鋁合金齒輪箱自攻螺套裝配及質(zhì)量問題探析
2021-07-15 09:37:50鄭李雄
軌道交通裝備與技術(shù) 2021年3期
鄭李雄 吳 剛 劉 升
(中車戚墅堰機(jī)車車輛工藝研究所有限公司 江蘇 常州 213011)
自攻螺套是一種新型的螺紋連接件,具備自行攻螺紋能力,其嵌入鋁合金基材上能形成一種連接強(qiáng)度高、耐磨損性能強(qiáng)的內(nèi)螺紋。隨著我國高速鐵路運(yùn)營里程的快速發(fā)展,對高速動車組的運(yùn)營提出了愈加苛刻的要求。鋁合金因其輕量化的優(yōu)點(diǎn),成為高速動車組齒輪箱等關(guān)鍵零部件的主要材質(zhì)。但鋁合金的抗剪切能力較弱,在其上直接加工螺紋無法滿足高速動車組齒輪箱的安全性要求,因此鋁合金齒輪箱需要使用自攻螺套來保證其螺紋連接的可靠性[1]。
下文以某鋁合金齒輪箱為例,對其自攻螺套的安裝工藝要領(lǐng)進(jìn)行剖析,并介紹了常見質(zhì)量問題的處置方案。
1 自攻螺套的結(jié)構(gòu)特點(diǎn)
自攻螺套因具有自行攻螺紋的能力,其性能優(yōu)于直接攻絲形成的螺紋,在國外鋁合金產(chǎn)品中已得到大范圍的應(yīng)用。其主要特點(diǎn)是可直接攻入基材,形成一個(gè)符合相應(yīng)標(biāo)準(zhǔn)的高精度螺紋。為保證切入基材過程中基體材料能夠順利排出,自攻螺套頭部設(shè)有排屑結(jié)構(gòu)。根據(jù)排屑結(jié)構(gòu)的不同,將自攻螺套分為開槽型及三孔型兩種,如圖1所示。
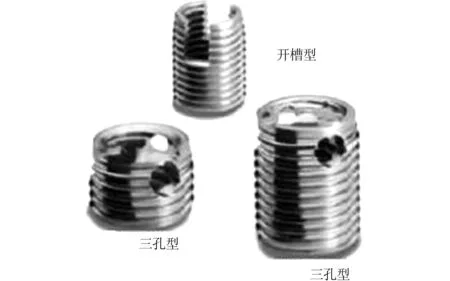
圖1 自攻螺套
目前自攻螺套的使用,國內(nèi)無相關(guān)經(jīng)驗(yàn),只能參照國外廠家產(chǎn)品手冊進(jìn)行選取,安裝工藝參數(shù)需要綜合基材力學(xué)性能、配合螺栓的擰緊力矩及使用工況等確定[2]。
2 自攻螺套安裝工藝要領(lǐng)
下文闡述的鋁合金齒輪箱合箱面、法蘭面及與吊桿連接的吊掛孔等部位設(shè)有大量的自攻螺套,許多部位在運(yùn)用過程中承受著較大的動態(tài)載荷。齒輪箱基材選用EN1706中規(guī)定的AlSi7Mg0.3鑄鋁,硬度較鑄鐵軟,質(zhì)量較輕,具有較好的塑性與韌性,切削性能較好。
經(jīng)過大量的工藝驗(yàn)證確定自攻螺套安裝的工藝流程為:選定安裝設(shè)備→精鏜底孔→孔口倒角→設(shè)定過載扭矩及轉(zhuǎn)速→安裝自攻螺套→退出引導(dǎo)、限位工裝→安裝效果確認(rèn)。
2.1 安裝設(shè)備選定
不同規(guī)格的自攻螺套,其安裝扭矩差異較大。其中M8及以下規(guī)格螺套因安裝扭矩較小(扭矩不大于28 N·m),推薦使用手工安裝,如圖2所示。規(guī)格M10~M16自攻螺套推薦使用圖3所示的氣動攻絲機(jī)安裝,規(guī)格M18~M30因安裝扭矩太大(扭矩200 N·m~1 050 N·m),需要采用圖4所示的改裝鉆床進(jìn)行安裝。

