中厚板機(jī)器人立向焊接工藝設(shè)計(jì)方法
2021-07-21 14:22:02孟祥會
今日自動化 2021年4期
關(guān)鍵詞:工藝設(shè)計(jì)
孟祥會

[摘? ? 要]隨著機(jī)械制造業(yè)的發(fā)展,對中厚板機(jī)器人立向焊接工藝的要求也越來越高,但是目前的中厚板機(jī)器人焊接存在許多問題,為了解決這些問題需要對中厚板機(jī)器人立向焊接工藝不斷進(jìn)行優(yōu)化。對中厚板機(jī)器人立向焊接工藝出現(xiàn)的問題進(jìn)行討論,對中厚板機(jī)器人立向焊接工藝概念進(jìn)行分析,最后對中厚板機(jī)器人立向焊接工藝設(shè)計(jì)方法進(jìn)行探析。
[關(guān)鍵詞]中厚板;機(jī)器人;立向焊接;工藝;設(shè)計(jì)
[中圖分類號]G439 [文獻(xiàn)標(biāo)志碼]A [文章編號]2095–6487(2021)04–00–02
Discussion on the Design Method of Vertical Welding Process
of Medium and Heavy Plate Robot
Meng Xiang-hui
[Abstract]With the development of the machinery manufacturing industry, the requirements for the vertical welding process of medium and thick plate robots are getting higher and higher. However, there are many problems in the current medium and thick plate robot welding. In order to solve these problems, it is necessary to set up the medium and thick plate robots. Continuously optimize the welding process. Next, the problems of the vertical welding process of the medium and thick plate robot are discussed, and the concept of the vertical welding process of the medium and thick plate robot is analyzed. Finally, the design method of the vertical welding process of the medium and thick plate robot is explored.
[Keywords]plate; robot; vertical welding; process; design
1 中厚板機(jī)器人立向焊接的概念
