
輪胎質量一致性的管控
2021-07-20 05:05:56沈偉
輪胎工業 2021年10期
關鍵詞:質量
沈 偉
(杭州朝陽橡膠有限公司,浙江 杭州 310018)
輪胎行業面臨著持續的內部壓力和激烈的外部競爭,對輪胎的品質及成本控制提出了越來越高的要求。輪胎一致性是表征輪胎生產企業整體制造水平、品質管控水平的重要指標。而質量的一致性是輪胎一致性的重要指標[1]。輪胎質量的一致性包括原材料的統一性、半成品部件加工的穩定性、人員操作的統一性。因此,輪胎質量的穩定很大程度上意味著產品品質的穩定,對產品一致性有著重要的意義,對企業控制成本、減少浪費,也有著非常積極的作用。大部分輪胎企業要求輪胎質量波動的控制范圍在1%~3%之間。
在1條12R22.5全鋼子午線輪胎(以60 kg計)中,胎面、胎側、胎體和內襯層的質量通常分別為15~21,7~9,6~8和5~7 kg,分別占整條輪胎總質量的25%~35%,12%~15%,10%~13%和8%~12%,此四大部件合計占輪胎總質量的60%以上。因此,胎面、胎側、胎體和內襯層四大部件的穩定性是保證輪胎質量一致性的關鍵。
1 胎面質量的控制
胎面由基部膠、胎冠膠和緩沖膠組成,一般采用二復合或三復合擠出生產線通過特定的口型擠出。胎面質量約占輪胎總質量的30%,控制胎面質量的穩定性是保證輪胎質量一致性的關鍵。
在擠出過程中,胎面膠料在機頭、流道和口型內流動,受到剪切和摩擦力作用而產生形變,形變包括彈性形變和塑性形變。當膠料離開口型后,發生彈性恢復,出現擠出脹大現象。而在恢復過程中,由于分子鏈受到本身粘滯作用,在冷卻停放的很長時間內仍會進行彈性恢復,從而出現收縮現象[2]。膠料從流道到口型的流動過程中,既有剪切流動,又有拉伸流動。若膠料未受到外部牽引力,由于機頭流道的收斂,口型出口位置只會產生少量的拉伸流動。若膠料受到外部牽引力,口型出口位置的膠料熔體自由表面將急劇加速,產生拉伸流動,此時膠料在胎面的擠出方向產生速度梯度。同時,接取輥道提供的牽引力作用于胎面的底面,使得膠料在胎面厚度方向也產生一定的速度梯度[3]。
