9.00R20 144/142F 16PR加強型全鋼載重子午線輪胎的設計開發
2021-07-19 13:05:28燕杰凱張玉亮王東曉劉廣華
橡膠科技 2021年10期
關鍵詞:設計
燕杰凱,張玉亮,王東曉,劉廣華
(山東華盛橡膠有限公司,山東 東營 257300)
根據市場需求,我公司設計開發了一種9.00R20加強型全鋼載重子午線輪胎。該輪胎滿足了南方山區重載運輸市場對輪胎耐重載、抗刺扎性能的要求,同時為我公司帶來了很好的經濟效益和社會效益。現將該產品的設計情況簡介如下。
1 技術要求
根據GB/T 2977─2016《載重汽車輪胎規格、尺寸、氣壓與負荷》和山區特殊路況及使用條件,確定9.00R20 144/142F 16PR 加強型全鋼載重子午線輪胎的技術參數為:標準輪輞7.0J,標準充氣壓力 900 kPa,充氣外直徑(D′)
1 030(1 014.43~1 045.57)mm,充氣斷面寬(B′)259(248.7~269.3)mm,單胎負荷2 800 kg。
2 結構設計
2.1 外直徑(D)和斷面寬(B)
子午線輪胎充氣后外緣尺寸變化較小[1]。為滿足南方山區重載及路況惡劣的特殊使用環境,同時為保證輪胎充氣外緣尺寸符合國家標準,本設計D取1 025 mm,根據經驗,該規格產品在標準充氣壓力下外直徑膨脹率(D′/D)取1.001 5,經計算D′目標值為1 027 mm,確定模具外直徑為1 026 mm。
B的取值既要確保輪胎充氣后尺寸在標準范圍內,又要使輪胎充氣后不出現“大肚子”現象,以免輪胎在使用過程中被銳石刮傷胎側。考慮實際使用中的重載條件,本設計B取260 mm,根據該規格輪胎以往設計經驗,標準充氣壓力下斷面寬膨脹率(B′/B)取1.015 2,本設計B′為264 mm。
2.2 行駛面寬度(b)和弧度高(h)
b值關乎輪胎的整體使用性能[2-3]。b過大,胎肩部位就會過厚,熱量難以散發,導致輪胎使用過程中容易出現肩空。b過小,輪胎充氣后會出現“大肚子”現象,在山區行駛過程中容易被銳石扎傷胎側。同時b過小,輪胎接地面積也會過小,從而導致胎面接地壓力增大,輪胎耐磨性能降低,胎面應力過大易出現胎冠爆破。結合以上因素綜合考慮輪胎胎面的耐磨、耐重載以及抗刺扎特性,在設計過程中考慮減少輪胎在使用過程中的早期肩空問題,同時增大輪胎接地印痕面積以提高輪胎的耐磨性能及延長使用壽命,本設計b取215 mm,經計算b/B值為0.826 9。
h的取值與輪胎使用過程中的負載量有關,同時該值的大小會影響輪胎的接地面積與接地形狀。在同等載荷情況下,h值過大會導致胎面出現偏磨中心,h值過小會導致出現偏磨兩肩。根據該規格輪胎設計開發經驗以及山區重載情況,本設計h值取7.5 mm。
2.3 胎圈著合寬度(C)和著合直徑(d)
胎圈尺寸依據輪輞曲線設計,設計時要考慮輪胎與輪輞配合有合理的間隙,同時還要考慮方便裝卸輪胎。結合以上兩個重要因素,本設計C取190 mm,經計算C/B為0.731,d取511 mm。
2.4 斷面水平軸位置(H1/H2)
