程中,方位軸初始位置相對(duì)于軸承安裝孔不同軸,軸承裝配過(guò)程不規(guī)范,極易造成軸承最終裝配不合格。且原裝配方法效率極低,軸系裝配需時(shí)>4 h,若軸系組裝完成后,發(fā)現(xiàn)軸系摩擦力矩不達(dá)標(biāo),電機(jī)電性能參數(shù)不合乎要求,也無(wú)法保證便捷地拆卸(有時(shí)無(wú)法拆卸返修)。
無(wú)人機(jī)系統(tǒng)晝夜光電偵查設(shè)備對(duì)于各軸系摩擦力等指標(biāo)要求很?chē)?yán)格,如果沿用K型紅外成像設(shè)備的裝配方法,很難保證產(chǎn)品質(zhì)量,而且生產(chǎn)效率也將會(huì)極低,那么如何改進(jìn)工藝方法,高效率、高質(zhì)量地完成外方位組件J128電機(jī)裝配的成了我們亟待解決的難題。
2.4 解決思路及工藝裝備設(shè)計(jì)要求
考慮電機(jī)需定心、緩緩裝入;軸承需定心裝配,設(shè)計(jì)工藝裝備使得“方位軸”能夠在“連接盤(pán)”上中心定位,且能實(shí)現(xiàn)使得“方位軸”緩緩裝入“連接盤(pán)”,完成“電機(jī)的組裝”和“軸承的配合裝配”。
軸系組裝工裝的設(shè)計(jì)要求如下:
1)使得方位軸能夠直接或者間接地定位于“連接盤(pán)”的中心位置。
2)能夠?qū)崿F(xiàn)方位軸在軸向方向的平穩(wěn)移動(dòng),實(shí)現(xiàn)電機(jī)的慢速組裝,以及軸承的定位裝配。
3)要考慮導(dǎo)各個(gè)零件的接口,能實(shí)現(xiàn)工裝的快速組裝和拆卸;兼顧考慮工裝用途的擴(kuò)展,例如能夠進(jìn)行方位軸承啟動(dòng)力矩的調(diào)試。
對(duì)于7008 CETA/P4軸承內(nèi)圈定力壓緊問(wèn)題,結(jié)合生產(chǎn)實(shí)際情況,工裝設(shè)計(jì)需求為。
1)固定方位軸,便于“方位軸承上壓圈”的擰緊,實(shí)現(xiàn)單人操作。
2)能夠定力矩?cái)Q緊“方位軸承上壓圈”,保證配對(duì)軸承最終使用時(shí)和調(diào)試時(shí)安裝狀態(tài)的一致。
3 裝配工裝設(shè)計(jì)及裝調(diào)方法改進(jìn)
3.1 電機(jī)組裝工裝設(shè)計(jì)
為實(shí)現(xiàn)方位軸在軸向方向的平穩(wěn)移動(dòng),實(shí)現(xiàn)電機(jī)的慢速組裝,考慮用螺紋螺旋配合來(lái)實(shí)現(xiàn),同時(shí)也能將方位軸初始定位于“連接盤(pán)”的中心位置,考慮軸系結(jié)構(gòu)特點(diǎn),用軸承內(nèi)圈與方位軸的配合來(lái)保證精確定心,設(shè)計(jì)工裝地螺紋配合既能夠?qū)崿F(xiàn)電機(jī)的慢速組裝抵消磁場(chǎng)的影響,又有助于方位軸裝入軸承。
設(shè)計(jì)工裝有兩部分組成:“軸承外壓圈”以及“方位軸延長(zhǎng)件”。“軸承外壓圈”依靠連接盤(pán)端部圓周定位,在其中心設(shè)計(jì)M39×1.5-7H內(nèi)螺紋(7008C軸承內(nèi)圈為Φ40g7);方位軸延長(zhǎng)件”與方位軸螺紋連接,外部為M39×1.5-6g螺紋,樣件選材為2A12 T4能夠有效避磁;利用工裝能夠有效保證定心裝配,且螺旋結(jié)構(gòu)能實(shí)現(xiàn)電機(jī)的組裝,以及軸承內(nèi)圈裝配,工裝原理圖如圖3所示。
