激光劃線工藝在車輛焊接柜體中的運用
2021-07-08 09:46:42唐再章
數碼影像時代 2021年7期
編者按:本文介紹了一種新的劃線工藝——激光劃線工藝,運用于車輛焊接柜體,替代常規的手工劃線工藝,針對解決車輛焊接柜體配件易錯、易漏、易反問題,采用手工劃線工藝效率低,人為操作影響因素大,易出現劃錯、漏劃的現象,應用激光劃線工藝大大提升焊接產品的劃線工作效率及產品質量。
引言
隨著軌道交通裝備不斷的市場化,成本、質量競爭日益激烈,軌道交通設備制造業檢驗驗收標準也越來越高,終端業主對產品質量要求零缺陷、零容忍,傳統的軌道交通裝備焊接結構件手工劃線方式由于不可避免的人為因素影響,易出現劃錯、漏劃的現象,造成配件在定位焊接時位置錯誤,漏焊配件,導致產品在終端客戶現場動焊返工,影響產品質量且產品質量成本增加。針對結構件焊接柜體手工劃線易錯、易漏的問題,通過一系列改進攻關后,采用激光設備在下料工序中將配件的定位線蝕刻出,有效解決車輛焊接柜體劃線易錯、易漏的現象。
激光劃線工藝概述
激光劃線工藝是焊接結構件的配件定位尺寸劃線的一種方式,其原理是利用激光切割設備調節功率大小來實現在板材表面的蝕刻,下料圖紙在編程時,需要激光切穿的采用白色,需要劃線工藝的采用黃色線,激光劃線深度由切割功率進行調節,激光劃線的切割功率調節范圍為400-600W,在配件的板材上蝕刻出配件的定位線。其操作簡單,劃線一致性好,劃線工作效率高,劃線效果好。
激光劃線的通用標識設計
焊接結構件焊接工序分為片裝和組裝兩個工序,為便于激光劃線更好地被識別使用,結合手工劃線的方式對激光劃線的標識進行統一設計,提升激光劃線標識的辨識度。
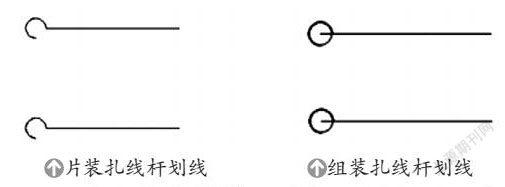
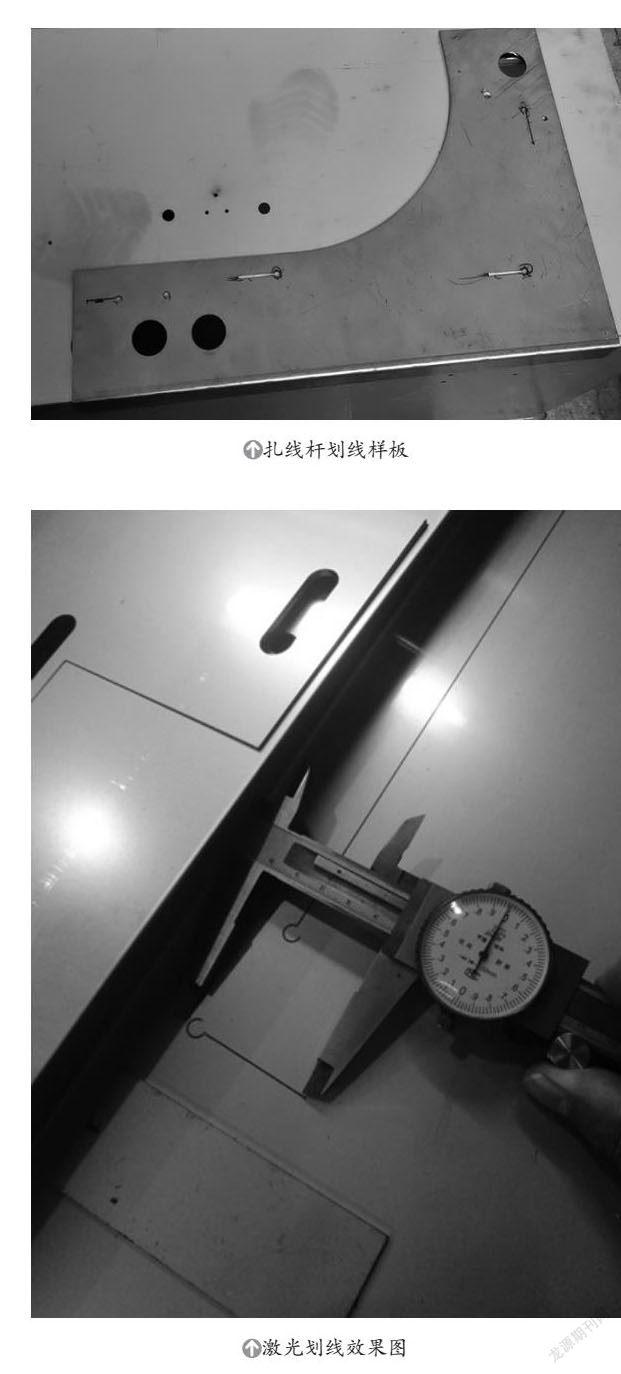
(1)扎線桿劃線示意如下圖所示,片裝扎線桿使用3/4圓弧,組裝扎線桿使用全圓弧,直線方向標示扎線桿的朝向。
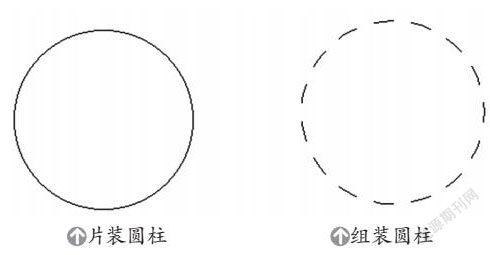
(2)螺柱劃線示意如下圖所示,片裝采用實線,組裝采用斷續線。
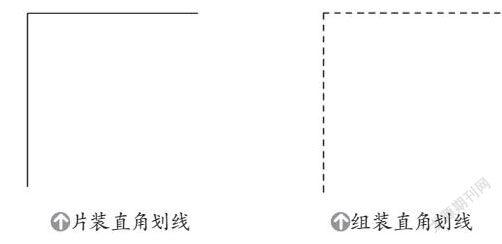
(3)配件直角劃線示意如下圖所示,片裝采用實線,組裝采用斷續線。
焊接柜體激光劃線的難點
激光劃線工藝,對工藝圖紙要求較高,在下料工藝分析時需要將劃線的圖形進行繪制,切割功率不匹配易造成劃線位置切穿,存在的難點:圖紙顏色標記錯誤、切割功率不匹配造成配件切傷母材或切穿;板材切割的反面無法實現激光劃線。
激光劃線工藝難點解決方法