圖2 自攻螺套手工安裝(絲錐+扳手)

圖3 自攻螺套氣動攻絲機(jī)安裝

圖4 自攻螺套改裝鉆床安裝
M8及以下小規(guī)格螺套,其安裝扭矩較小,且實(shí)際運(yùn)用過程中承受較小的載荷,考慮到手工安裝效率高,因而采用圖2所示的手工安裝方法。
氣動攻絲機(jī)其主軸與螺套安裝工具相連,并設(shè)有扭矩過載保護(hù)夾頭,運(yùn)用攻絲的原理將自攻螺套安裝至對應(yīng)的底孔中去。受伺服電機(jī)功率限制,目前市面上該類攻絲機(jī)現(xiàn)貨僅能安裝M10~M16規(guī)格自攻螺套。
圖4所示安裝設(shè)備由8050鉆床改裝,通過鉆床旋轉(zhuǎn)帶動螺套切入到基材安裝底孔中。自攻螺套與主軸通過螺套安裝工具相連,安裝工具上設(shè)有柔性夾頭,能控制最大安裝扭矩,以防止螺套安裝過程過載。
2.2 工藝參數(shù)設(shè)定
(1)底孔
安裝底孔尺寸的選取對自攻螺套的安裝及運(yùn)用起至關(guān)重要的作用,合理的底孔直徑既要保證自攻螺套易于安裝,又要保證螺套與基材足夠的嚙合率進(jìn)而保證足夠的拉拔力,實(shí)際運(yùn)用過程中在保證螺套能夠安裝的前提下,盡量將底孔直徑放小。
此外,安裝底孔的粗糙度、圓柱度及垂直度等對自攻螺套的安裝及運(yùn)用也十分重要,對于承受復(fù)雜載荷的產(chǎn)品,底孔加工應(yīng)盡量采用加工中心完成。
自攻螺套目前屬于進(jìn)口件,底孔直徑只能參照國外廠家產(chǎn)品手冊選取,如規(guī)格M20L27開槽自攻螺套具體取值如表1所示。
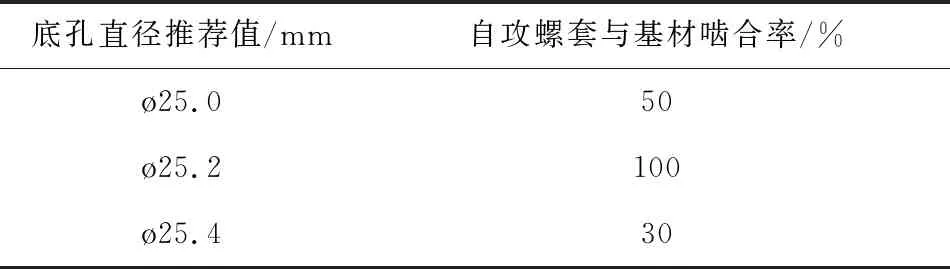
表1 M20L27開槽自攻螺套底孔值選取
實(shí)際底孔直徑選取,設(shè)計(jì)及工藝人員應(yīng)結(jié)合軸向拉拔力要求,組織開展試棒拉拔試驗(yàn)以確定自攻螺套與基材之間的嚙合率。
(2)底孔預(yù)制引牙
底孔直徑大易于安裝,但基材與自攻螺套之間的嚙合率將減小;底孔直徑小,基材與自攻螺套之間的嚙合率大,但不易于批量安裝。一定深度的預(yù)制引牙能較好地解決這一問題。預(yù)制引牙螺紋采用與自攻螺套外螺紋一致的牙型,引牙深度應(yīng)結(jié)合相應(yīng)的設(shè)計(jì)要求進(jìn)行拉拔力測試決定。
(3)安裝垂直度
垂直度即自攻螺套切入底孔中應(yīng)保證垂直,一旦出現(xiàn)歪斜,容易造成螺套開裂現(xiàn)象。
采用圖3、圖4示設(shè)備安裝自攻螺套時(shí),安裝前通過百分表校核安裝主軸與底孔平面的跳動,應(yīng)符合工藝要求。
(4)轉(zhuǎn)速、過載保護(hù)扭矩
不同規(guī)格的自攻螺套,其轉(zhuǎn)速及安裝過載扭矩不同,安裝時(shí)應(yīng)滿足表2要求。
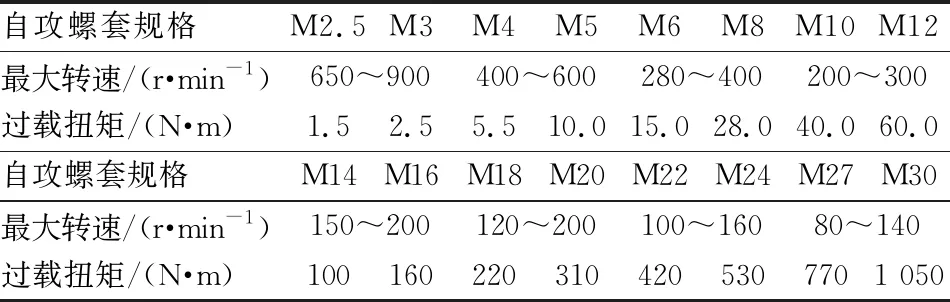
