滑軌銑磨床MM440變頻器的Profibus總線通信與調試
2021-07-20 06:03:12劉紅安李元華
金屬加工(冷加工) 2021年6期
關鍵詞:變頻器
劉紅安,李元華
航空工業西安飛機分公司 陜西西安 710089
1 序言
隨著西門子自動化運動控制系統在工業領域的應用日漸普及,西門子MM440變頻器在數控設備中也得到廣泛的應用。西門子MM440變頻器由微處理器控制,并采用具有現代先進技術水平的絕緣柵雙極型晶體管(IGBT)作為功率輸出器件,具有比例控制、積分控制功能的閉環控制輸出特性,其脈沖寬度調制的開關頻率可選,因而可降低電動機運行的噪聲。西門子MM440變頻器還具有磁通電流控制(FCC)功能,能夠改善動態響應和電動機的控制特性,用于控制三相交流電動機的速度,具有很高的運行可靠性和功能的多樣性。目前,MM440變頻器與標準數控系統如西門子840D PL等系統的主流通信方式采用了Profibus總線通信嵌入式連接,集成到自動化系統中。
1臺捷克產滑軌銑磨床采用西門子840D PL數控系統,加裝金剛石砂輪磨頭,同時又配置砂輪片修調器,可對金剛石砂輪磨頭進行動態、靜態的精修。機床的砂輪磨削精度要求高,縮短系統的響應時間(砂輪直徑的檢測時間和磨削器的啟停時間)可以獲得高的動態響應性;在設備出現故障的情況下,又可以利用西門子840D PL數控系統的遠程診斷功能快速診斷故障,減少停機時間,因而采用Profibus DP總線來實現系統的自動化。因此,將MM440變頻器的Profibus總線通信“無縫”嵌入到機床的總體控制當中,減少現場布線的數量,便于重新編程、監測和控制。
2 西門子MM440變頻器的基本參數配置