眾所周知,H1/H2對輪胎的性能與使用壽命起著至關重要的作用。H1/H2越大,胎側屈撓變形區域越靠上,屈撓變形越容易致使胎肩部位生熱過高,從而過早出現肩空和肩裂等問題;H1/H2越小,胎側屈撓位置越靠近胎圈部位,相應胎圈位置生熱越大,從而導致胎圈部位出現斷裂和胎圈空等問題。考慮以上兩個重要因素,結合輪胎實際使用過程中行駛速度較低、胎肩生熱較少、負載量大的情況以及以往設計經驗,本設計H1/H2取0.55。
輪胎斷面輪廓示意如圖1所示。
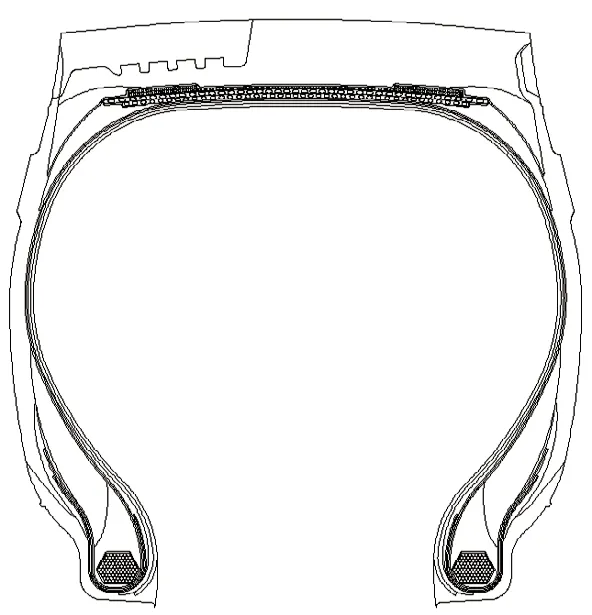
圖1 輪胎斷面輪廓示意
2.5 花紋設計
根據市場調研,該輪胎主要用于南方山區重載低速運輸,使用環境對輪胎的抗刺扎、載重能力與驅動性能都有很高的要求。
考慮路況與使用需求,為增強輪胎的驅動性能,本設計輪胎花紋采用階梯狀短直溝花紋,輪胎在泥濘路面的驅動性能較好,同時胎冠表面設有內嵌式裝飾花紋,以提高輪胎的抗濕滑性能和可鑒別性。花紋深度為24 mm,為增大輪胎的接地面積,花紋節距數為33,花紋飽和度為69.14%。階梯式花紋溝側壁設計能有效緩解花紋溝底部應力過大導致的溝裂問題,同時可以提高輪胎的排石和排污性能,進一步提高輪胎的行駛安全性能。胎面花紋中間設有散熱孔,可以很好地緩解輪胎行駛過程中胎冠溫度過高導致的胎冠脫空問題,并延長輪胎使用壽命,增加輪胎附加值。
花紋展開示意如圖2所示,花紋立體效果如圖3所示。
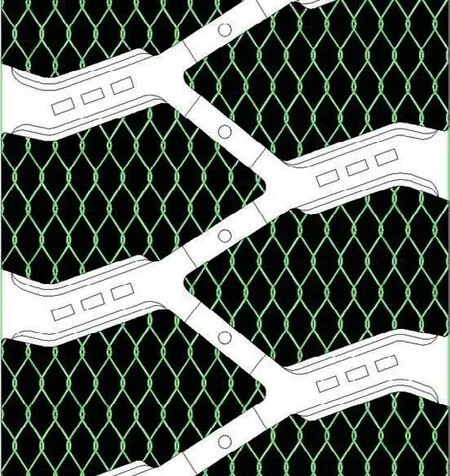
圖2 花紋展開示意

圖3 花紋立體效果
3 施工設計
3.1 胎面
胎面采用抗撕裂性能和耐磨性能良好的膠料,通過優化膠料硫化體系,使膠料耐磨性能和抗撕裂性能得到優化平衡,延長產品使用壽命。成品輪胎花紋溝底部基部膠厚度達到8 mm,大幅提高輪胎的抗刺扎和抗撕裂性能。胎面施工采用雙復合擠出工藝,因輪胎使用環境對胎面強度與抗撕裂性能要求苛刻,本設計胎面為小翼膠結構。通過改善翼膠膠料配方,達到胎肩生熱低、與胎面膠粘性好的目的,在保證胎面強度要求的前提下減少輪胎早期出現的肩空問題。
3.2 帶束層
根據南方山區重載運輸市場的需求,本設計對帶束層的強度和抗沖擊性能提出了很高要求,通過優化調整帶束層膠料配方使鋼絲與膠料之間粘合性能以及膠料的抗撕裂性能提高,從而使輪胎的耐久性能提高。第1層和第2層帶束層采用4+6×0.38HT高強度鋼絲簾線,以保證胎冠有足夠的強度,第3層帶束層采用5×0.38HEI高伸長、高抗沖擊鋼絲簾線以提高輪胎在惡劣路面上的抗沖擊性能,0°帶束層采用3×7×0.22HE高伸長鋼絲簾線。充氣壓力為1.5倍標準充氣壓力時,輪胎接地印痕均為矩形,表明帶束層結構穩定性好。
3.3 胎體
本設計根據TECO安全倍數計算公式計算單根鋼絲簾線的承受力來選取胎體簾線。根據以往設計經驗,重載類輪胎在標準充氣壓力下胎體簾線的安全倍數應大于8.5。該規格輪胎主要用于我國南方山區內重載運輸,存在超載現象。該輪胎胎體配方使用優化粘合體系,使膠料與鋼絲的粘合性能進一步提升,同時采用低結構、高耐磨炭黑,使膠料的強度和耐屈撓性能更好地滿足使用要求。為滿足產品的安全性和提高負載能力,胎體采用0.25+(6+12)×0.225HT高強度鋼絲簾線,經計算胎體安全倍數達到9.5。