胎面擠出時,若牽引速度大于擠出速度,牽引力作用于胎面自由表面,使其拉伸應變增大,擠出膨脹現象減小,進一步帶動口型內部的膠料熔體流動,使口型對熔體的壓力減小,定型約束不足。這種情況會導致胎面擠出時無法保證精度,也會產生氣孔率高、復合層間粘合力不足及裁切后尺寸和質量不穩定等問題。此外,這種對胎面施加的牽引力也會使其內應力增大,分子鏈松弛所需的時間更長,直接影響到后續使用時胎面尺寸和質量的穩定性。
因此,在胎面擠出時,若調整牽引速度,使其與擠出速度相等,并根據生產工藝設計口型,則不會對胎面施加牽引力,口型內的熔體流動為剪切流動,口型對熔體的壓力不會減小,使胎面的定型精度得到保證。
將擠出速度設為14 m·min-1,設置兩組牽引速度值,a組為14.5 m·min-1,b組為14 m·min-1。觀察機頭壓力的變化,測量胎面質量波動量,如表1所示,斷面氣孔率如圖1所示。
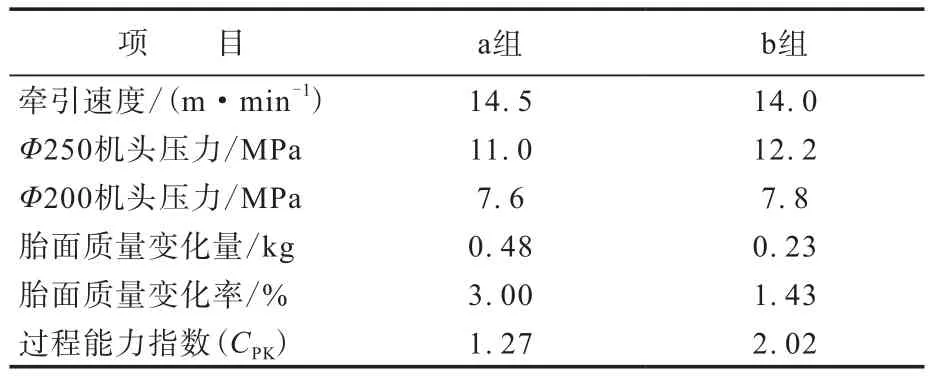
表1 不同牽引速度下機頭壓力與胎面質量變化
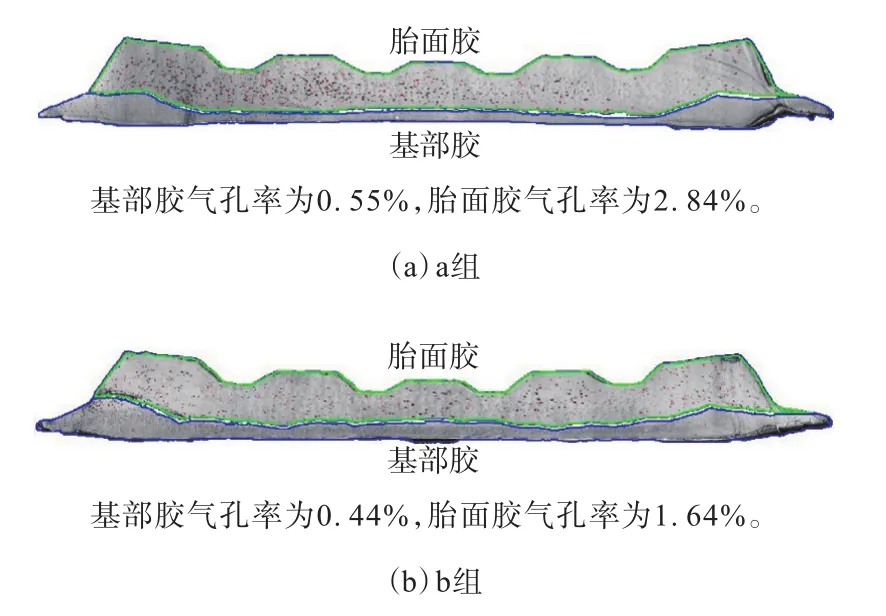
圖1 擠出胎面氣孔率
從表1和圖1可以看出,牽引速度控制方法更重視口型對膠料的定型過程,可以確保膠料受到足夠的定型壓力,使胎面的質量波動和氣孔率更小,顯著提升了胎面質量的穩定性和精確性。若進一步收集螺桿速度、接取速度、米秤質量檢測和寬度檢測等數據,并與配方建立關系,即可實現一鍵下載配方、自動閉環控制,減少了人為操作對胎面擠出過程的干預,使其穩定性大幅提高。
2 胎側質量的控制
