輪胎胎圈打褶和胎里窩氣的原因分析及解決措施
2021-07-19 09:20:40慕振興胥建剛王俊霞王明偉孫宗濤
輪胎工業 2021年2期
慕振興,胥建剛,王俊霞,王明偉,孫宗濤
[浦林成山(山東)輪胎有限公司,山東 榮成 264300]
輪胎生產過程中的外觀質量問題主要有以下幾類[1-5]:(1)墊傷缺陷包括胎肩墊傷、胎側墊傷、胎冠墊傷、胎里墊傷、胎肩雜物墊傷、胎側雜物墊傷、胎冠雜物墊傷和胎里雜物墊傷;(2)損傷缺陷包括胎圈彎曲、胎體變形、割傷、胎冠損傷、胎肩損傷、胎側損傷、胎圈損傷、內襯層損傷、烙傷、削傷和胎體損傷[6];(3)胎圈缺陷包括胎圈寬窄不一、胎趾圓角和胎圈大邊(局部、整周、露鋼絲)[7-9];(4)胎里缺陷包括膠囊打褶、胎圈打褶、窩氣、胎里不平、膠囊裂口、粘膠囊、膠囊碎、胎里起凸和胎內裂口;(5)缺膠缺陷包括花紋圓角、胎冠出溝、胎冠缺膠、胎肩出溝、胎肩缺膠、胎圈缺膠、下胎側/胎圈(重皮)、上/下胎側缺膠和胎里缺膠[10];(6)模具缺陷包括胎肩出臺、胎圈出臺、花紋塊錯位和大邊。
本工作主要對輪胎生產過程中比較常見、數量較多的胎里缺陷中的胎圈打褶和胎里窩氣進行原因分析,并提出相應的解決措施。
1 胎圈打褶
胎圈打褶是輪胎硫化過程中硫化膠囊未完全舒展開、圈口部位膠料堆積造成的圈口部位局部凹陷現象,見圖1。通過現場查看和分析,胎圈打褶主要是由裝胎偏歪和硫化膠囊打褶造成的。
