在線張力系統在超細纖維質量檢測中的應用
2021-07-07 04:33:02付光懷楊崇倡
產業用紡織品 2021年3期
付光懷 楊崇倡 馮 培
1.國家紡織機械質量監督檢驗中心,江蘇 無錫 214177;2.東華大學機械工程學院,上海 201620
張力是超細纖維生產中非常重要的一項技術指標,張力的大小與均勻性直接影響超細纖維生產過程的穩定性和成品性質[1]。超細纖維卷裝紗中纖維的均勻性通常采用織襪染色法進行評判。但該方法僅能反映卷裝紗表層纖維的質量,無法分析其內層纖維的質量[2],同時該方法存在檢測周期長[3]13、人工檢測強度大和易誤檢等弊端。超細纖維對染色均勻性有較高的要求[4],常規的織襪染色法已無法滿足對超細纖維質量控制的要求。
假捻變形機上配備的在線張力系統主要用于監測各錠位超細纖維解捻時所受張力的變化,可快速準確地反映卷裝紗內層纖維的質量,并根據張力的波動范圍對卷裝紗的質量進行評級。在線張力系統參數的合理設置有助于用戶控制超細纖維的質量,提高企業的管理效率并降低生產成本。本文以無錫宏源機電科技股份有限公司的HY-1型假捻變形機上安裝的在線張力系統為研究對象,概述在線張力系統在超細纖維質量檢測中的應用。
1 檢測原理
張力實時值是通過傳感器將超細纖維所受的張力轉換為電壓信號,然后經模數轉換器轉換為數字信號后獲取的。張力實時值的反應速度主要取決于傳感器的數據采集頻率。張力平均值指一定采樣周期內超細纖維張力實時值的平均值,由在線張力系統自動計算并顯示。張力變異系數指一定采樣周期內張力實時值的均方差,其值可反映單個錠位超細纖維所受張力的均勻性。
2 系統功能
為便于通過數據分析提升超細纖維的生產和管理效率,進而提高其卷裝紗的質量,在線張力系統除應具有張力實時監測的作用外,還應具有超細纖維質量控制和存儲檢測數據等功能,以及時發現生產過程中的問題并快速調整工藝。
2.1 實時顯示功能
在線張力系統集成了超細纖維卷裝成品紗的錠長、錠重和張力實時值等顯示功能。在超細纖維即將達到設定的長度或張力超過設定的范圍時,輸出指示燈亮起,系統主界面出現明顯的顏色提示,方便后續操作。
2.2 數據庫功能
數據庫功能便于檢測數據的長期存儲。數據管理板為一種獨立于現場計算機的嵌入式控制板,其與張力控制板共同組成微系統,并采用存儲卡記錄數據。當計算機出現故障時,數據管理板可對超細纖維的質量進行等級評判并記錄發生的事件。待計算機恢復正常后,再將數據轉發至計算機,這增加了在線張力系統檢測的可靠性。
2.3 卷裝記錄功能
卷裝記錄功能方便用戶跟蹤卷裝紗的質量,定期維護假捻變形機。卷裝記錄功能主要用于查看一段時間內,不同等級(如A、B和C等)的超細纖維卷裝紗的數量。若某錠位低等級的卷裝紗數量較多,則意味著該錠位的絲路(超細纖維的加工路徑,包括羅拉﹑導絲磁鍵和冷軌等)或原料可能存在問題,需及時處理。卷裝記錄功能可為用戶監測超細纖維卷裝紗的質量及機器維護提供參考數據。
2.4 單面張力平均值和CV值實時顯示功能
因假捻變形機的單面錠位數較多,單面所有錠位的整體平均張力(單面張力平均值)較難快速確定。在線張力系統單面張力平均值顯示功能的添加,對調整假捻變形機運行速度等參數具有重要作用。不同錠位張力平均值和CV值也能反映錠位間的差異。因此,在線張力系統的主界面下方設有單面張力平均值和CV值的實時顯示功能(圖1)。