胎側由胎側膠、耐磨膠和型膠組成,一般用三復合擠出生產線通過特定的口型擠出。胎側從口型擠出時,溫度為100~130 ℃,經過生產線輸送冷卻,至拾取位置溫度為20~45 ℃,生產線輸送的部件尺寸是實時變化的,部件長度在輸送過程中不斷減小,如果采用常規的連續、等速輸送,會使制品受到輸送帶的拉伸。理想狀況是輸送帶隨著部件的收縮進行無級變速,但由于該方法實現成本高,一般采用各段逐級減速的方式。
在胎側生產過程中,聯動線各段速度不匹配導致制品收縮不充分,即擠出過程中的內應力未消除,會造成停放過程中的收縮量過大,寬度波動也過大,不利于制品的穩定性。而控制胎側質量的一個重要指標就是寬度,因此,調整收縮輥道的強制收縮率,并確保后續生產線各段無拉伸,是保持胎側質量穩定的關鍵。
將擠出速度設為10 m·min-1,調整4段收縮輥道的速度比,設置3組強制收縮率,A組:1%,2%,2%,總收縮率5%;B組:3%,3%,3%,總收縮率9%;C組:4%,5%,6%,總收縮率15%。其中C組的收縮率可確保胎側在聯動線上得到充分收縮。測量聯動線關鍵位置速度,結果如表2所示。
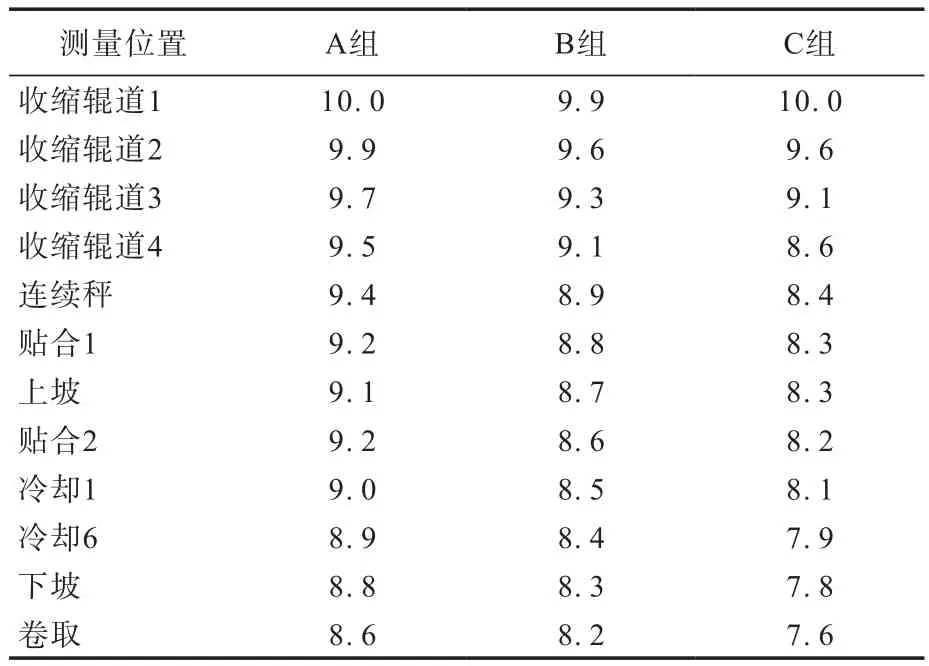
表2 聯動線關鍵位置速度 m·min-1
胎側擠出后作500 mm長度標記,測量各位置長度變化,如表3所示。
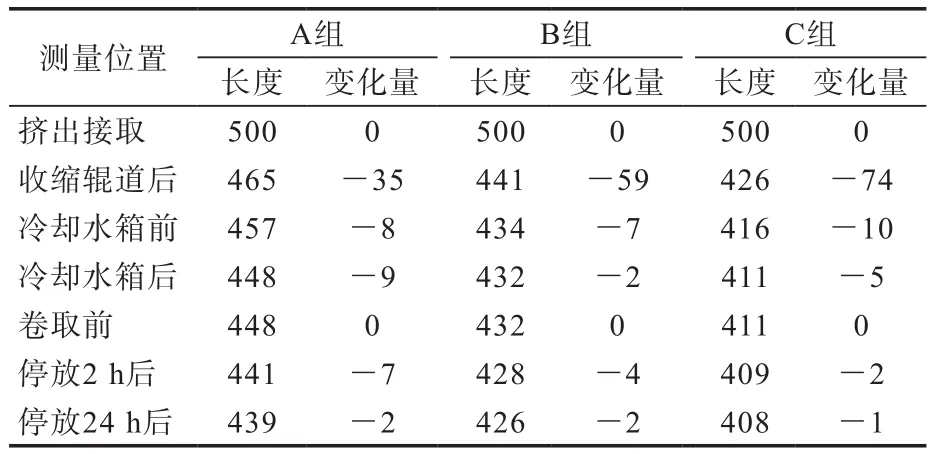
表3 聯動線各位置的標記長度及變化量 mm
將A,B,C三組胎側停放2 h測得制程精密度CP和CPK,如表4所示。

表4 胎側停放2 h后所測的CP和CPK
由表3和4可見:胎側在擠出后短時間內收縮較大,隨后逐漸減小;停放約24 h后,仍會發生少量收縮形變;聯動線的強制收縮率設置越大,在停放過程中胎側的收縮形變越小,尺寸也更穩定,CP和CPK值越大。由此可見,胎側在強制收縮段充分收縮,不僅有助于胎側生產線控制寬度,也能避免成型使用時收縮過大,造成質量不穩定。