3.4 胎側
該產品主要使用于山區重載運輸,路況惡劣,為保證胎側有足夠強度,本設計采用加厚胎側,特別是胎肩部位設有加寬、加厚的防擦墻,厚度達到9 mm,可有效緩解使用過程中硬物對胎側的損傷。
3.5 胎圈
為減少輪胎生產過程中人為因素和物料因素對產品質量的影響,本設計胎圈部位采用單層鋼絲護布結構。該護布結構為我公司實用新型專利技術,能有效緩解U型護布結構胎圈內裂的問題。同時為提高輪胎的胎圈強度和耐久性能,本設計膠芯基部膠設計為低高度、高寬度形狀。
鋼絲圈用傳統正六角形結構,根據以往設計經驗,在標準充氣壓力下重載類輪胎鋼絲圈的安全倍數一般大于7.5。本設計采用Φ1.65 mm普通強度胎圈鋼絲,排列方式為5-6-7-8-9-8-7-6,8層共56根,經計算鋼絲圈安全倍數達到8.7,保證了在山區重載運輸環境中胎圈有足夠的強度和剛性。
3.6 成型和硫化
本設計輪胎采用LCZ-3RA80型一次法成型機成型,機頭直徑 485 mm,機頭寬度 638 mm。硫化采用熱板式硫化機,變溫硫化技術。硫化條件為:活絡模溫度(165±2)℃,熱板溫度(160±2)℃,內壓(2.7±0.1)MPa,內溫(170~180)℃,總硫化時間 56.4 min。
4 成品性能
4.1 充氣外緣尺寸
按照GB/T 521—2012進行充氣外緣尺寸測試。在標準充氣壓力下停放24 h后,D′為1 028 mm,B′為264 mm。輪胎充氣外緣尺寸符合國家標準要求,達到設計目標。
4.2 強度性能
按照GB/T 4501—2016進行強度性能測試。試驗條件為:標準充氣壓力為900 kPa,壓頭直徑為38 mm。第5點壓穿時破壞能達到4 996.06 J,為國家標準指標的192.23%,強度性能符合國家標準要求且達到預期設計目標。
4.3 耐久性能
成品輪胎耐久性能測試的前47 h按照GB/T 4501—2016進行。當輪胎行駛47 h之后,試驗速度保持不變,每2 h增加10%標準負荷。根據企業標準,當負荷增大至150%標準負荷后保持不變,在此條件下持續試驗直到輪胎損壞為止。試驗77.2 h時,成品輪胎出現肩空。試驗結果表明,該產品耐久性能達到企業標準要求(重載類輪胎耐久性試驗時間不短于60 h)和設計目標。
4.4 高速性能
山區運輸車速較低,最高速度為40 km·h-1左右,此使用條件對輪胎的高速性能沒有較高要求,因此本設計對輪胎高速性能不做檢測。
5 結語
本設計9.00R20 144/142F 16PR加強型全鋼載重子午線輪胎的各項指標達到預期設計目標且均達到國家標準要求,很好地滿足了南方山區重載運輸使用需求,同時提高了我公司產品的市場占有率。產品投放市場后,憑借出色的抗刺扎、耐重載性能以及美觀的花紋受到用戶的好評,為公司的高質量發展助力。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04