圖1 某超細纖維加工時的張力實時值
2.5 卷裝紗滿卷率統計功能
A等超細纖維卷裝紗的張力需處于設定范圍并達到規定的卷裝量。在線張力系統的滿卷率統計是根據卷裝量要求,快速查找某段時間內滿足A等質量要求的成品卷裝紗的數量。卷裝紗滿卷率統計功能有助于對A等超細纖維卷裝紗的數量進行統計。
2.6 自動切絲功能
自動切絲功能有助于防止“僵絲”和“亮絲”的產生,減少不必要的長絲纖維紗線浪費。當超細纖維的張力值超過設定范圍時,系統將自動切斷長絲,以有效預防“僵絲”或“亮絲”的持續性生產。當超細纖維卷裝紗量達到設定要求而未落筒時,延遲一定時間后系統也會自動切絲,避免紗筒卷裝量超標。
3 基準零點校準
超細纖維張力檢測的關鍵是系統傳感器的穩定性和基準零點的校準。隨著溫度的變化和使用時間的延長,傳感器的基準零點會出現一定的漂移。超細纖維的張力較低,但對張力的均勻性要求較高。而張力的均勻性取決于基準零點的穩定性,零點漂移的處理方式成為影響超細纖維檢測結果準確性的重要因素之一。
無自動校準功能的傳感器的基準零點漂移較大且未呈現出明顯的規律(圖2)。研究發現,若不及時校準基準零點,其漂移范圍將逐漸擴大。此外,傳感器基準零點漂移的過程較緩慢,各錠位的變化幅度也不一致。因此,為滿足超細纖維張力檢測均勻性的要求,需針對在線張力系統的零點漂移,設置自動校準功能,同時嚴格限定自動校準條件:

圖2 傳感器基準零點張力值的分布(無自動校準)
1)機器運轉1 h后,傳感器的工作狀態趨于穩定,開始零點校準;
2)實時零點張力值小于設定的最小張力值時,需參考纖維的張力設置來調整該最小張力值,如滌綸超細纖維的最小張力宜設置為小于5.0 cN,最小張力值設置較大時,易造成長絲纖維紗線等級的誤判;
3)間隔1 h后進行第二次自動校準即可,無需頻繁校準;
4)斷絲后自動校準,以防探絲器內有絲時影響張力的穩定性。
具有自動校準功能的在線張力系統的零點漂移狀況明顯好轉(圖3)。各錠位傳感器的零點在(基準零點±1.0 cN)范圍內(即以1.5 cN為基準零點,各錠位傳感器的零點處于0.5~2.5 cN的范圍內)。受自動校準條件的限制,個別錠位傳感器的零點數據未處于(基準零點±1.0 cN)的范圍內,但也基本滿足超細纖維的生產要求。