西門子MM440變頻器在進行Profibus總線通信時必須進行基礎參數配置(見表1),設定P0010=1,即變頻器開始快速調試。如果調試結束后設定P3900=1,表示結束快速調試,進行電動機計算和復位,此時P0010自動返回“0”值,表示電動機準備運行。
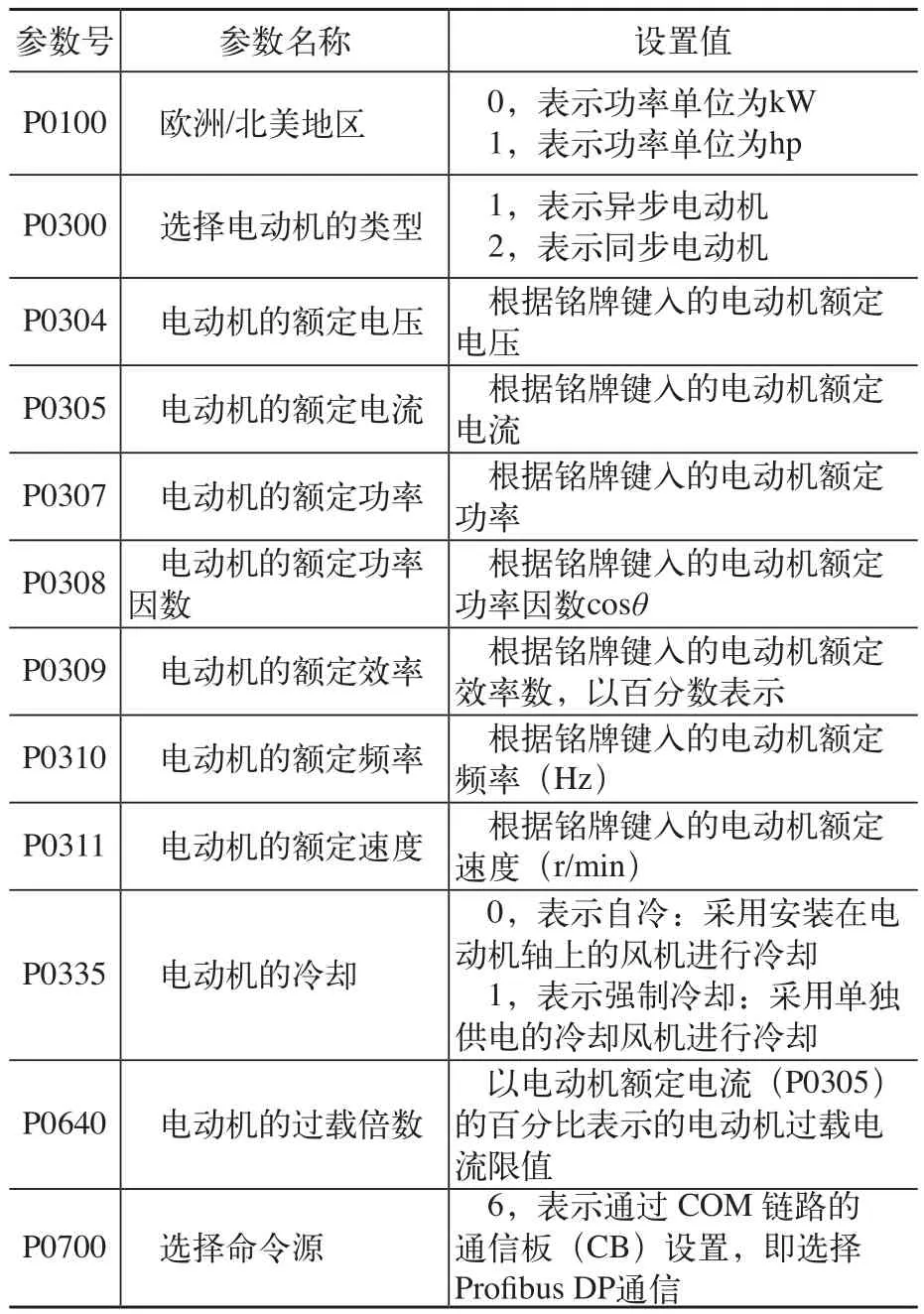
表1 MM440變頻器的基本參數配置
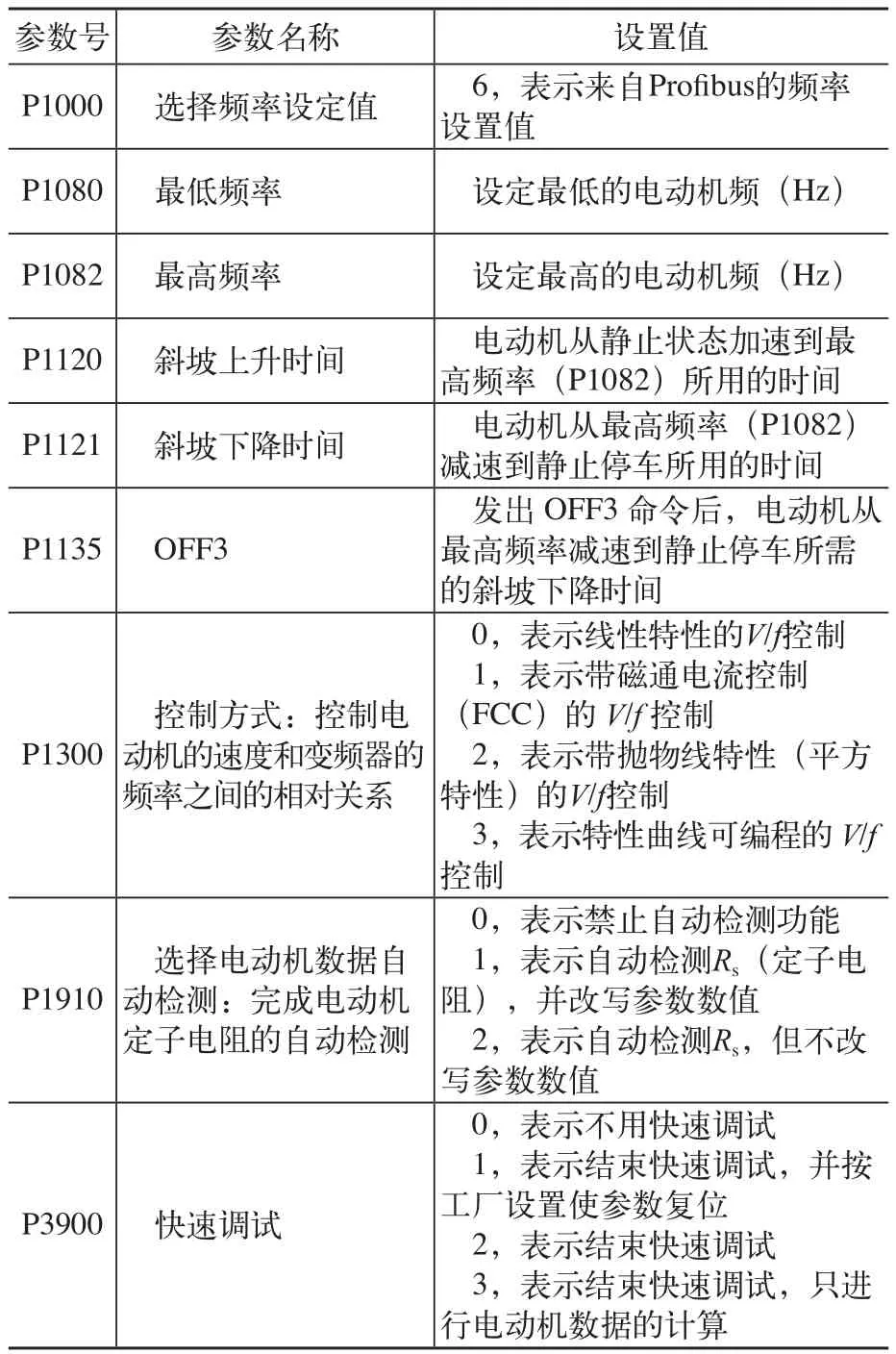
(續)
在完成快速調試后,變頻器就可以正常地驅動電動機了。下面就可以根據需要設置Profibus DP通信控制的方式和各種參數。
3 MM440變頻器與S7-300的Profibus DP通信
為了連接成Profibus DP系統,必須采用Profibus接口模板——CBP2模板,安裝在變頻器的正面,通過RS485串行接口與變頻器進行通信。S7-300 PLC通過Profibus DP通信實現對砂輪片修整器進行控制,實現砂輪片修整器的起動、停車和調速的過程。
(1)S7-300 PLC硬件組態MM440變頻器 在STEP-7編程工具中,新建一個S7-300的項目,在項目中對MM440變頻器進行組態,并創建一個Profibus DP網絡,自動分配接口地址范圍,如圖1所示。
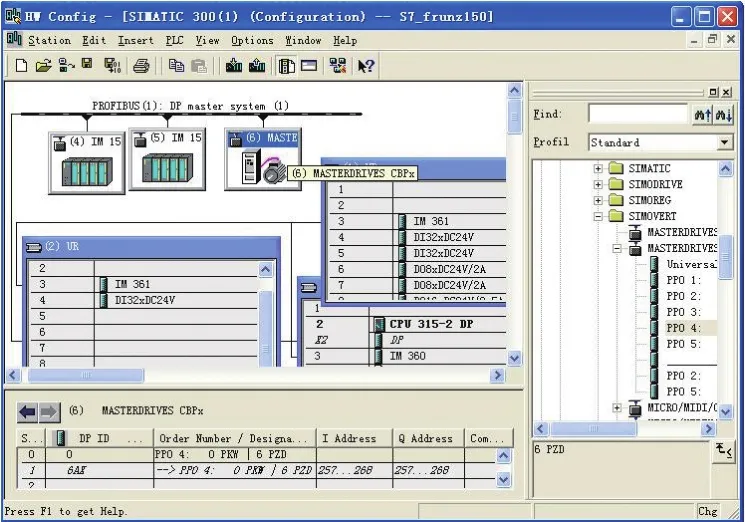
圖1 PLC硬件組態
