微織構刀具研究現狀及展望
2021-07-15 02:49:08戚凱峰張春堂趙成喜
機械工程師 2021年7期
戚凱峰 ,張春堂 ,趙成喜
(1.大連海洋大學 應用技術學院,遼寧 大連 116300;2.沈陽富創精密設備股份有限公司,沈陽 110168)
0 引言
隨著科學技術的發展,越來越多的高硬度、高強度和耐高溫等材料應用到生產實踐中來,如何使它們成型成為一個難題。雖然目前有各種特種加工方法得以實現,但其高成本限制了其應用,行之有效的仍是傳統的切削加工方式,這就對刀具切削性能和壽命等問題提出了較高要求。微織構刀具的出現可以在不改變刀具原有材料的基礎上,通過合理構造具有一定幾何形貌的前刀面達到改善刀具切削性能的目的,提高了刀具的使用壽命。目前對于微織構刀具的研究主要集中在以下幾個方面。
1 微織構刀具減磨機理
通過長期觀察和實踐發現,并不是越光滑的表面越耐磨,恰恰相反,往往具有一定微突起、微凹坑等微觀結構的表面更耐磨,減阻性能更好[1-2]。在切削塑性金屬材料時,切削力和切削熱來源于被切金屬的彈塑性變形和前后刀面處的摩擦,尤其以前刀面處的擠壓摩擦磨損最為嚴重。前刀面處的摩擦通常可以分為2個摩擦區,即內摩擦區和外摩擦區,如圖1所示[3]。

圖1 前刀面處的摩擦區及應力分布
其中85%以上前刀面處的摩擦力來源于內摩擦,所以前刀面處產生的摩擦力可近似用內摩擦來代替。通過觀察前刀面處摩擦區和應力分布圖可以發現,內摩擦區平均切應力達到刀屑冷焊剪切強度τs,所以前刀面處的摩擦力可用刀屑實際接觸面積乘以冷焊剪切強度來計算,即:
由于前刀面處微織構的出現,減少了前刀面與切屑的實際接觸面積Aa,進而起到減磨和降低切削力的作用,同時由于前刀面散熱面積的增大,散熱條件得到改善,也降低了切削溫度。由上面公式似乎可以發現,刀屑實際接觸面積越小,摩擦力就越小。其實不然,Duan Ran等[4-5]在采用平行于主切削刃微溝槽切削實驗時發現,在溝槽的棱角處會形成衍生切屑并產生二次切削,如圖2所示。二次切削會增大切削變形、切削力和前刀面處的摩擦磨損。

圖2 衍生切屑形成原理
由于微凹槽的存在,同樣使刀屑高壓接觸面間具備了更好的儲存潤滑劑能力,無論是干式切削還是澆注切削液都比無織構刀具表現出更好的自潤滑性能[6-8]。屠春娟等[6]研究了不同形貌微織構陶瓷刀在添加MoS2固體潤滑劑后的自潤滑性能,指出點陣微坑狀織構比直槽狀織構更有利于儲存潤滑劑、獲得更好的潤滑性能。Hao Xiuqing等[7]在硬質合金刀具前刀面上制備直線槽和直線槽、曲線槽相間條紋狀微織構并添加MoS2固體潤滑劑進行切削實驗,指出直線槽、曲線槽相間的條紋狀微織構刀具具備更好的儲存潤滑劑能力,表現出更好的潤滑性能。由于在金屬切削過程中,切屑前刀面流出具有半流體流動特征,對于摩擦磨損機理還有待進一步研究。
2 微織構制備方法及特點
目前刀具微織構的基本制造過程都是在刀具制造完成后,通過傳統切削或特種加工的方法在刀具前刀面制造出微結構,主要加工方法有磨削加工、激光加工、電火花加工、電子束加工、離子束加工、超聲加工、化學刻蝕加工等[9-10]。常用加工方法特點對比如表1所示。