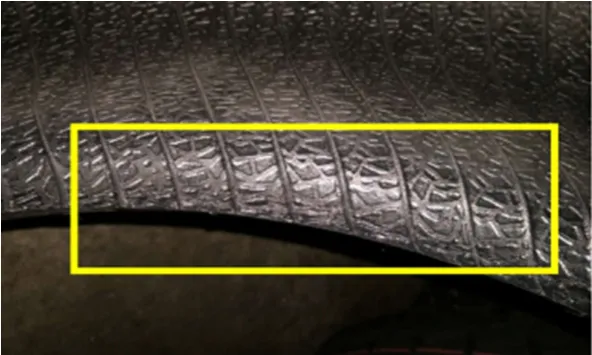
圖1 輪胎胎圈打褶
匯總統計半個月的胎圈打褶缺陷,發現12R22.5規格輪胎胎圈打褶數量及占比最大(見表1),因此優先對該規格輪胎進行分析及改善。

表1 胎圈打褶輪胎數量及占比統計
1.1 裝胎偏歪
裝胎偏歪主要是胎坯下降到下鋼圈位置時,圈口部位一側翹起卡在鋼圈上無法下落,另一側落到鋼圈底部造成的,如圖2所示。

圖2 裝胎偏歪
1.1.1 機械手伸張直徑大
1.1.1.1 原因分析
機械手伸張直徑過大,胎坯吊起后牢固地卡在機械手抓片中上部,不能自動滑到機械手抓片底端位置,造成抓胎偏歪。
1.1.1.2 解決措施
(1)機械手伸張直徑公差調整。機械手伸張直徑公差由±10 mm調整為±3 mm,對現場所有硫化機的機械手伸張進行確認和調整,確保胎坯吊起后能夠自動下滑,保持水平不偏歪。機械手伸張直徑調整前后吊胎坯情況如圖3所示。

圖3 機械手伸張直徑調整前后吊胎坯對比
(2)機械手精度校驗。通過在機械手抓片上安裝校準測量環,定期對機械手對中精度、水平精度進行校驗,如圖4所示。
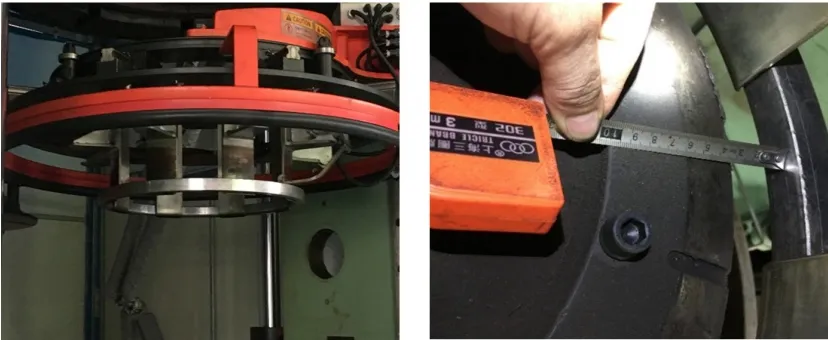