兼顧考慮工裝用途的擴(kuò)展,在進(jìn)行電機(jī)安裝前的7008C軸承測(cè)試時(shí),也可以用此工裝進(jìn)行,而且在產(chǎn)品上直接測(cè)試,且裝配螺釘時(shí),用定力矩起子進(jìn)行定力裝配,保證了測(cè)試結(jié)果的準(zhǔn)確性,電子組裝工裝用于軸承調(diào)試如圖4所示。
3.2 軸承壓緊定力工裝設(shè)計(jì)
配對(duì)軸承調(diào)試過(guò)程中,軸承外圈由GB/T65的開(kāi)槽盤(pán)頭螺釘固定,8件螺釘堆成均勻擰緊,最終定力矩280N·cm擰緊,最終軸系組裝過(guò)程,只要保證螺釘擰緊力矩,就可使軸承外圈壓緊狀態(tài)可以與調(diào)試時(shí)保持一致;為了有效地保證軸承內(nèi)圈壓緊狀態(tài)的一致,設(shè)計(jì)制作“外方位軸承內(nèi)圈壓緊工具”定力矩?cái)Q緊“方位軸承上壓圈”,并同步設(shè)計(jì)“方位軸固定件”,軸承安裝過(guò)程,將“方位軸固定件”用螺釘連接在方位軸底部,用臺(tái)鉗夾持工裝件,用“外方位軸承內(nèi)圈壓緊工具”定力矩?cái)Q緊“方位軸承上壓圈”,實(shí)現(xiàn)軸承內(nèi)圈的安裝狀態(tài)一致。進(jìn)而保證7008C軸承在調(diào)試狀態(tài)和最終使用狀態(tài)一致,壓緊工具由套筒扳手、方位軸固定件和MD-30可調(diào)力矩扳手所組成,工裝示意圖如圖5所示。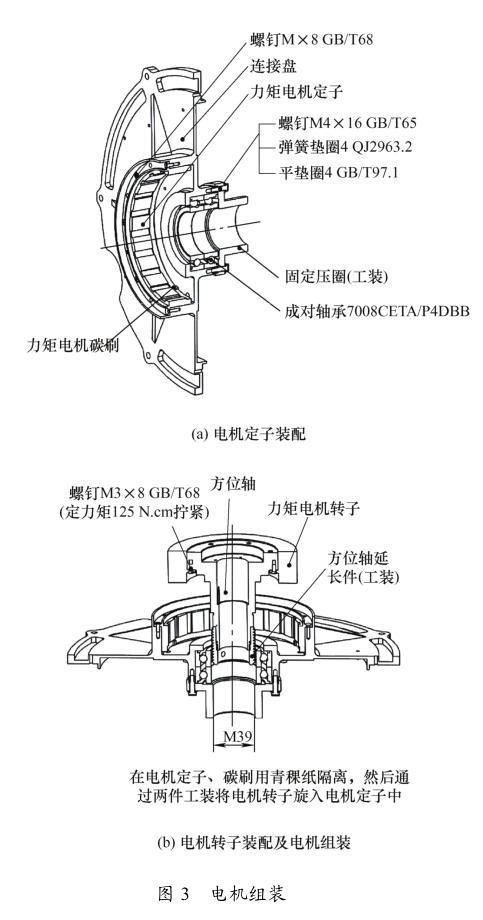
定力矩30 N·m擰緊“方位軸承上壓圈”,有效保證軸承內(nèi)、外圈壓緊力在調(diào)試狀態(tài)和最終使用狀態(tài)一致,保證軸承最終使用狀態(tài)和調(diào)試狀態(tài)一致,進(jìn)而保證軸系裝配質(zhì)量。
3.3 裝調(diào)方法改進(jìn)
結(jié)合兩項(xiàng)工藝裝備的設(shè)計(jì),確定軸系裝配流程為:
1)軸承配對(duì)調(diào)試,軸承內(nèi)、外圈壓緊均定力矩進(jìn)行,軸承調(diào)試過(guò)程如圖4所示,運(yùn)用“軸承外壓圈、方位軸延長(zhǎng)件”來(lái)進(jìn)行,保證軸承摩擦力矩要求,軸承調(diào)試合格后,安裝配對(duì)軸承至連接盤(pán),用“工裝—軸承外壓圈”壓緊軸承外圈。
2)安裝電機(jī)刷架至電機(jī)定子,平穩(wěn)壓裝電機(jī)定子至連接盤(pán),對(duì)齊安裝螺釘孔,將電機(jī)引線從連接盤(pán)穿線孔內(nèi)穿出,固定電機(jī)轉(zhuǎn)子至方位軸。
3)安裝“方位軸延長(zhǎng)件”至方位軸的上端部,在電機(jī)定子電刷位置墊上青稞紙,保護(hù)電刷,用紙膠帶將青稞紙有效固定;然后在方位軸的軸承配合面上涂適量的特221潤(rùn)滑脂,利用“方位軸延長(zhǎng)件”的M39螺紋,將方位軸聯(lián)同電機(jī)轉(zhuǎn)子緩慢旋入“軸承外壓圈”,將方位軸裝配到位,去除電機(jī)定子、轉(zhuǎn)子之間的青稞保護(hù)紙,使得轉(zhuǎn)子換向器與碳刷有效解除。
4)松開(kāi)工裝件“固定壓圈”與連接盤(pán)之間的螺釘,用螺絲刀穿過(guò)方位延長(zhǎng)軸端部的拆卸孔(點(diǎn)擊安裝到位后,方位軸延長(zhǎng)件旋出固定壓圈的端面,延長(zhǎng)件的上的拆裝孔即可露出),將工裝整體從方位軸上旋出。
5)旋上方位軸承上壓圈,在方位軸下端部安裝“方位軸固定件”,將其用精密虎鉗夾緊,然后用“外方位軸承內(nèi)圈壓緊工具”定力矩30 N·cm擰緊“方位軸承上壓圈,同樣方法固定“方位軸承下壓圈”;最后壓上方位軸承外壓圈,定力矩280 N·cm擰緊其固定螺釘,保證軸承內(nèi)外圈壓緊力的一致。
4 實(shí)施效果
4.1 電機(jī)組裝效果
