三點(diǎn)直推式鐵鉆工沖扣鉗殼體關(guān)鍵制造技術(shù)
2021-07-15 02:48:48程曉麗楊琨黃元元段寶軍姜振祥王玉
機(jī)械工程師 2021年7期
程曉麗,楊琨 ,2,黃元元,段寶軍 ,姜振祥 ,王玉
(1.寶雞石油機(jī)械有限責(zé)任公司,陜西 寶雞 721002;2.中油國(guó)家油氣鉆井裝備工程技術(shù)研究中心有限公司,陜西 寶雞 721002)
0 引言
隨著鉆井設(shè)備自動(dòng)化水平的不斷提高,鐵鉆工由于其高效、安全的特性,越來(lái)越受到客戶的青睞、應(yīng)用越來(lái)越廣泛[1-2]。目前,我公司生產(chǎn)制造的鐵鉆工涵蓋了伸縮臂式[3]、導(dǎo)軌式[4]等眾多品種,在伸縮臂式鐵鉆工中,三點(diǎn)對(duì)中夾持的鉗體(如圖1),對(duì)比兩點(diǎn)直推式的鉗體,在同缸徑的條件下,能夠提供更大的轉(zhuǎn)矩[5]。在研發(fā)與制造的過(guò)程中,沖扣鉗殼體在鐵鉆工進(jìn)行沖扣運(yùn)動(dòng)時(shí)承受載荷較大[6],但由于其內(nèi)腔結(jié)構(gòu)復(fù)雜,加工難度較大,機(jī)加工工藝方案設(shè)計(jì)的是否合理直接決定了該零件最終能否滿足設(shè)計(jì)各項(xiàng)精度要求,也決定著鐵鉆工夾緊和沖扣的作業(yè)能否順利完成。
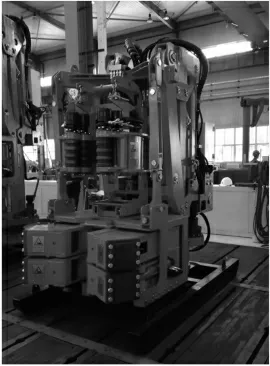
圖1 ST-160鐵鉆工
1 殼體結(jié)構(gòu)工藝性分析
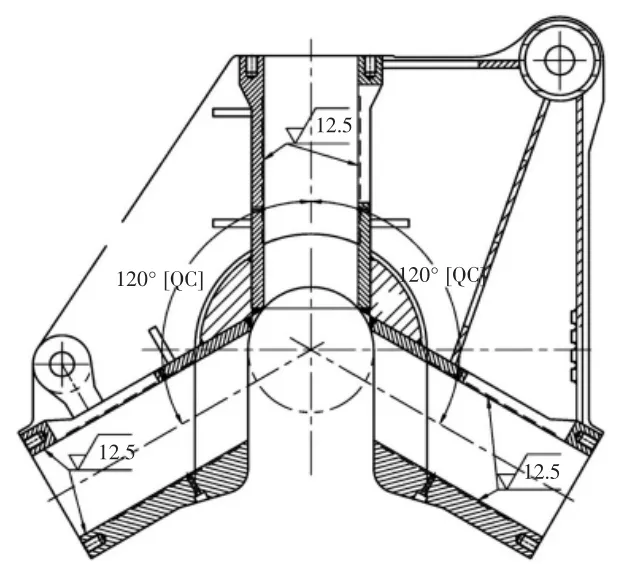
三點(diǎn)對(duì)中式鐵鉆工沖扣鉗殼體結(jié)構(gòu)如圖2所示,有3處寬度相等、中心呈120°分布的內(nèi)腔,液缸推動(dòng)滑塊在三處內(nèi)腔里進(jìn)行滑移運(yùn)動(dòng),實(shí)現(xiàn)鉆具的夾緊,從其使用角度可以看出,三處內(nèi)腔中心線要交匯一點(diǎn)且與鉆具外圓理論上應(yīng)該是同心,這對(duì)加工提出了很高的要求,同時(shí)內(nèi)腔是封閉的矩形,內(nèi)腔兩側(cè)面要求加工,如何在保證各項(xiàng)形位精度的情況下完成內(nèi)腔側(cè)面的加工成為一大難題。殼體為組焊結(jié)構(gòu)[7],且存在U形開(kāi)口,加大了焊接變形的影響,如何規(guī)避U形開(kāi)口處的焊接變形[8]也是工藝方案設(shè)計(jì)時(shí)一項(xiàng)重要的考慮因素。
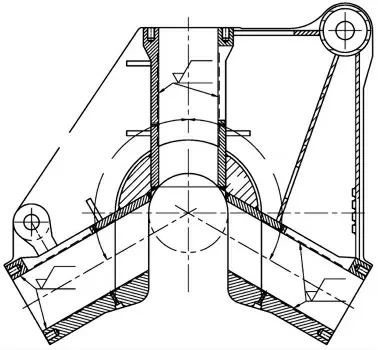
圖2 沖扣鉗結(jié)構(gòu)圖