3 內襯層質量的控制
內襯層由氣密層和過渡層復合而成,控制質量主要以中厚為依據。因此使用激光在線輪廓掃描設備對厚度進行實時檢測,采取滑動平均計算方式生成實時厚度數據,依據預設的規格厚度、上下限判定是否超標。若出現尺寸超標,系統自動發出報警,并對不合格區域做打標處理,使后續工序可以發現并割除。
同時,在測厚位置附近設置米秤,將測厚數據與米秤數據相結合,形成對應關系,實時通過曲線顯示,不僅能指導現場操作人員的生產,也便于后續的查詢分析,實現質量追溯,為改進生產工藝提供數據支撐。
另外,壓延機輥筒在工作時由于受力產生彎曲,或出現徑向跳動等問題會造成厚度不穩定。按照壓延輥筒環繞一周對應的位置,將內襯層縱向劃分為360°,利用激光測厚儀掃描制品厚度,可以判斷壓延輥筒的不圓度、徑向跳動等問題,如圖2所示。改善此類問題后,內襯層的厚度波動基本可以控制在±0.2 mm以內,內襯層厚度變化趨勢如圖3所示。
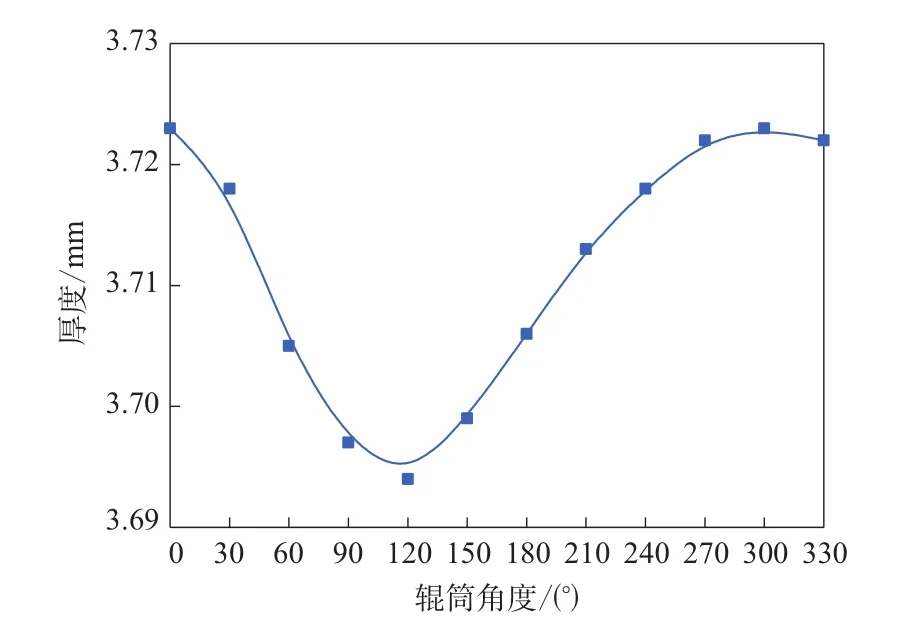
圖2 壓延輥筒環繞一周對應位置的內襯層厚度
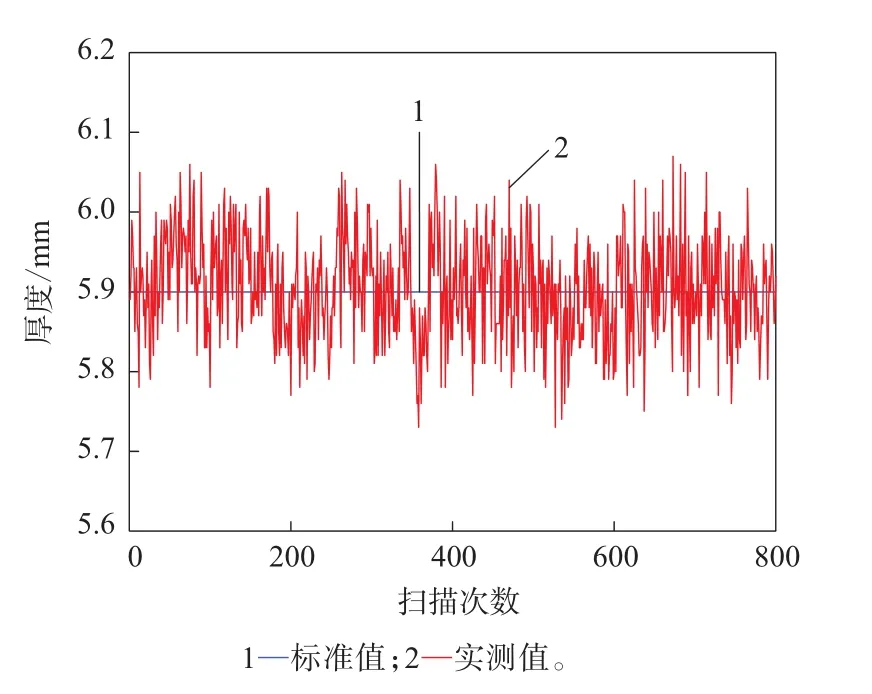
圖3 內襯層厚度變化趨勢
4 胎體質量的控制
胎體由上膠片、下膠片和鋼絲簾線組成,使用四輥壓延機生產。四輥壓延生產簾布的厚度是影響輪胎質量的重要因素。由于鋼絲簾線直徑相對比較穩定,簾布的厚度主要受上膠片和下膠片厚度的影響[4]。四輥壓延簾布厚度主要由以下兩種方式進行調整。
(1)利用1#和4#輥筒上的軸交叉裝置,調節軸交叉,實現簾布橫向厚度調整。
(2)利用1#,2#和4#輥筒兩端的調距電動機,調節輥筒間隙,實現簾布縱向厚度調整[5]。