表1 微織構常用加工方法特點
以上常見加工方法中以激光加工最為常用,目前的研究雖然取得一定成果,但是在刀具上加工微織構成本比較高,實踐生產中仍未推廣應用。
3 微織構形式及其對切削性能的影響
對于不同刀具材料和不同的加工條件,為了尋求減磨降阻效果更好的微織構,研究者們開發了大量形式各異的微織構,比較典型的微觀結構如圖3所示。
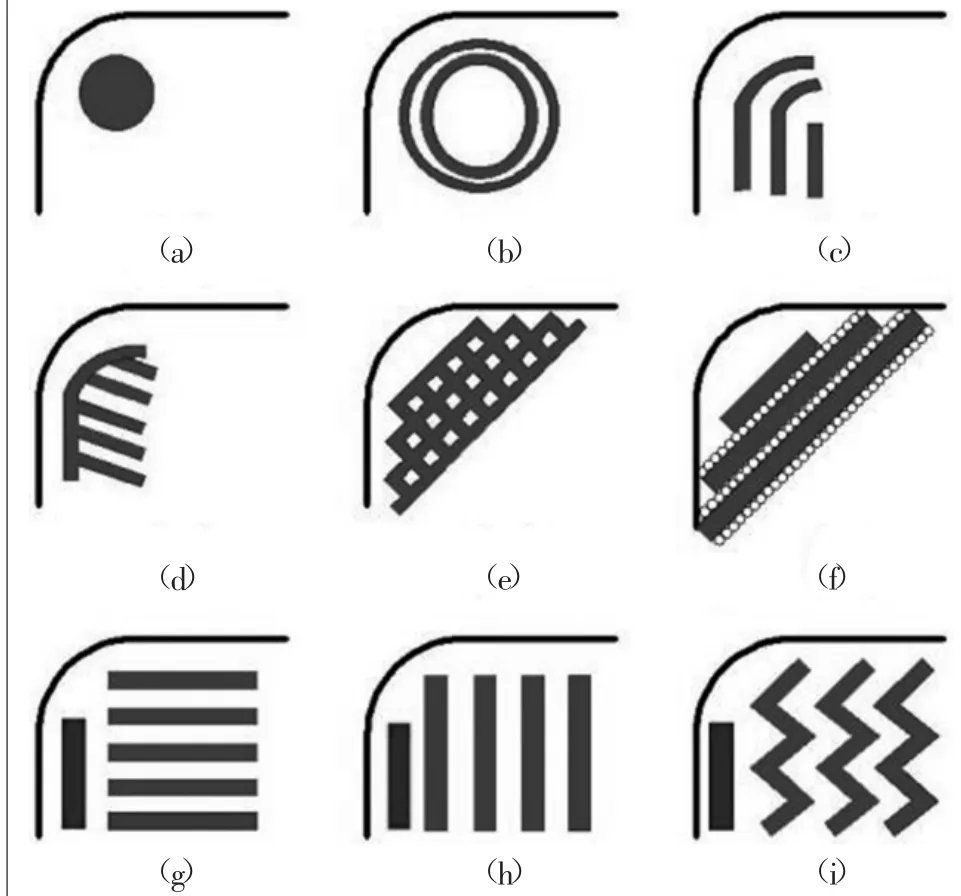
圖3 典型微織構
目前對于條形和點陣凹坑狀紋理的研究比較多,且紋理加工比較容易實現。不少學者對條形紋理進行了深入研究并指出,平行于流屑方向的條紋容易獲得更好的減磨、降力、降溫效果[11]。Ma Jianfeng[12]對于條紋距離刀刃邊距及間距等幾何參數進行了優化,指出切削Ti-6Al-4V材料時條紋刃邊距為70~90μm時最合理,考慮到最小化三項切削力最小寬深比范圍為10~16時比較合理。李坤等[13]在研究Al7075-T6鋁合金切削時指出,織構寬度為40μm、織構刃邊距為80μm、織構間距為70μm、織構深度為20μm時,刀具的主切削力及切削溫度最低。OLLEAK A等[14]研究指出不等間距條紋比等間距條紋表現出更好的耐磨性能。
Shanmugasundaram Durairaj等[8]對凹坑狀微織構的幾何參數進行了優化,指出點陣孔的直徑是影響切削力、剪切角、6061鋁合金粘接的最重要參數,合理選擇點陣孔幾何參數可減小刀屑實際接觸面積的61%。Cui Xiaobin等[15]制備了凹坑與窄槽相間的微織構,指出防鯊魚和蜣螂的微織構刀具表現出更好的耐磨性能。
對于微織構的研究目前主要集中于以下3個方面:1)利用仿生學等手段開發具有減磨降阻效果更好的微織構;2)對表現較好的已有微織構進行幾何參數的優化;3)將微織構與自潤滑刀具和涂層刀具成型過程相結合,開發具有減磨、耐磨效果更好的刀具。
4 結論
高速干式硬切削是綠色制造技術研究重要內容之一,其關鍵是如何進一步提高刀具的切削性能,微織構刀具以其優越的性能表現越來越被業界所重視,以下幾個方面的問題則有待進一步研究:1)充分利用仿生學技術,開發具有摩擦阻尼更小的微觀織構;2)進一步深入研究微織構刀具減磨機理,根據加工條件構造更適宜的微觀織構;3)將微織構刀具技術與涂層技術相結合,構造織構化涂層,進一步提升現有涂層刀具的切削性能;4)開發新的微織構制造方法或工藝,降低微織構刀具的制造成本,實現微織構刀具的產業化。