圖4 機械手精度校驗
1.1.2 胎坯變形
1.1.2.1 原因分析
胎坯變形過大,造成圈口部位呈橢圓或不規則形狀,胎坯降落到下鋼圈位置時不能與鋼圈緊密配合,一側翹起,另一側落到鋼圈底部,造成裝胎偏歪,如圖5所示。
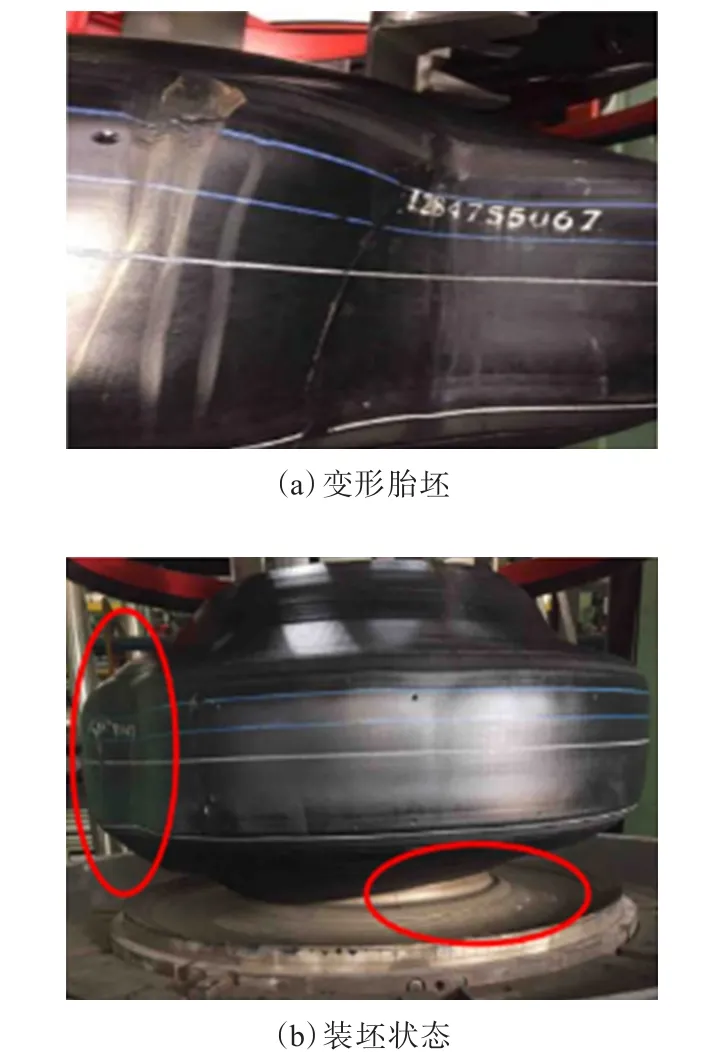
圖5 胎坯變形裝胎情況
1.1.2.2 解決措施
對容易變形的大規格輪胎胎坯車進行改造,損壞的胎坯車必須修理合格后再使用。將胎坯車帆布帶后方固定位置下移150 mm,并將帆布帶總長度減小100 mm。此改進的優點是不增加額外費用,改造前后胎坯車如圖6所示。

圖6 胎坯車改造前后對比
1.2 膠囊打褶
膠囊打褶主要是由于膠囊在胎坯內部舒展不暢,不能完全張開及與胎坯緊密貼合,造成胎坯口部膠料在膠囊打褶處堆積。
1.2.1 膠囊未噴涂隔離劑或隔離劑噴涂過少
1.2.1.1 原因分析
未噴涂隔離劑或隔離劑噴涂過少,膠囊與胎坯接觸面的摩擦力增大,不利于膠囊的舒展,易造成膠囊的堆積打褶。
1.2.1.2 解決措施
(1)規定膠囊噴涂方法。膠囊每班噴涂1—2次,每次均勻噴涂2周;新膠囊要連續噴涂2鍋;使用超過300次的膠囊可適當增加噴涂次數,每班噴涂3—4次。
(2)膠囊替代。用光面膠囊替代碎石花紋膠囊,減小膠囊與胎坯之間的摩擦力,便于膠囊更好地舒展。膠囊外觀對比見圖7。