2 工藝方案的設(shè)計(jì)與實(shí)施
2.1 工藝方案的設(shè)計(jì)
考慮三處內(nèi)腔呈120°分布,且相互交匯一點(diǎn),如果成封閉的箱體狀態(tài)加工端面,是很難實(shí)現(xiàn)的[9],所以將內(nèi)腔的側(cè)面加工方案設(shè)計(jì)為先將下面板與內(nèi)腔的側(cè)板焊接(如圖3),然后對(duì)內(nèi)腔側(cè)板進(jìn)行銑削加工,然后再將殼體的上面板焊接,形成封閉腔體,再加工殼體上的各連接孔,制定的工藝方案如圖3所示。

圖3 制定的工藝方案

圖4 焊接后的殼體
由于殼體三處內(nèi)腔中心線要交匯一點(diǎn)、且與鉆具外圓同心,否則在沖扣鉗夾緊鉆具和沖扣時(shí),鉆具會(huì)因受剪切力而受傷,所以在加工過(guò)程中要充分考慮如何保證三處內(nèi)腔120°交匯一點(diǎn),從圖2可以看出,交匯處是缺口位置,肉眼無(wú)法辨識(shí),在最初的方案制定時(shí),在側(cè)面銑出一基準(zhǔn)面,后續(xù)加工完全依靠機(jī)床保證[7]。
2.2 實(shí)施過(guò)程中出現(xiàn)的問(wèn)題
2.2.1 焊后變形情況嚴(yán)重
殼體是組焊結(jié)構(gòu),由于該工件需在上面板焊接之前對(duì)三處開(kāi)襠進(jìn)行加工,也就是說(shuō)最初的狀態(tài)未形成一個(gè)封閉的腔體,整體剛性較差,同時(shí)工件中心U形缺口也對(duì)剛性影響較大,在下面板與側(cè)板焊接后出現(xiàn)了整體翹曲變形[8],從圖5中兩處面板高低差可見(jiàn)。
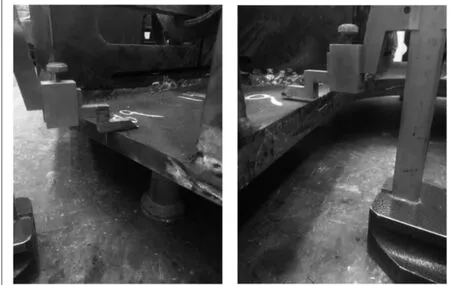
圖5 焊后變形
2.2.2 工藝撐去除后出現(xiàn)變形
為防止開(kāi)檔在焊接過(guò)程中變形較大,需在焊接過(guò)程中增加相關(guān)輔助拉筋或背板。但這類防止焊接變形的措施,在后續(xù)加工中被去除,繼而釋放了相應(yīng)的變形量。
2.2.3 對(duì)中效果不好
由于殼體三處內(nèi)腔呈120°分布,一處基準(zhǔn)面不能有效地解決對(duì)中的精確度問(wèn)題,尤其加工過(guò)程中將原來(lái)的拉筋去除,工件再次變形,導(dǎo)致最后加工的三處內(nèi)腔中心對(duì)中效果不好。
2.3 解決方案及過(guò)程控制
針對(duì)實(shí)施過(guò)程中出現(xiàn)的變形問(wèn)題,逐一進(jìn)行解決。
