一種油相放料自動控制裝置的應用與研究
2021-07-09 12:58:17張曉明李曉雪
電子樂園·中旬刊 2021年8期
張曉明 李曉雪
摘要:醫藥、護膚品、化工產品生產過程中,時常會涉及到一些油相材料。油相材料在加工、轉運過程中,一般都需進行持續的加溫以使油相材料保持流動液狀,同時油相材料在放料時需工人時刻緊盯油相熔罐的液位,以便及時關閉閥門停止放料,這就需要工人耗費大量的精力和時間,且操作人員難免出現疏忽,出現罐滿溢料導致損耗大量原材料,還會污染罐體外表面及現場環境,難以清理,油相材料外溢還會給設備裝置帶來更大的安全隱患,從而給操作及維管人員增加工作量,導致運維難度變大,提高了生產成本。然而,現有技術中尚未存在可自動控制油相放料的裝置。
關鍵詞:油相放料自動控制;裝置;應用與研究
一.附圖說明
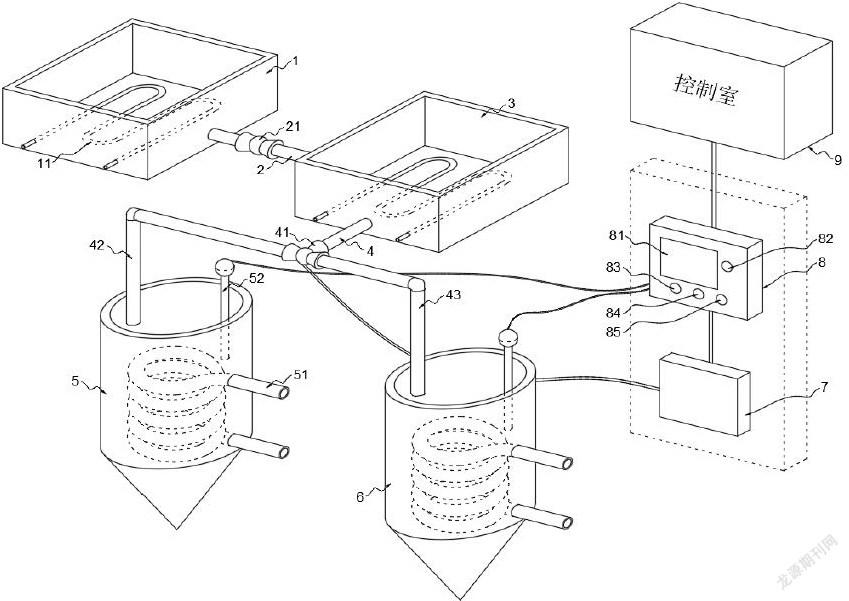
1、第一化蠟槽;11、S型蒸汽盤管;
2、輸料管道;21、球閥;
3、第二化蠟槽;
4、主放料管;41、氣動三通球閥;42、第一放料分管;43、第二放料分管;
5、第一油相熔罐;51、螺旋型蒸汽盤管;52、數顯液位傳感器;
6、第二油相熔罐;
7、PLC控制器;
8、現場電盒;81、液位顯示屏;82、報警燈;83、第一油相熔罐放料按鈕;84、第二油相熔罐放料按鈕;85、開關按鈕;
9、控制室。
二.裝置內容
本裝置的目的在于提供了一種油相放料自動控制的裝置,以解決上述背景技術中提出的問題。其裝置包括第一化蠟槽,所述第一化蠟槽通過輸料管道與第二化蠟槽相連通,所述輸料管道中間處設有球閥,所述第二化蠟槽的一側下端設有主放料管,所述主放料管通過氣動三通球閥分別連接有第一放料分管和第二放料分管,所述第一放料分管、所述第二放料分管的底端分別延伸到并排設置的第一油相熔罐、第二油相熔罐內,所述第一油相熔罐、所述第二油相熔罐內均設有數顯液位傳感器,所述氣動三通球閥外通過PLC控制器連接有現場電盒,所述現場電盒與控制室通訊連接。
本裝置的目的之二在于,提供了一種油相放料自動控制的系統,該系統裝載在所述控制室內,包括基建管理單元、智能管控單元、放料管理單元和功能服務單元;所述基建管理單元、所述智能管控單元、所述放料管理單元與所述功能服務單元依次通過網絡通信連接;所述基建管理單元用于對支撐系統運行的基礎設備、傳感裝置、閥門進行控制管理;所述智能管控單元用于對系統的整體運行及各現場設備的運行狀態進行智能的管控;所述放料管理單元用于對油相放料的過程進行分配管理及控制;所述功能服務單元用于通過增設狀態檢測、警報、人工控制及工作記錄等服務來完善系統的功能性。
該油相放料自動控制的系統在運行時,通過設計PLC程序及控制電路,在放料時根據實時采集上報的液位值,在液位達到預設的閾值時,系統自動控制PLC發出指令,使閥門切換啟閉,滿足生產需求。