4.1 軸交叉調整
原先四輥壓延的簾布各區域厚度相差較大,中間薄、兩邊厚,最厚與最薄處相差0.06 mm,給厚度的穩定控制帶來困難。通過調整1#與4#輥筒的軸交叉,各區域厚度差異基本消除,如圖4所示,確保了簾布厚度的橫向穩定,為縮小厚度的控制公差創造了條件。
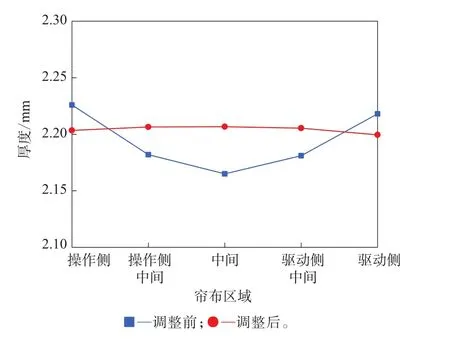
圖4 壓延簾布各區域厚度
4.2 厚度檢測及自動控制系統
在四輥壓延機上建立厚度測量與自動反饋控制系統。在簾布壓延過程中,位于壓延輥旁和壓延機后的電渦流、激光測厚裝置分別測出上膠片厚度、下膠片厚度和簾布總厚度。自動控制系統將測量值與設定值進行對比后,按照預定的控制規律向調距電動機發出指令,達到自動測厚、自動控制的目的,確保了簾布厚度的縱向穩定。壓延胎體簾布自動控制界面如圖5所示,壓延胎體簾布厚度變化趨勢如圖6所示。
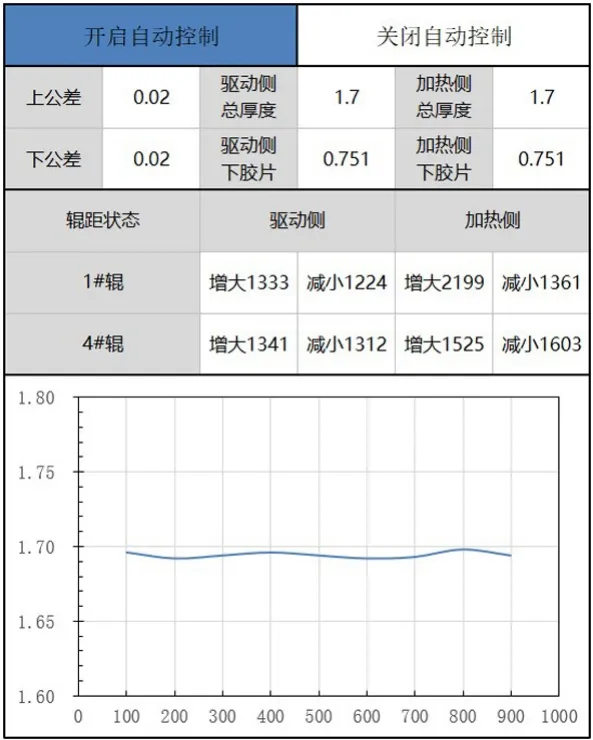
圖5 壓延胎體簾布自動控制界面

圖6 壓延胎體簾布厚度變化趨勢
根據簾布厚度變化趨勢可發現,由于人為操作的局限性,厚度的調節存在延遲性、間斷性,波動較大,而自動控制系統具有實時性、連續性,可以將公差縮小到±0.02 mm,實現持續穩定地控制,使簾布的質量穩定性得到保證。
5 MES系統及成型胎坯稱量設備
輪胎的生產過程涉及煉膠、擠出、壓延、裁斷、成型、硫化等多道工序,且規格繁多,不同的生產工藝對應不同的物料選擇,如何保證每道工序能夠按要求完成,并在出現質量問題時快速追溯原因至關重要。而在實際生產中,物料代用、試驗料、工藝參數變更、施工表變更、規格切換等問題不可避免,給輪胎質量的管控工作帶來諸多不利的影響,采用完善的MES(Manufacturing Execution System)有助于解決此類問題。