在組態中出現的PPO,即參數過程數據對象(Parameter Process data Object), S7-300 PLC主站使用PPO周期地讀取從站參數,對于MM440變頻器,可以指定PPO3編寫數據交換程序。PPO分為兩部分:PKW區和PCD區。它為這兩個區域分配12個輸入、輸出地址區。PKW即參數索引值,由4個字構成,PKW=PKE+IND+PWE。PKE即參數標識,PKE發出讀寫變頻器參數的指令及參數值,是報文的第1個字;IND即索引,是報文的第2個字;PWE即參數值,如在表1中提及的MM440變頻器的基本參數,是報文的第3和第4個字。PCD區是過程數據通道。
PKW區主要用來讀取非連接器參數。比如說速度環的PI調節器參數、濾波時間常數及給定值斜坡上升/下降等參數,這些都不能通過PCD方式讀取,只能用PKW方式才能訪問讀取。
PCD區傳輸的過程變量在PPO類型或者變頻器中已經定義,PCD區傳輸的是主站發送控制字、頻率設定值到從站和從站返回狀態字、實際值到主站。PCD區傳輸過程數據的數量由PPO類型或者變頻器決定。PCD的過程數據包括速度、頻率、電流、電壓、轉矩和功率等數據值。PCD區由2個字構成,PCD=STW/ZSW+MS/MAV。STW,即控制字QW257;ZSW,即狀態字IW257;MS,即主設定值QW259;MAV,即主實際值IW259。
(2)S7-300的地址區與參數的定義 S7-300 PLC主站通過類型4的PPO實現的通信是一種循環數據交換,非常易于編程。控制字和主設定值從SIMATIC CPU的PLC主站被發送到MM440變頻器。變頻器在響應報文中返回狀態字和主實際值,狀態字:IW257;控制字:QW257;頻率實際值:IW259;頻率設定值:QW259。控制字包含16個用于控制驅動ON/OFF、旋轉方向的二進制信號,通過指令T QW257將信號傳送到MM440變頻器。