圖3 傳感器基準零點張力值的分布(自動校準)
以線密度為17 dtex/12 f的超細纖維為例,開啟自動校準功能后,其整體張力平均值為5.8 cN(圖4),單錠張力平均值為5.0~7.0 cN。均勻性好的張力值,便于長絲平均張力檢測質量控制范圍的設定,有利于控制不同批次超細纖維質量的穩定性。
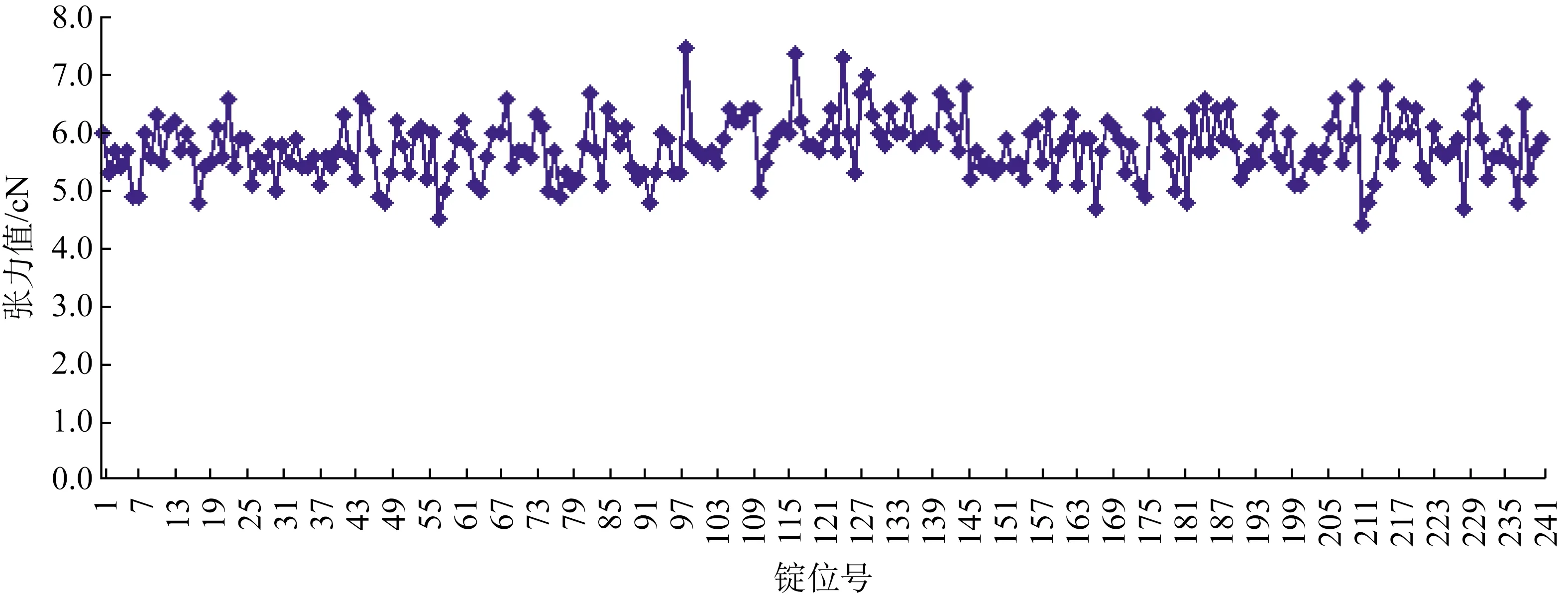
圖4 17 dtex/12 f超細纖維紗線整體張力平均值的實時分布
4 應用分析
在線張力系統的張力實時值可反映超細纖維卷裝紗的生產質量、設備運行和保養等方面的狀況,并根據張力波動范圍針對性地解決下述可能出現的問題。圖5~圖9中各有3根曲線,分別代表張力實時值、張力平均值和張力CV值,通過3條曲線的波動可以進行長絲纖維紗線質量的相關分析。