立向焊接是指焊接操作的順序由上到下或者由下到上進(jìn)行焊接,焊接的傾斜角度也隨著焊接順序的不同而不同。對于板材的焊接,在焊接的位置將另一塊板材與其進(jìn)行焊接的方法稱為立向焊接。當(dāng)焊接順序是由上到下,其立向焊接的傾斜角為90°,當(dāng)焊接順序是由下到上,其立向焊接的傾斜角為270°。焊接過程中熔融焊滴不能及時風(fēng)干,會與焊接件分開,此時產(chǎn)生的就是焊瘤,焊瘤的出現(xiàn)嚴(yán)重影響制件的質(zhì)量,所以立向焊接過程中對焊接技術(shù)人員的要求極高。立向焊接進(jìn)行打底時,擺動的時間不能過長,否則會被燒穿。擺動的速度不可太快,會形成穿絲;擺動的幅度也不可太小,也會造成穿絲。中厚板機(jī)器人焊接的工作量大,對操作人員的要求也很嚴(yán)格,需要操作人員大量的時間和耐心才可以完成。
2 中厚板機(jī)器人立向焊接工藝設(shè)計(jì)方法探究
2.1 焊接實(shí)驗(yàn)
本實(shí)驗(yàn)選擇的材料是A709鋼板,規(guī)格是300 mm×100 mm
×8 mm,焊絲選擇QJ501L,其直徑為1.2 mm。通過不同的擺動方式對中厚板機(jī)器人立向焊接的影響,經(jīng)過分析可以看出蝶形擺動方式會增加焊接焊縫的尺寸,不適合進(jìn)行研究。而直線形運(yùn)條法是運(yùn)用運(yùn)條方法焊接,焊接不做橫向擺動,焊接沿著直線移動,其方法常用于I形坡口的對接平焊,多層焊的第一層焊或者多道多層道焊接。直線往復(fù)運(yùn)條法,采用這種焊接時焊條末端沿焊縫的縱向做來回?cái)[動,焊接速度快、焊縫窄、散熱快,適用于薄板和接頭間隙較大的多層焊的第一層焊。鋸齒形運(yùn)條法是運(yùn)用運(yùn)條方法焊接時,焊條末端做鋸齒形連續(xù)擺動及向前移動,并在兩邊稍留片刻,擺動的目的是為了控制熔化金屬的流動和得到必要的焊縫寬度,以獲得較好的焊縫成形。這種方法應(yīng)用范圍廣,多用于厚鋼板的焊接,平焊、仰焊、立焊的對接接頭和立焊的交接接頭。
還有月牙形運(yùn)條法,采用這種運(yùn)條方法焊接末端沿著焊接方向做月牙形左右擺動,擺動的速度要根據(jù)焊縫的位置、接頭形式、焊縫寬度和焊接電流決定,同時在接頭兩邊做片刻的停留,這是為了使焊縫邊緣有足夠的熔深,防止咬邊。這種方法優(yōu)點(diǎn)是金屬熔化良好,有較長的保溫時間,氣體容易析出,熔渣也易于浮到焊縫表面,焊縫質(zhì)量較好,但是焊縫余高較高,這種運(yùn)條方法的應(yīng)用范圍和鋸齒形運(yùn)條法基本相同。三角形運(yùn)條法在焊條末端連續(xù)做三角形運(yùn)動,并不斷向前移動,按照擺動形式的不同,可以分為斜三角和正三角兩種,斜三角適用于焊接平焊和仰焊位置的T形接頭焊縫和有坡口的橫焊縫,其優(yōu)點(diǎn)是能夠借焊條的擺動來控制熔化金屬,使焊縫成形良好。正三角形運(yùn)條法適用于開坡口的對接接頭和T形接頭焊縫的立焊,特點(diǎn)是能一次焊出較厚的焊縫斷面,焊縫不易產(chǎn)生夾渣等缺陷,有利于提高生產(chǎn)效率。圓形運(yùn)條法的焊條末端連續(xù)做正圓圈或者斜圓圈運(yùn)動,并不斷前移。正圓圈形運(yùn)條法適用于焊接較厚焊件的平焊,其優(yōu)點(diǎn)是熔池存在時間長,熔池金屬溫度高,有利于溶解在熔池中的氧、氮等氣體的析出,便于熔渣上浮。斜圓圈形運(yùn)條法適用于平焊和仰焊的T形接頭焊縫和對接接頭的橫焊縫,其優(yōu)點(diǎn)是利于控制熔化金屬不受重力影響而產(chǎn)生下淌現(xiàn)象,有利于焊縫成形。