表2 轉(zhuǎn)速及過載扭矩取值表
(5)引導(dǎo)、限位工裝
引導(dǎo)、限位工裝由4個(gè)部分組成(見圖5)。其中連接配合部位及防轉(zhuǎn)部位裝入氣動攻絲機(jī)或改裝鉆床接頭;工作部位可根據(jù)具體安裝的自攻螺套規(guī)格進(jìn)行變換。
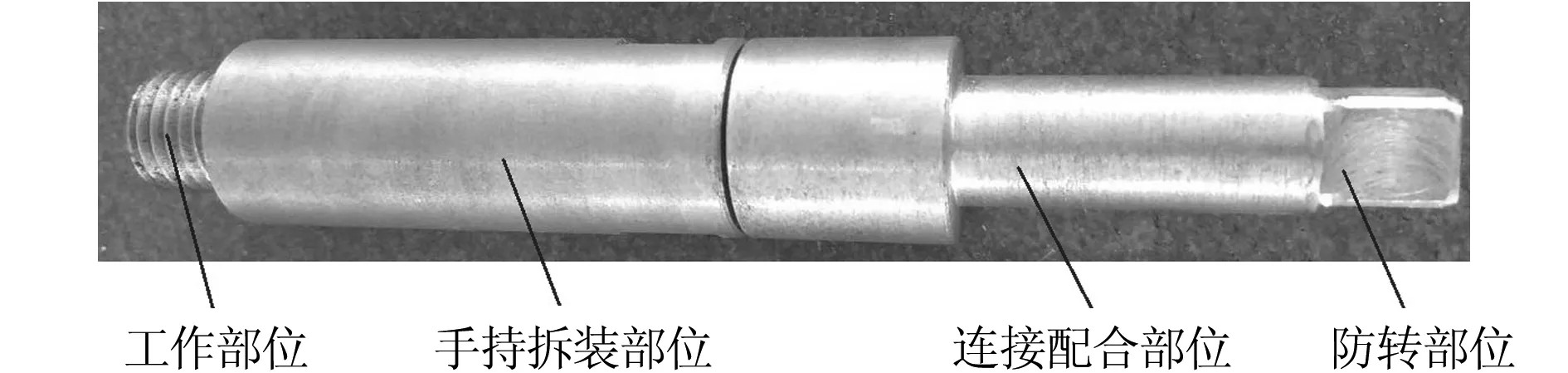
圖5 引導(dǎo)、限位工具
圖5所示的引導(dǎo)、限位工具宜采用強(qiáng)度較高的材料制成,其強(qiáng)度等級建議達(dá)10.9級或者更高。尺寸規(guī)格較大的自攻螺套(M20及以上)因旋入扭矩較大,一旦安裝工具強(qiáng)度不夠,在自攻螺套安裝過程中將可能造成安裝工具拉斷。
2.3 安裝效果確認(rèn)
螺套安裝完成后,可旋入與內(nèi)螺紋規(guī)格相同的螺栓以檢查內(nèi)螺紋是否變形、卡滯;使用塞規(guī)檢驗(yàn)螺套內(nèi)螺紋止通性。使用與內(nèi)螺紋同規(guī)格的螺栓,按照安裝部位配合的扭矩進(jìn)行預(yù)緊以驗(yàn)證防松脫性能。
為進(jìn)一步驗(yàn)證安裝自攻螺套的動態(tài)性能,可根據(jù)IEC 61373—2010標(biāo)準(zhǔn)開展振動沖擊試驗(yàn)及疲勞加載試驗(yàn)驗(yàn)證。
3 常見失效問題及處置方案
(1)自攻螺套開裂。自攻螺套開裂可能原因有底孔過小、自攻螺套非金屬夾雜物超標(biāo)及自攻螺套電鍍過程中氫脆等。一旦出現(xiàn)該類問題時(shí),可采用外徑尺寸更大的非標(biāo)螺套對底孔進(jìn)行修復(fù)。不建議簡單拆除開裂螺套后重新安裝的方式,因?yàn)檫@樣無法保證自攻螺套與基材之間足夠的嚙合率。
(2)自攻螺套滑出。自攻螺套滑出一般表現(xiàn)為使用過程中配合螺栓無法預(yù)緊,反向松開后自攻螺套跟隨螺栓一起滑出。造成此現(xiàn)象可能原因是安裝過程歪斜或自攻螺套與基材之間的嚙合率不夠。安裝過程歪斜導(dǎo)致基材兩側(cè)受力不均,進(jìn)而使自攻螺套與基材之間咬合失效,可考慮使用外徑尺寸更大的非標(biāo)螺套對底孔進(jìn)行修復(fù)。一旦自攻螺套與基材之間嚙合率設(shè)計(jì)選型不足,則需考慮重新進(jìn)行選型設(shè)計(jì)。
(3)螺套旋入底孔過深。此情況通常是由于安裝扭矩過大或者安裝工具限位功能失效導(dǎo)致,可復(fù)核安裝過載扭矩是否在推薦值范圍內(nèi),同時(shí)優(yōu)化安裝工具結(jié)構(gòu)。
4 結(jié)束語
近年來鋁合金材料被廣泛應(yīng)用于軌道交通動車及城軌車輛零部件,自攻螺套也隨之應(yīng)用得愈加廣泛。本文對鋁合金齒輪箱用自攻螺套的安裝工藝要領(lǐng)及相關(guān)常見問題的處置方法進(jìn)行了闡述,對后續(xù)大批量的工程應(yīng)用具有一定指導(dǎo)意義。