因為SIMATIC CPU主站要控制砂輪片修調器的ON/OFF、旋轉方向及速度變化,因此主要分析控制字QW257的數據位(見表2)。
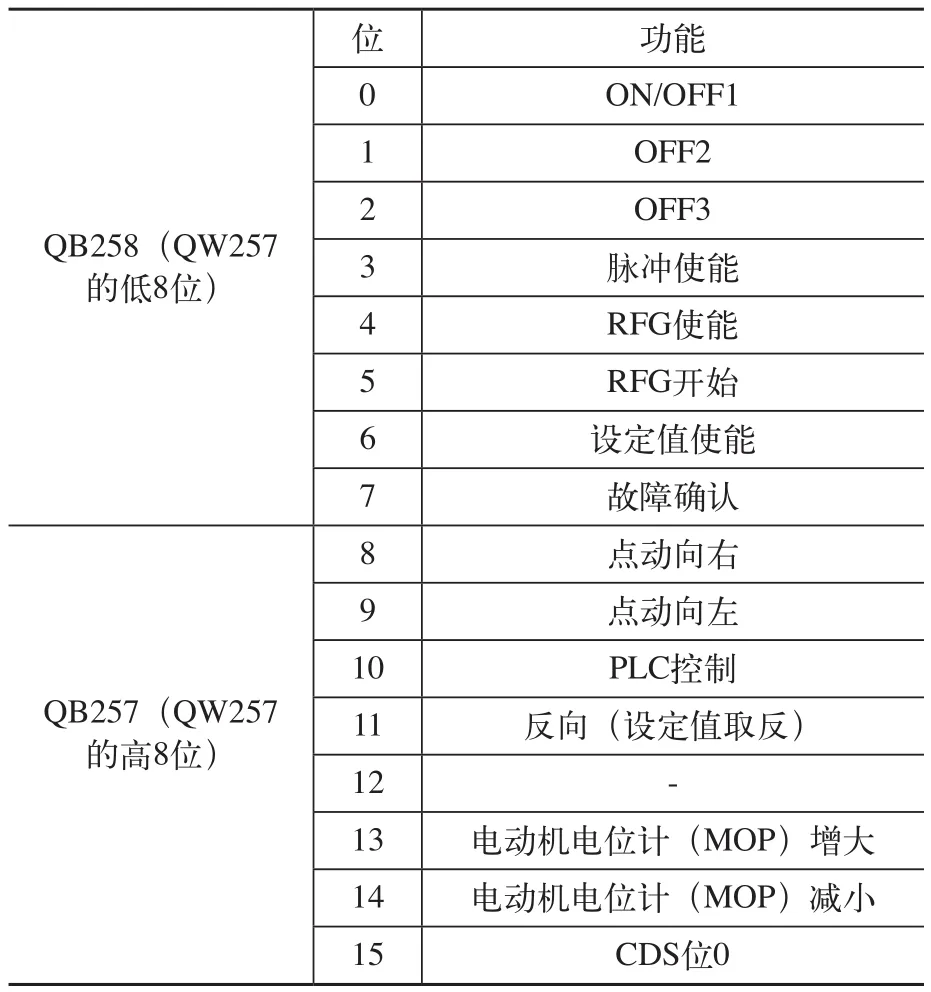
表2 控制字QW257的數據位
西門子變頻器有3種停車方式:自由停車、正常停車和快速停車,區別如下:OFF1表示斜坡停車;OFF2表示自由停車;OFF3表示快速停車,即按照快速停車的斜坡降速的,常常用作緊急停車。相比較,OFF3停車最快,OFF1次之,OFF2最慢。
(3)S7程序中控制MM440變頻器 首先在S7的變量表中,預設定頻率設定值:QW259為W#16#4000,即砂輪片修整器電動機的頻率為50Hz(對應電動機的額定轉速),再將控制字QW257預設定為W#16#047F,即電動機準備運行;預設定為W#16#067F,即電動機左轉運行;預設定為W#16#057F,即電動機右轉運行。可以對照表2控制字QW257的地址的數據位設定砂輪片修整器電動機的控制狀態,其控制程序如圖2所示。
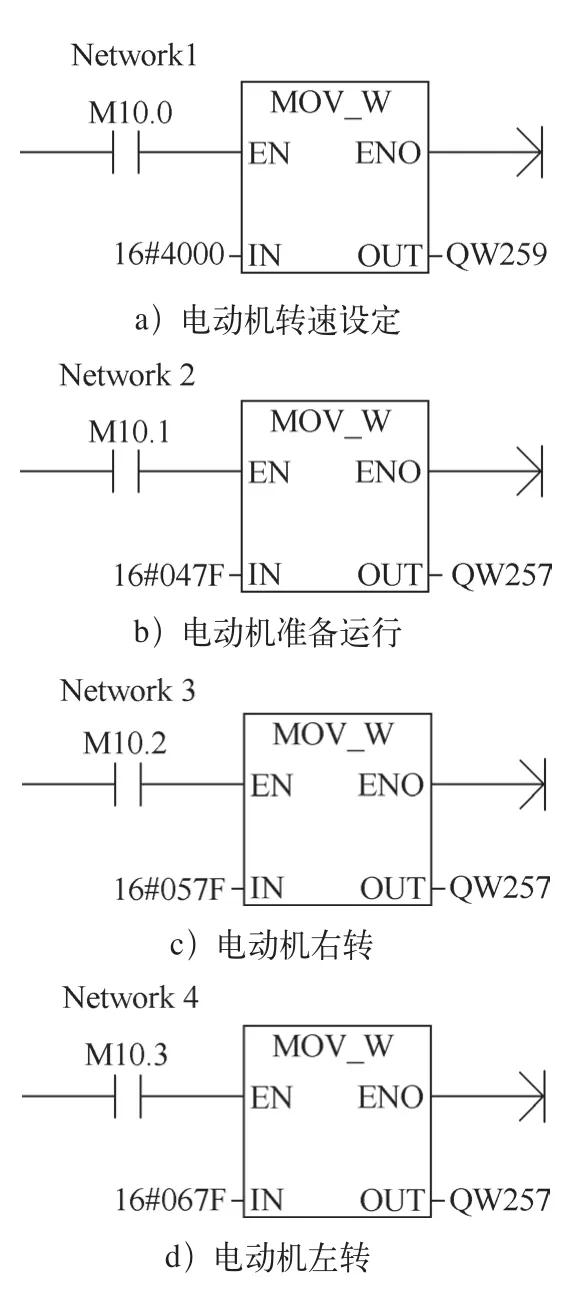
圖2 MM440變頻器的控制程序
S7控制砂輪片修調器的程序經過編輯,并編譯完成后,下載到SIMATIC S7-300 CPU中自動運行。在西門子840D PL的NC中通過相應指令將M10.0接通,則將額定轉速指令發送到MM440變頻器,但是此時砂輪片修調器并不會轉,必須通過M10.1接通STW的第10個標志位“通過PLC進行控制”,再接通M10.2,將STW的第8個標志位“點動向右”置“1”,此時砂輪片修調器電動機按照額定轉速起動,向右轉。而接通M10.3,則將STW的第9個標志位“點動向左”置“1”,此時砂輪片修調器電動機按照額定轉速起動,向左轉。