首先針對(duì)剛性差導(dǎo)致的焊接變形問(wèn)題,提出不對(duì)面板中間U形缺口進(jìn)行預(yù)制(如圖6),能夠有效地加強(qiáng)工件剛性,避免U形缺口處焊接變形的問(wèn)題;另一方面,能夠保證在劃線加工時(shí)中心點(diǎn)可見(jiàn),加工三處內(nèi)腔時(shí)將可以直接將基準(zhǔn)點(diǎn)定位到中心(如圖7),提高對(duì)中效果。同時(shí)針對(duì)工藝撐去后變形問(wèn)題,增加焊后去應(yīng)力工序,有效減小變形。

圖6 鑲補(bǔ)后的面板
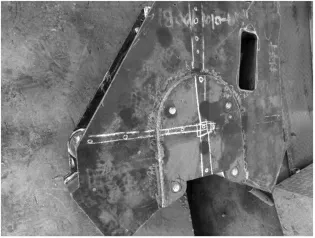
圖7 殼體中心
優(yōu)化后的工藝方案如圖8所示。

圖8 優(yōu)化后的工藝方案
2.3.1 下面板與側(cè)板焊接
一次大組合時(shí),連接板之間、立板之間分別均勻點(diǎn)焊剛性工藝撐(工藝撐要求打摞銑頭處理,長(zhǎng)度誤差≤0.5 mm),保證開(kāi)檔尺寸公差要求;焊接前,組件背面整體點(diǎn)焊工藝板(板厚≥50 mm),長(zhǎng)寬尺寸略大于面板,以減小焊接變形。
焊接時(shí),先焊坡口尺寸較小側(cè)焊縫,再焊坡口尺寸較大一側(cè),焊接時(shí)盡量采用小電流不擺動(dòng)快速施焊,一層和一層之間稍作停留,避免層間溫度過(guò)高。焊后進(jìn)行去應(yīng)力處理。
2.3.2 下蓋板與立板組合加工
按照所劃各線找直找正,加工時(shí)內(nèi)腔面時(shí)采用低速銑削,減小刀具對(duì)工件的作用力、降低切削溫度,同時(shí)盡量減少工件裝夾點(diǎn),壓點(diǎn)處必須墊實(shí),減少裝夾塑性變形。在粗銑去除焊縫高點(diǎn)后松開(kāi)工件,時(shí)效后再次裝夾精銑[10];使用ROT RPL=120指令使其機(jī)床坐標(biāo)系旋轉(zhuǎn)120°,保證三處腔體120°精度要求。
2.3.3 上蓋板焊后整體加工
在上蓋板焊后整體加工U形槽的時(shí)候?yàn)榱朔乐构ぜ俅巫冃巍J紫仁褂忙?0刀盤粗加工,去除大部分余量后松開(kāi)壓板,釋放應(yīng)力再次在原位置上進(jìn)行裝夾,進(jìn)行精加工。加工結(jié)束后進(jìn)行測(cè)量,各項(xiàng)尺寸都得到了有效的控制,且公差均符合設(shè)計(jì)要求。
3 結(jié)語(yǔ)
本文為解決三點(diǎn)直推式鐵鉆工在焊接及機(jī)加工過(guò)程中所產(chǎn)生的變形提供了有效的方法,保證三處呈120°均勻分布的開(kāi)檔質(zhì)量,在焊接過(guò)程中通過(guò)對(duì)U形缺口的前后整改、輔以工藝撐,合理安排焊接工序、去應(yīng)力、裝夾、加工參數(shù)及加工順序等方法,達(dá)到了較為滿意的加工質(zhì)量。
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03