作為本技術方案的進一步改進,所述處理設備模塊、所述狀態傳感模塊、所述閥門控制模塊依次通過網絡通信連接;所述處理設備模塊用于對支撐系統程序運行的各類處理器裝置進行連接管理;所述狀態傳感模塊用于通過多種智能傳感裝置實時采集系統運行過程中的各種狀態數據并上傳;所述閥門控制模塊用于通過控制器或執行器對氣動閥門的啟閉及閉合程度進行管控;所述通訊支持模塊用于通過多種通信手段在系統各層面之間建立信號連接及數據傳輸的通道。
作為本技術方案的進一步改進,所述統一集控模塊的信號輸出端與所述配電管理模塊、所述加熱分配模塊、所述顯示管理模塊的信號輸入端連接,所述配電管理模塊、所述加熱分配模塊與所述顯示管理模塊依次通過網絡通信連接;所述統一集控模塊用于通過裝載在所述控制室內的DCS系統對油相放料的整體控制系統進行統一的集中管控;所述配電管理模塊用于通過設置在現場的配電室對系統內各用電設備的用電過程進行管理及電能分配;所述加熱分配模塊用于將提供蒸汽的鍋爐或蒸汽輸送控制系統接入DCS系統以便集中地對油相材料的加熱熔融情況和熱能分配進行管理;所述顯示管理模塊用于通過所述現場電盒或所述控制室內的顯示裝置實時顯示系統運行的狀態或當前采集到的目標狀態數值。
作為本技術方案的進一步改進,所述程序預設模塊、所述液位監測模塊、所述排量控制模塊與所述到位反饋模塊依次通過網絡通信連接;所述程序預設模塊用于預先設計PLC控制程序及對應電路以支撐所述PLC控制器可以按程序自動執行預設的指令;所述液位監測模塊用于實時監測工作中的油相熔罐內的液位值以免油相材料滿溢出來;所述排量控制模塊用于通過對放料管一定時間內的排放量或排放速度進行計算監測并作為控制排放的依據;所述到位反饋模塊用于通過液位的變化狀態作為判斷調節閥門的開關是否到位的依據并將到位電信號反饋到控制層。
作為本技術方案的進一步改進,所述狀態監管模塊、所述超閾警報模塊、所述人工切換模塊與所述記錄報表模塊依次通過網絡通信連接;所述狀態監管模塊用于對系統的運行狀態進行監管并將狀態實時顯示在所述控制室的顯示終端上;所述超閾警報模塊用于將實時采集的各類狀態數值與預先設定的閾值參數進行對比,并在實時數值超過預設的閾值時進行警報;所述人工切換模塊用于在自動控制系統出現故障時或由人工選擇切換為人工操控的運行模式以支持裝置的持續運作;所述記錄報表模塊用于定時對系統及裝置的工作狀態進行記錄并生成對應的報表以供回溯或上報。
本裝置的目的之三在于,提供了一種油相放料自動控制的系統的運行裝置,包括處理器、存儲器以及存儲在存儲器中并在處理器上運行的計算機程序,處理器用于執行計算機程序時實現上述任一的油相放料自動控制的裝置及系統。
本裝置的目的之四在于,提供了一種計算機可讀存儲介質,所述計算機可讀存儲介質存儲有計算機程序,所述計算機程序被處理器執行時實現上述任一的油相放料自動控制的裝置及系統。