(1)圖紙顏色標記錯誤、切割功率不匹配造成配件切傷母材或切穿
工藝圖紙繪制完成后增加下料圖紙審核環節,對激光劃線位置進行顏色確認,激光換線功率取中間值,初始設定為500W,根據劃線清晰度情況進行調節,功率調節范圍為:400-600W。對激光下料的首件進行確認,調節切割功率。
(2)板材切割的反面無法實現激光劃線
激光切割設備屬于二維加工設備,只能對裝配工作臺的證明進行劃線,對于加工的反面無法進行劃線,針對反面以配件上的孔及邊緣進行定位,采用樣板劃線的方式進行手工補充劃線。
焊接柜體激光劃線工藝運用效果
采用激光劃線工藝之后,劃線一致性好,劃線效果清晰,操作簡單,焊接柜體出現漏焊、焊錯位置的質量問題得到明顯改進。
應用激光劃線工藝,提升工作效率,降低質量損失。激光劃線取代手工劃線工藝,焊接工序生產效率提升25%,同時對操作者的技能要求降低,普通工人通過培訓后即可上崗作業。節約因劃線錯誤造成的返工成本,激光劃線工藝應用后片裝質量合格率由80%提升到100%,終端客戶現場動焊返工0次/月。
結束語
軌道裝備焊接柜體劃線采用激光劃線工藝,有效解決焊接柜體因手工劃線造成漏劃、劃錯位置的現象,使產品合格率大幅度提升,產品質量得到質的飛躍。在實際運用過程中,實現了工藝技術能力提升,降低勞動強度,降低質量返工成本,提高工作效率。
展望
激光劃線工藝是焊接結構件定位劃線的改進工藝,有效提升結構件定位劃線準確率、一致性,不僅在不銹鋼材質和碳鋼材質上應用,其它鋁合金、銅材等適用激光切割工藝的均可使用,還可擴充到其他領域,增加焊接類結構件對于激光劃線工藝的實施應用。
參考文獻:
[1]劉小年.機械制圖[M].3版.北京:機械工業出版社,2005.
作者簡介:唐再章(1987—),男,漢族,湖南人,主管/中級工程師/國際焊接工程師,本科,湖南聯誠軌道裝備有限公司,研究方向:軌道交通焊接結構件。
猜你喜歡
汽車實用技術(2020年16期)2020-09-06 13:28:22
山東冶金(2019年6期)2020-01-06 07:45:54
當代工人(2019年20期)2019-12-13 08:26:11
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年9期)2017-11-27 02:14:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
河南科技(2014年12期)2014-02-27 14:10:44
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28