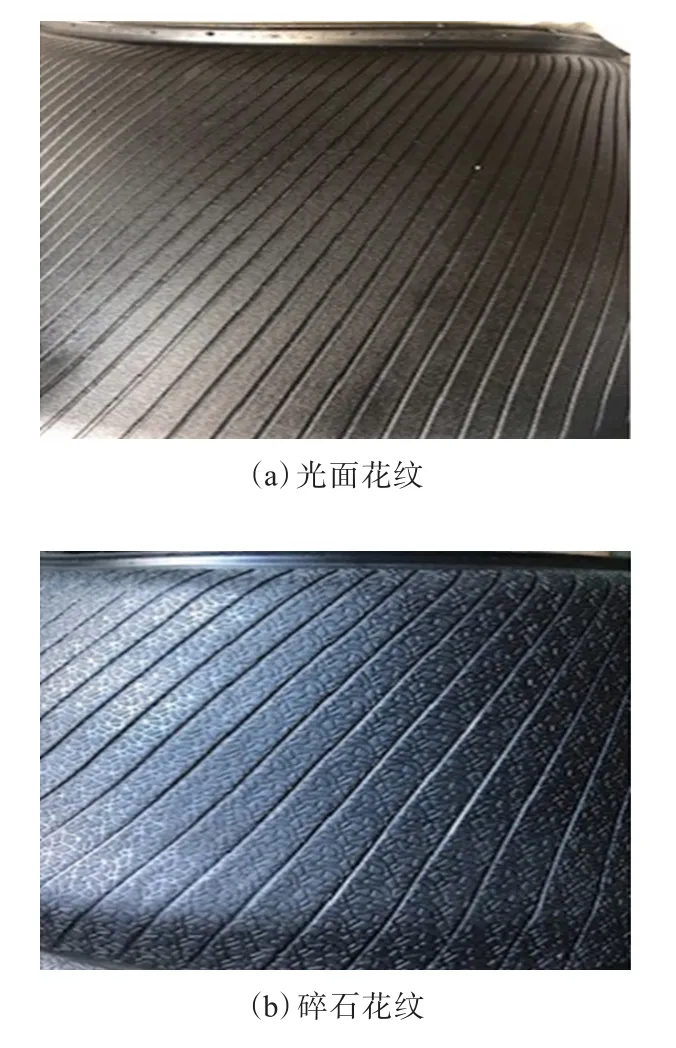
圖7 光面膠囊與碎石花紋膠囊外觀
1.2.2 內套高度低
1.2.2.1 原因分析
胎坯一次定型時,胎坯上胎圈高于模具上夾盤,造成膠囊在胎坯內部舒展不暢,導致膠囊堆積,產生打褶缺陷,一般會造成輪胎上胎圈打褶。
1.2.2.2 解決措施
內套高度由290 mm調整為320 mm,胎坯口部與膠囊上夾盤平齊,見圖8。
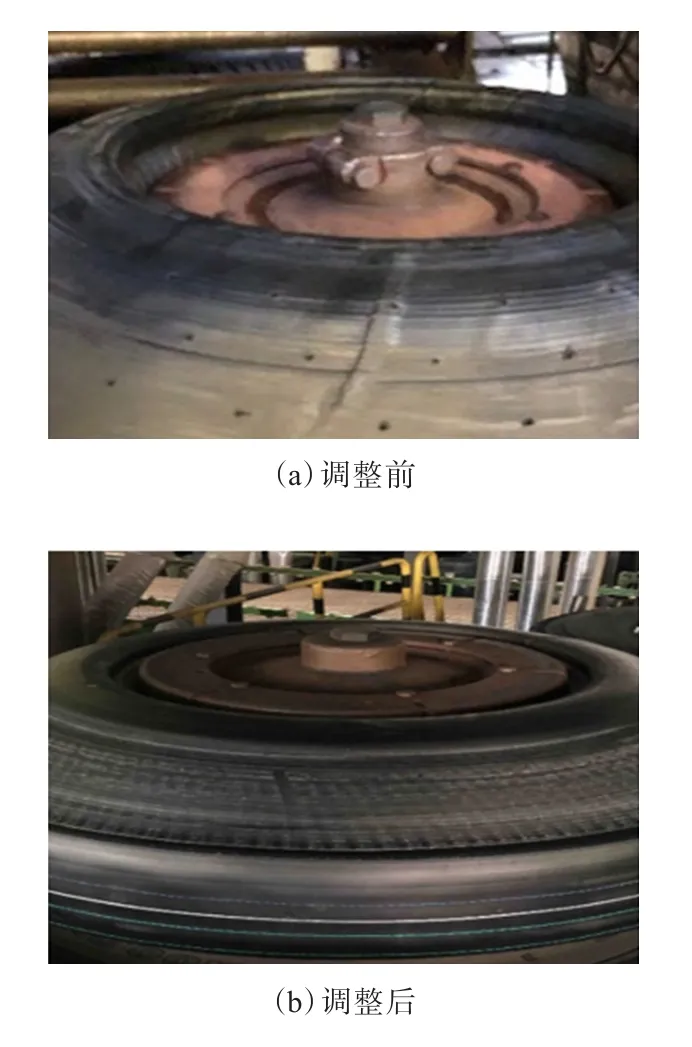
圖8 內套高度調整對比
1.2.3 膠囊收縮不均
1.2.3.1 原因分析
硫化結束啟模后進行抽真空動作,膠囊收縮不均造成膠囊打褶,重新裝胎坯硫化時,胎坯內部膠料在膠囊堆積打褶處造成膠料堆積。
1.2.3.2 解決措施
在硫化結束及胎坯定型過程中增加膠囊“呼吸”動作,讓打褶的膠囊充分伸展,收縮時形成6瓣狀,便于裝胎,減少打褶缺陷。改善前后膠囊收縮形狀見圖9。
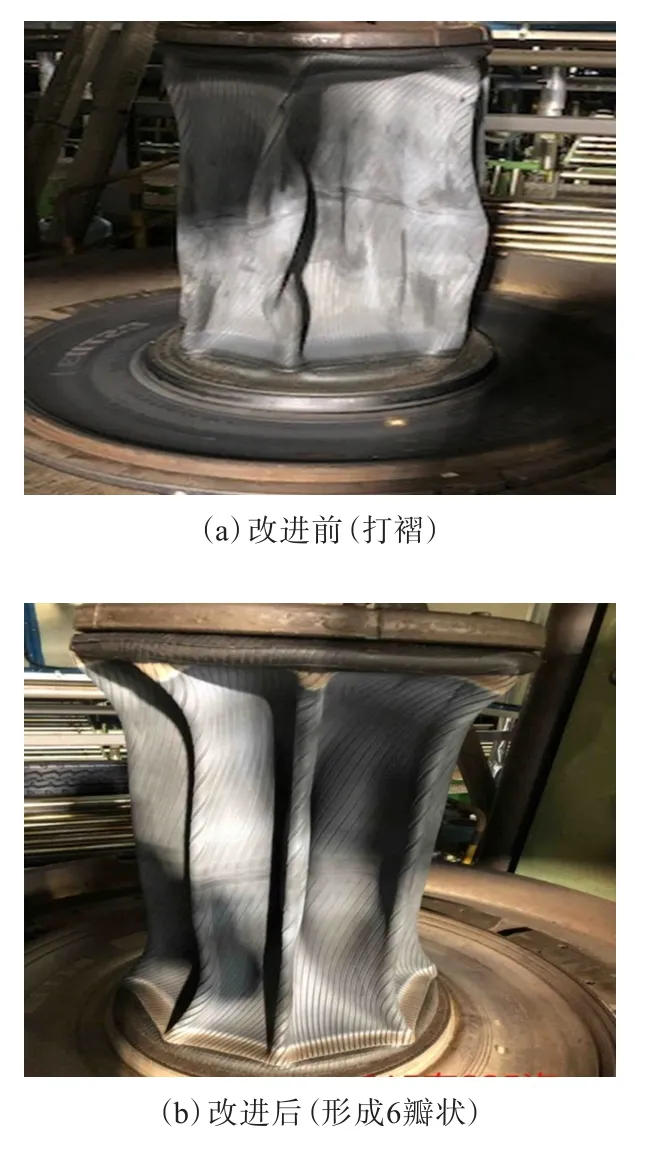
圖9 定型改進前后膠囊收縮形狀對比
1.2.4 裝胎高度不合適
1.2.4.1 原因分析
胎坯裝入時偏高,膠囊定型時下口膠囊擠在胎坯口部未裝進去,導致膠囊堆積,產生打褶,此原因一般會造成下胎圈打褶。