在MES中,條碼對物料進行唯一性標識,建立物料與信息之間的匹配關系。在成型工序,操作人員在生產計劃中選擇生產規格,隨后使用條碼槍掃描半成品物料條碼,系統采集所有半成品的信息,建立起胎坯與半成品的對應關系,確保了所有物料準確無誤[6]。同時,根據物料清單中的信息,自動計算出各部件的質量并累加,得到胎坯的標準質量。
在每條胎坯生產完成后,卸胎器自動將胎坯放置于胎坯稱量臺上進行稱量,得到胎坯的實際質量[7]。同時系統將實際質量與標準質量進行對比,根據質量變化率(%)自動判定該胎坯的質量等級,A級:0~1%;B級:1%~2%;C級:2%~3%;D級:3%以上。
根據分級結果進行以下操作:(1)記錄數據并顯示在操作界面上,如圖7所示;(2)三色指示燈顯示判定結果;(3)控制卸胎器,不合格的胎坯無法執行卸胎操作;(4)將檢測輪胎條數、合格率、異常機臺與規格等信息匯總,實時推送至終端,如圖8所示。

圖7 成型區域MES胎坯質量顯示界面

圖8 MES胎坯質量異常信息推送
使用MES與胎坯稱量設備實時檢測每條胎坯的質量,將質量等級判定從檢驗工序提前到成型工序,可以及時發現質量異常情況,避免了以往成品檢驗滯后性導致的批量不合格品產生。
同時,儲存在系統中的大量完整的胎坯質量數據便于各工序追溯,正向追溯可從某種制品或原料追溯到由這些制品或原料生產的輪胎信息,反向追溯可從某種規格的輪胎追溯到生產此輪胎的人員、機臺、物料、工藝信息,為輪胎質量變化趨勢分析及后續提出改進方案起到指導作用。
6 其他因素的控制
還有多個方面的因素會影響到輪胎質量一致性的管控,具體到各個工序總結如下。
6.1 密煉工序
(1)盡可能保證原材料的穩定性,避免多廠家、零散采購。
(2)確保混煉膠的加工工藝和各項指標的一致性[8-9]。
(3)按一定比例穩定地摻用返回膠,對特殊類型返回膠需建立特定的摻用標準及管理措施。