4 西門子MM440變頻器的應用擴展
SIMATIC CPU通過Profibus DP通信對MM440變頻器進行控制,除了上述PCD區的控制字外,還可以實時在現場采集狀態字IW257以及頻率實際值IW259,與實際頻率及轉速進行比較,以構成控制更為精密的閉環控制及PID控制。而且CPU通過Profibus DP通信還可以讀取或者改寫MM440變頻器的設定參數,結合其他軟件如WinCC等做二次開發,在西門子840D PL的OPI界面上進行顯示,達到在線監控和診斷的目的。
在滑軌銑磨床的控制系統中,西門子840D PL通過Profibus DP通信實現對砂輪片修整器進行控制,磨削速度穩定,實時響應性高,砂輪盤直徑圓度好、精度高,從而保證了工件的高精度磨削加工要求。
5 結束語
隨著數控技術朝著高速度、高精度、復合化和網絡化等方向發展與市場競爭的加劇,產品設計周期縮短,產品結構變得更加復雜,產品的精度要求也越來越高。數控機床功能以及應用水平的開發在一定程度上反映了一個公司的科研開發和制造能力的高低。
基于Profibus總線的控制方案在數控機床上的應用非常普遍,也是國際上現代工業控制的比較先進的控制方案,其前景將非常廣闊。因此,深入研究MM440變頻器的Profibus DP總線的控制技術,對于提高設備利用率和保證設備正常生產,具有重要的現實意義。
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