1.2.4.2 解決措施
(1)規范裝胎高度,機械手裝胎時,胎坯下口距離下鋼圈10~15 mm。
(2)安裝機械手定位桿,控制裝胎高度在規定范圍內,防止機械手降落不到位或降落過低。
1.3 改善效果
統計2018年5月至2019年6月的胎圈打褶輪胎數量,改善后胎圈打褶輪胎數量明顯減小,控制相對穩定,統計數據見表2。
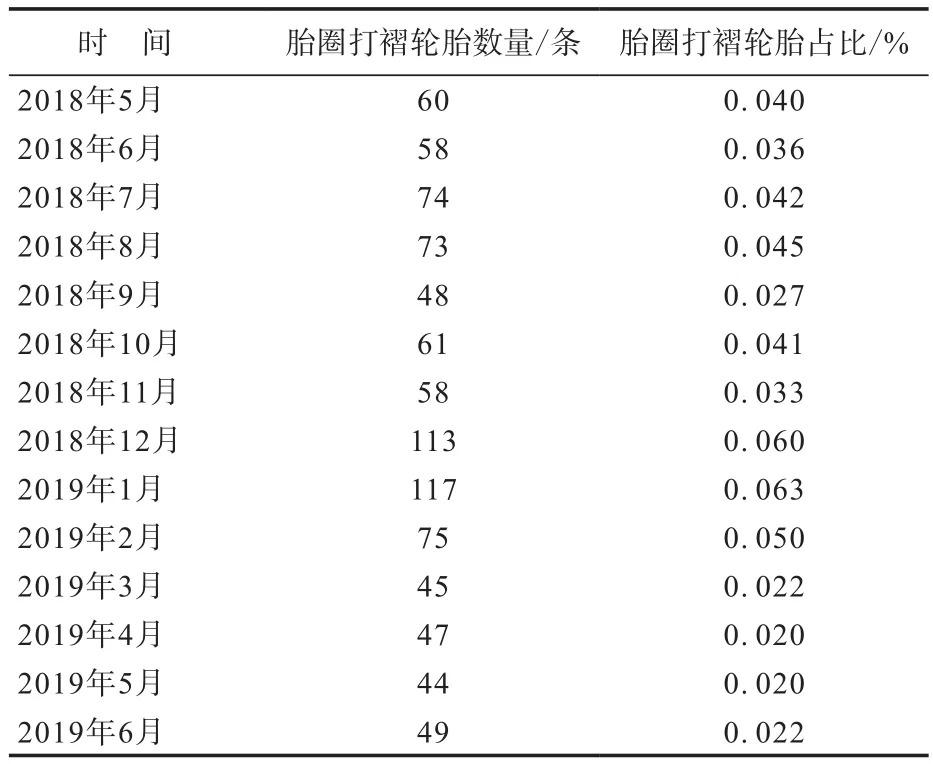
表2 改進前后胎圈打褶輪胎數據統計
2 胎里窩氣
胎里窩氣是輪胎硫化過程中硫化膠囊與胎坯沒有完全結合、其間的氣體未完全排出造成的。胎里窩氣缺陷主要發生在胎里的肩部位置,如圖10所示。
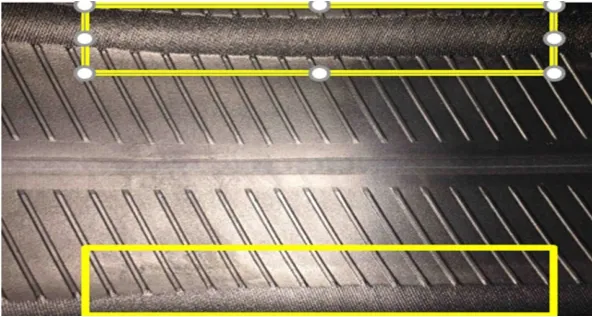
圖10 胎里窩氣
2.1 數據分析
對12R22.5規格輪胎的84條胎里窩氣輪胎進行原因分析,結果見表3。

表3 胎里窩氣原因分析
由表3可以看出,產生胎里窩氣的主要原因是停機時間過長。停機時間過長會造成定型管路產生大量冷卻水,胎坯定型時冷卻水不易排出,膠囊不能充分伸張,與胎坯不能緊密結合,使得膠囊與胎坯之間的氣體不能及時排出,造成窩氣現象。
2.2 解決措施
2.2.1 工藝控制