我們制作了鋁制工裝進(jìn)行效果評(píng)測(cè),工裝簡(jiǎn)潔實(shí)用,現(xiàn)場(chǎng)驗(yàn)證了電機(jī)組裝、拆卸過(guò)程,實(shí)現(xiàn)在30 min內(nèi)完成電機(jī)的組裝、拆出過(guò)程,降低了操作難度,保證了產(chǎn)品質(zhì)量,極大地提高了生產(chǎn)效率,并且便捷的拆卸,對(duì)于后續(xù)的排故、產(chǎn)品維修提供了便利,也使得電機(jī)碳刷損壞率降低為0,間接降低裝調(diào)過(guò)程中的損耗成本。
該種結(jié)構(gòu)類(lèi)型的工裝設(shè)計(jì),有效地解決光電偵察設(shè)備方位軸系裝配的難點(diǎn),規(guī)范了產(chǎn)品電機(jī)、軸承的裝配過(guò)程,保證了產(chǎn)品質(zhì)量,節(jié)約80%的裝配時(shí)間,經(jīng)過(guò)現(xiàn)場(chǎng)的實(shí)際使用,效果顯著。
4.2 改進(jìn)后軸系摩擦力矩合格率
通過(guò)本次工藝改進(jìn),和新工裝的實(shí)時(shí),有效規(guī)范了軸承裝調(diào)流程,且保證軸承最終使用時(shí)和配對(duì)調(diào)試時(shí)安裝狀態(tài)的一致,使得軸系摩擦力矩可控,統(tǒng)計(jì)下半年該型號(hào)40余套方位軸系裝配情況,一次交檢合格率由原本的78%提升至100%,達(dá)到預(yù)期的質(zhì)量目標(biāo),下半年該型號(hào)配對(duì)軸承一次裝調(diào)合格率見(jiàn)表1。
5 結(jié)束語(yǔ)
本文以某型機(jī)載光電偵查設(shè)備外方位組件為研究對(duì)象,分析外方位軸系裝調(diào)的難點(diǎn)和癥結(jié)所在,通過(guò)對(duì)結(jié)構(gòu)形式和裝調(diào)需求的分析,設(shè)計(jì)電機(jī)組裝工裝及軸承內(nèi)圈定力擰緊工裝,優(yōu)化裝調(diào)流程,極大地提高了工作效率。特別是本文提出的力矩電機(jī)組裝方法,解決機(jī)載光電偵查吊艙軸系永磁力矩電機(jī)組裝的難題,改進(jìn)后,在總裝過(guò)程中,保證電機(jī)引線順暢出線,無(wú)擠壓;電機(jī)組裝過(guò)程中,利用工裝保證:電機(jī)轉(zhuǎn)子與電機(jī)定子的同軸,實(shí)現(xiàn)電機(jī)轉(zhuǎn)子的緩慢可控裝入,使得電子組件組裝過(guò)程中轉(zhuǎn)子、定子磁鋼不接觸,有效保證磁鋼不受損;整個(gè)裝配過(guò)程依靠螺旋裝入,無(wú)敲擊等蠻力裝配手段。
針對(duì)軸系中使用的7008CETA/P4軸承配對(duì)裝調(diào),提出保證最終使用過(guò)程與調(diào)試時(shí)安裝狀態(tài)一致的工藝要求,使得光電產(chǎn)品軸承調(diào)試工作形成統(tǒng)一的工藝方法,并設(shè)計(jì)工裝保證,達(dá)到規(guī)范軸系裝配流程、提高軸系裝配效率和裝配質(zhì)量的最終目的。
參考文獻(xiàn)
[1] 惠剛陽(yáng). 光電穩(wěn)瞄裝置裝調(diào)工藝研究[D]. 西安:西安工業(yè)大學(xué),2014.
[2] 李玉喜. 機(jī)載光電穩(wěn)瞄轉(zhuǎn)塔裝調(diào)技術(shù)研究[D].南京:南京理工大學(xué),2014.
[3] 張志超,劉興明,顧永斌,李永飛. 機(jī)械裝調(diào)工藝中虛擬裝配技術(shù)的研究和應(yīng)用[J].智能制造,2015,245(10):48-53.