圖5 張力實時值過大引起的紗疵張力曲線

圖6 張力CV值過大引起的紗疵張力曲線

圖7 間斷性張力波動的紗疵張力曲線

圖8 整體張力平均值偏高的紗疵張力曲線

圖9 纖維通過冷軌時發生“跳動”的紗疵張力曲線
4.1 原絲質量分析
POY原絲質量問題有毛絲、條干不均和含油率異常等。其中,張力實時值較大,表明POY毛絲較多,在線張力系統會多次記錄張力實時值過大引起的紗疵張力曲線(圖5),當一定時間內記錄的紗疵數超過設定值時,該錠位卷裝紗的質量等級將降低。
在線張力系統張力CV值偏高時,將出現如圖6所示的張力曲線,表明POY原絲的條干可能較不勻。此外,在線張力系統較大的CV值通常出現在原絲即將用盡時,因此需提前更換絲餅;也可能是前紡工序出現問題所致,需及時做調整。
在線張力系統張力平均值出現上下波動,則意味著POY原絲含油率整體偏高或偏低。當含油率偏低時,張力平均值降低;含油率偏高時,張力平均值相應升高[5]。通過檢測單面張力平均值大小,可及時剔除含油率異常的錠位。
4.2 設備異常分析
在線張力系統對假捻變形機上各錠位長絲纖維紗線解捻張力的全程監測,可反映機器某些部件(如第一羅拉﹑變型熱箱﹑冷軌和假捻器)的異常。
4.2.1 第一羅拉異常分析
第一羅拉可能出現的問題有皮輥與皮輥軸間存在縫隙、皮輥跑偏和皮輥松動等。當皮輥與皮輥軸間存在縫隙時,在線張力檢測系統將檢測出間斷性張力波動(圖7),織襪染色后的長絲纖維紗線表現為間斷性“僵絲”。當第一羅拉皮輥跑偏時,在線張力檢測系統檢測出的張力平均值將明顯下降,通常為正常張力平均值的2/3,染色后長絲纖維紗線色差較大。當第一羅拉皮輥松動或未壓緊時,在線張力檢測系統檢測出的整體張力平均值偏高,織襪染色后表現為“全僵絲”。超細纖維對皮輥壓緊度的要求較高,通過在線張力系統中紗疵記錄的監測和分析,可及時發現皮輥松動或未壓緊的現象,這有利于提高超細纖維成品卷裝紗的質量。
4.2.2 假捻器異常分析
假捻器可能出現的異常主要有假捻器上存在纏絲﹑摩擦盤出現問題或存在逃捻絲。當假捻器上存在纏絲時,在線張力檢測系統檢測出的張力平均值將大幅波動,制得的超細纖維卷裝紗光澤度高,假捻不足。當假捻器上個別摩擦盤出現損傷或間隙不合適時,在線張力檢測系統檢測出的張力實時值會呈規律性的波動。當出現逃捻絲時,整體張力平均值將偏高(圖8),超細纖維卷裝紗表現為“全亮絲”,成品卷裝紗質量降級。
4.3 保養周期分析
假捻變形機上超細纖維的加工通常采用連續生產工藝,開機周期隨纖維品種的不同而不同,保養周期為20~30 d。若保養周期過長,設備未得到及時清洗,油劑和粉塵等雜質將聚集在冷軌溝槽上,導致纖維在通過冷軌時發生“跳動”,造成冷卻不良,進而影響后續通過假捻器的纖維的解捻。合理設置在線張力平均值及其CV值范圍,可快速分辨冷卻不良的纖維,便于根據纖維品種合理設定假捻變形機的保養周期。
5 卷裝紗質量評級
5.1 卷裝紗的制備
在HY-1型假捻變形機上,采用在線張力系統對超細纖維進行質量評級試驗。采用線密度為52 dtex/24 f的POY為原材料,制備線密度為33 dtex/24 f的拉伸變形絲(DTY)卷裝紗。假捻變形機的生產工藝參數設置如表1所示。

表1 假捻變形機的生產工藝參數設置
5.2 系統設置
根據假捻變形機的生產工藝參數設置和超細纖維卷裝紗的規格,以及下游織造廠對超細纖維的質量要求,在線張力系統的參數設置如表2所示。其中,設置長時間平均偏差參數旨在解決當張力出現長周期緩慢波動時,張力平均值因采樣周期短而無法判別張力波動趨勢的問題。窗口寬度參數需結合紡紗速度進行設置。通常,120 min的窗口寬度對應680 m/min的紡紗速度,即要求加工81 600 m長的纖維長絲,紗疵總數不超過6個。織造廠通常要求10萬m長的纖維長絲,其紗疵總數不超過10個[3]18-19,顯然,在線張力系統的質量控制高于織造廠的要求。

表2 在線張力系統的參數設置
5.3 質量等級對比
取同一假捻變形機上加工的、同批次落筒的超細纖維卷裝紗進行質量等級評定對比試驗。先采用在線張力系統對該批超細纖維卷裝紗進行質量等級評定,然后采用織襪染色法對該批卷裝紗進行人工等級評定,兩次評級結果的對比如表3所示。

表3 超細纖維卷裝紗在線張力系統和人工等級評定結果對比
由表3可知,在線張力系統檢測出的C等成品卷裝紗的數量大于人工評級的檢測數,造成這一現象的原因與在線張力系統的切絲動作原理有關。在線張力系統的切絲功能發生在判斷該錠位的疵點記錄滿足降級條件,系統判斷成品卷裝紗為C等的瞬間,這將使得卷裝紗的紗疵大都存在于紗筒表層。但在人工評級前,通常會剝離卷裝紗紗筒表層受污損的紗,從而使得人工評級結果較好。故在線張力檢測系統檢出的降級成品卷裝紗筒個數大于人工評級檢出數。
6 結語
在線張力系統可對超細纖維卷裝紗的內在質量進行全程監控。通過在線張力檢測系統紗疵記錄的分析,可及時發現生產中的問題,為原料質量改進和假捻變形機的錠位處理提供依據。超細纖維對原絲的質量要求高于常規長絲纖維紗線,合理設置在線張力系統的基準零點校準條件和質量控制工藝參數,有助于用戶控制超細纖維卷裝紗的內在質量,提高超細纖維的生產效率,降低生產成本。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