(1)膠囊在定型狀態下噴涂脫模劑,噴涂時噴槍距離膠囊15~25 cm,脫模劑呈扇形,沿膠囊表面上下噴涂,每次均勻噴涂2周,每班噴涂1—2次;新膠囊要連續噴涂2鍋;使用超過300次的膠囊可適當增加噴涂次數,每班3—4次。
(2)新膠囊首鍋噴涂后均勻膨脹10次,每次膠囊直徑需超過側板直徑。
2.2.2 定型時間調整
由一次定型結束后進行二次定型改為一次定型未結束提前進行二次定型,防止一次定型與二次定型轉換時出現瞬間掉壓問題。
2.2.3 增加定型排放裝置
在主排管路增加定型排放裝置,一次定型開始的同時,自動打開定型排放閥門,將定型管路的冷凝水充分排放,保證定型壓力穩定。
2.3 改善效果
試驗選擇生產12R22.5規格輪胎的309#—311#和317#—319#共6臺1 727 mm(68英寸)硫化機進行改進試驗,統計數據見表4。
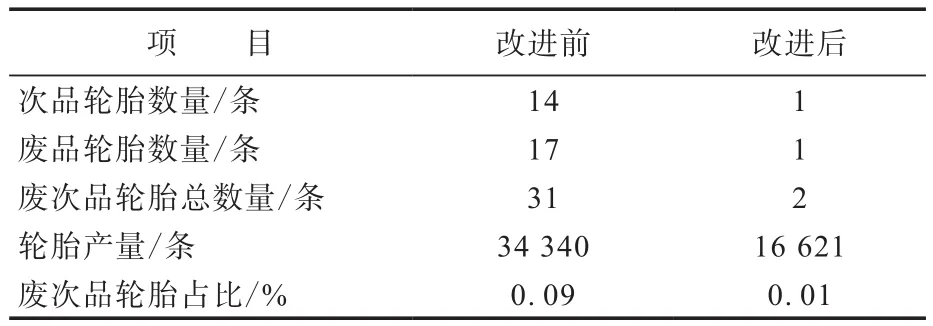
表4 胎里窩氣改善效果
由表4可以看出,改進后胎里窩氣輪胎數量及占比明顯減小,改善效果明顯。
3 結語
通過現場原因分析及采取一系列整改措施,解決了輪胎胎圈打褶和胎里窩氣問題,取得了初步成效,提升了產品合格率,改進后1年中胎圈打褶和胎里窩氣缺陷輪胎數量分別減少458和65條,節約生產成本近18萬元。這也為其他規格輪胎及其他缺陷的改善工作提供了理論依據。