(4)確保每車混煉膠的出片厚度和寬度均勻。
(5)混煉膠停放時間控制在合理范圍,避免停放過期。
6.2 擠出壓延工序
(1)完善口型板管理制度,明確新口型板投入使用前的驗證程序,建立口型板臺帳,包括新增、廢棄、定期標定記錄;規定口型板預熱時間及更換口型板、預口型板的操作手法;分別加工口型板,使口型板與膠料相對應。
(2)合理設計流道,確保膠料流通順暢,左右出膠一致。
(3)確保勻速喂料,避免堵料、斷料。
(4)減少生產線加速、減速操作,盡量保持勻速生產。
(5)確保生產線各段充分、均勻冷卻,拾取位置不超溫。
(6)避免各生產線物料拾取、卷取過程中的人為拉伸,確保工裝無變形[10]。
(7)保證物料停放過程的環境溫度和濕度。
6.3 成型工序
(1)確認成型機卷取制品導開、供料架部位的拉伸量。
(2)確認成型機貼合鼓、帶束鼓周長及半成品裁切定長。
(3)規范半成品換料時的首件確認,禁止使用不合格的、停放時間不足或超期的半成品。
(4)發現胎面、胎側和內襯層的料頭、料尾波動較大時,合理棄用。
7 結論
通過分析輪胎中各部件的質量占比發現,保證胎面、胎側、內襯層和胎體四大部件的穩定性,是實現輪胎質量一致性的關鍵。通過優化胎面擠出生產工藝確保胎面質量的穩定性;通過調整胎側聯動線確保胎側質量的穩定性;通過分析在線厚度掃描與米秤質量數據確保內襯層質量的穩定性;通過調整四輥軸交叉、增加測厚與自動控制設備確保胎體質量的穩定性;通過建立MES系統、增加成型胎坯稱量設備確保胎坯質量的穩定性。同時在密煉工序、擠出壓延工序、成型工序涉及到的其他方面做好管控,使得輪胎質量一致性得到提高,最終達到質量提升、成本下降的目的。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