梯形擺動方式需要對焊口進(jìn)行開口,這樣的擺動方式不適合板材較薄的材料,對于較厚的板材適合,在研究過程中會出現(xiàn)一些弊端,因此不適合進(jìn)行實(shí)驗(yàn)。根據(jù)以上對幾種運(yùn)條方法進(jìn)行分析,可以看到不同的方法有不同的優(yōu)點(diǎn),根據(jù)本實(shí)驗(yàn)的特點(diǎn)進(jìn)行選擇。三角形擺動方式和鋸齒形擺動方式比較適合本實(shí)驗(yàn),接下來運(yùn)用鋸齒形和三角形的擺動方式進(jìn)行實(shí)驗(yàn)。
2.2 焊接參數(shù)選擇
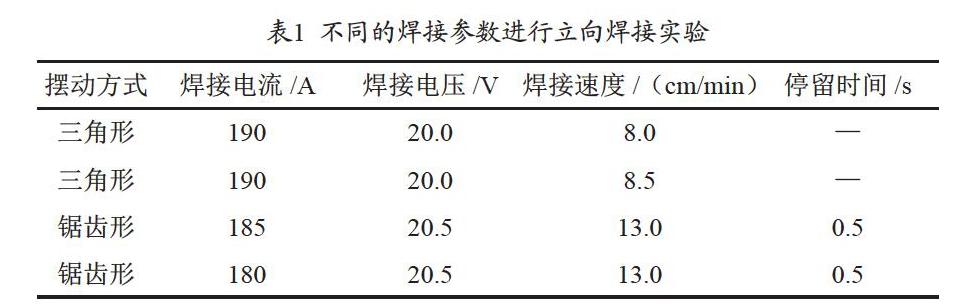
根據(jù)不同的擺動方式和焊接參數(shù),進(jìn)行焊接實(shí)驗(yàn),對實(shí)驗(yàn)結(jié)果進(jìn)行研究,了解不同參數(shù)下的立向焊接工藝見表1。
通過以上的參數(shù)進(jìn)行實(shí)驗(yàn),然后建立矢量坐標(biāo)系,設(shè)置矢量參數(shù),經(jīng)過若干的實(shí)驗(yàn)確定數(shù)據(jù)。在矢量點(diǎn)a處的數(shù)據(jù)分別為4、0、0,停留時間為0.4 s,其速度為140 cm/min。在矢量點(diǎn)b處的數(shù)據(jù)分別是0、-5.5、5.5,停留時間為0.3 s,其速度為140 cm/min。在矢量點(diǎn)c處的數(shù)據(jù)分別是0、5.5、5.5,停留時間為0.3 s,其速度為150 cm/min。根據(jù)以上數(shù)據(jù)對實(shí)驗(yàn)的結(jié)果進(jìn)行分析和討論。
3 實(shí)驗(yàn)結(jié)果分析
3.1 擺動方式對焊接熱輸入的影響
根據(jù)鋸齒形擺動的電弧軌跡,可以知道焊槍在側(cè)壁停留的時間為0.5 s,焊槍的擺動頻率為120 N/min,擺動幅度為5 mm,焊接速度為13 cm/min,其焊接熱量的公式如下:
(1)
其中T1是擺動階段的總時間。行走軌跡的平均速度為V1,熱輸入量為H1,其公式如下:
(2)
焊槍的另一條行走路線所用時間為T2,其計(jì)算公式與T1類似,表達(dá)式為:
(3)
該路徑的平均速度為V2,此時的熱輸入為H2,其表達(dá)式為
(4)
通過輸入熱量和時間的關(guān)系,可以計(jì)算出熱量的總值,其表達(dá)式為:
(5)
其中t為側(cè)壁停留時間,N是機(jī)器人擺動的頻率,是熱效率系數(shù),通過以上計(jì)算可以得出鋸齒形擺動的熱輸入量。下面是根據(jù)三角形擺動進(jìn)行軌跡分析,其中的空間矢量a點(diǎn)處的停留時間為t1,擺動速度為v1,矢量b處的停留時間為t2,擺動速度為v2,c處的停留時間為t3,擺動速度為v3。通過實(shí)際軌跡對三角形擺動方式的熱輸入量進(jìn)行計(jì)算,其中l(wèi)1是焊槍行走第一階段的位移量,該階段的總時間為T3,平均速度為V3,其焊接熱量輸入為H3,其表達(dá)式為:
(6)
(7)
(8)
第二階段的位移量為l2,該階段的總時間為T4,平均速度為V4,此時的焊接熱輸入量為H4,此時的計(jì)算公式為:
(9)
(10)
(11)
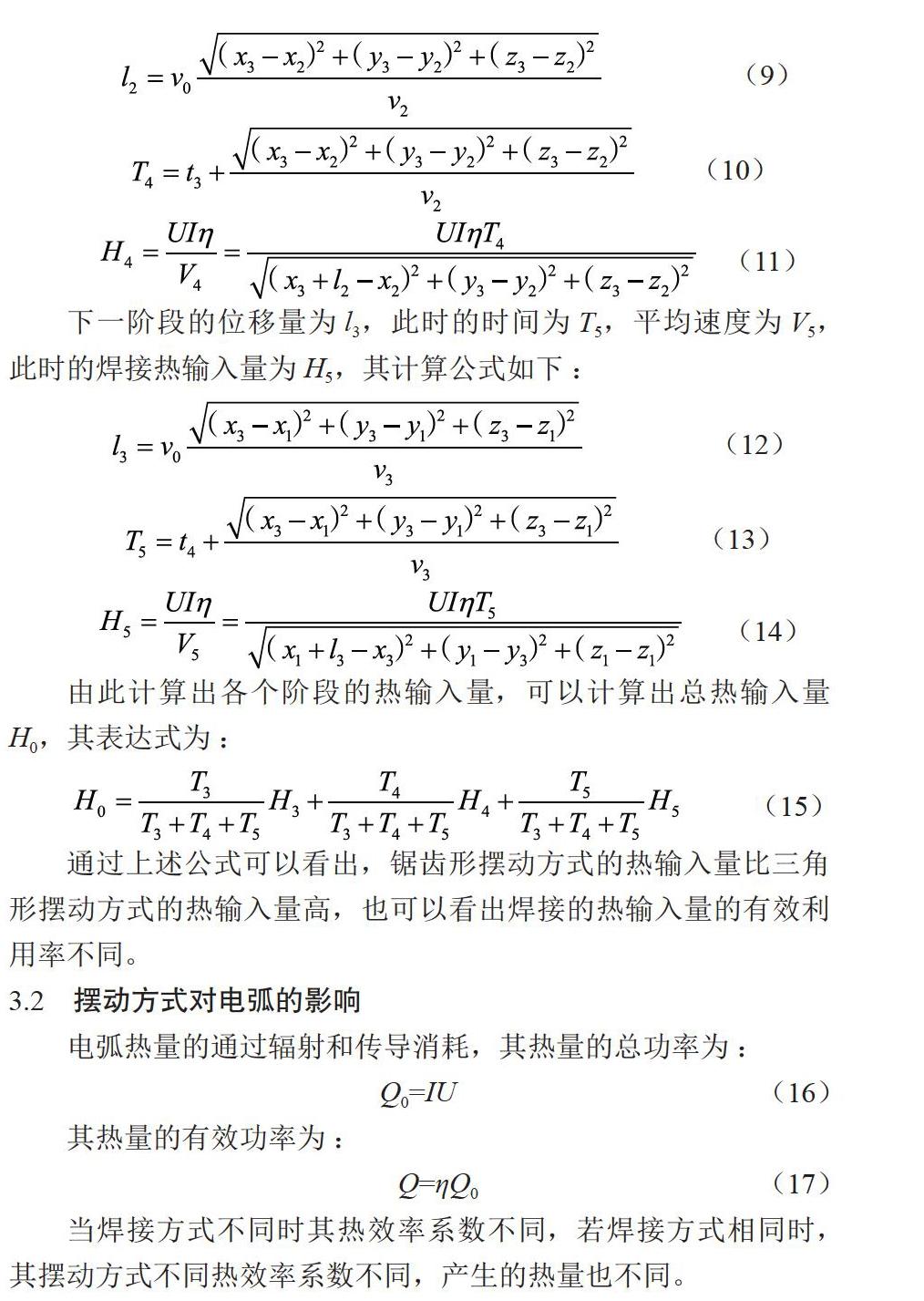
下一階段的位移量為l3,此時的時間為T5,平均速度為V5,此時的焊接熱輸入量為H5,其計(jì)算公式如下:
(12)
(13)
(14)
由此計(jì)算出各個階段的熱輸入量,可以計(jì)算出總熱輸入量H0,其表達(dá)式為:
(15)
通過上述公式可以看出,鋸齒形擺動方式的熱輸入量比三角形擺動方式的熱輸入量高,也可以看出焊接的熱輸入量的有效利用率不同。
3.2 擺動方式對電弧的影響
電弧熱量的通過輻射和傳導(dǎo)消耗,其熱量的總功率為:
Q0=IU? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (16)
其熱量的有效功率為:
Q=ηQ0? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (17)
當(dāng)焊接方式不同時其熱效率系數(shù)不同,若焊接方式相同時,其擺動方式不同熱效率系數(shù)不同,產(chǎn)生的熱量也不同。
3.3 擺動方式對焊接溫度場的影響
根據(jù)對不同擺動方式的溫度場的分析,可以看到鋸齒形擺動方式側(cè)壁溫度最高為2 205 ℃,焊縫根部溫度最高為1 537 ℃。三角形擺動方式側(cè)壁溫度最高為2 027 ℃,焊縫根部溫度最高為1 947 ℃。兩者的母材溫度均為1 450 ℃,在有效熱輸入量下形成的焊縫,其焊縫的熱輸入量和最高溫度可以重復(fù)使用,焊縫的深度也在不斷加強(qiáng)。對于三角形擺動方式來說,多次焊接熱循環(huán)十分接近,產(chǎn)生多個焊縫峰值,對焊縫的深度起保護(hù)作用,兩種方式下的焊縫不同、熱輸入量也不同,兩種方式的焊縫差異比較大。
4 結(jié)束語
隨著機(jī)器人焊接技術(shù)的發(fā)展越來越快,其中的問題也不斷顯現(xiàn)出來。根據(jù)以上問題進(jìn)行實(shí)驗(yàn),對焊接的擺動方式進(jìn)行分析,選擇鋸齒形擺動方式和三角形擺動方式,確定焊接電流、焊接電壓、焊接速度和停留時間等進(jìn)行實(shí)驗(yàn),通過公式計(jì)算出擺動方式對熱輸入量的影響,分析不同擺動方式對電弧、溫度場的影響。
參考文獻(xiàn)
[1] 蔡云秀.中厚板機(jī)器人立向焊接工藝設(shè)計(jì)[J].科技視界,2020(5):97-98.
[2] 袁海龍.中厚板焊接機(jī)器人焊接工藝專家系統(tǒng)設(shè)計(jì)[D].廈門:廈門理工學(xué)院,2015.
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03