球軸承溝道超精時油石修整方法的改進
2021-07-22 01:27:44劉勇張宇宋亞楠
軸承 2021年10期
劉勇,張宇,宋亞楠
(中國航發哈爾濱軸承有限公司,哈爾濱 150025)
球軸承套圈溝道表面是承受載荷的重要表面,其加工質量直接影響軸承的壽命和工作性能。超精加工是球軸承溝道加工的最后工序[1],對溝道加工質量有決定性作用。超精加工過程復雜且返修率較高,是加工的瓶頸工序。而在超精加工中油石修形十分關鍵,直接影響軸承的加工精度和生產效率。在常規平面超精時,油石與軸承零件表面形狀完全吻合,處于穩定的面接觸狀態;但在溝道超精時,油石與溝道并非面接觸,會存在干涉且接觸面動態變化[2]。故提高超精溝道的加工質量,需解決超精加工時的油石修整問題。
1 溝道超精加工及存在的問題
以某深溝球軸承內圈(圖1)溝道超精加工為例,內圈材料為ZGCr15,超精溝道設備為BS212K,根據實際加工經驗選用耐用度高、加工精度高的CB4油石[3]。超精加工示意圖如圖2所示,套圈繞自身軸線轉動,油石以一定壓力壓在套圈溝道表面做定軸擺動,擺動軸線垂直于套圈軸線并經過溝曲率中心[2]。在加工前,與溝道接觸的油石工作面需修整成與溝道吻合的形狀。
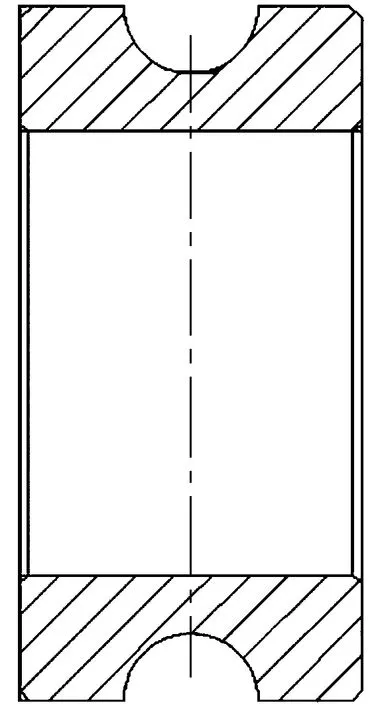
圖1 深溝球軸承內圈結構圖
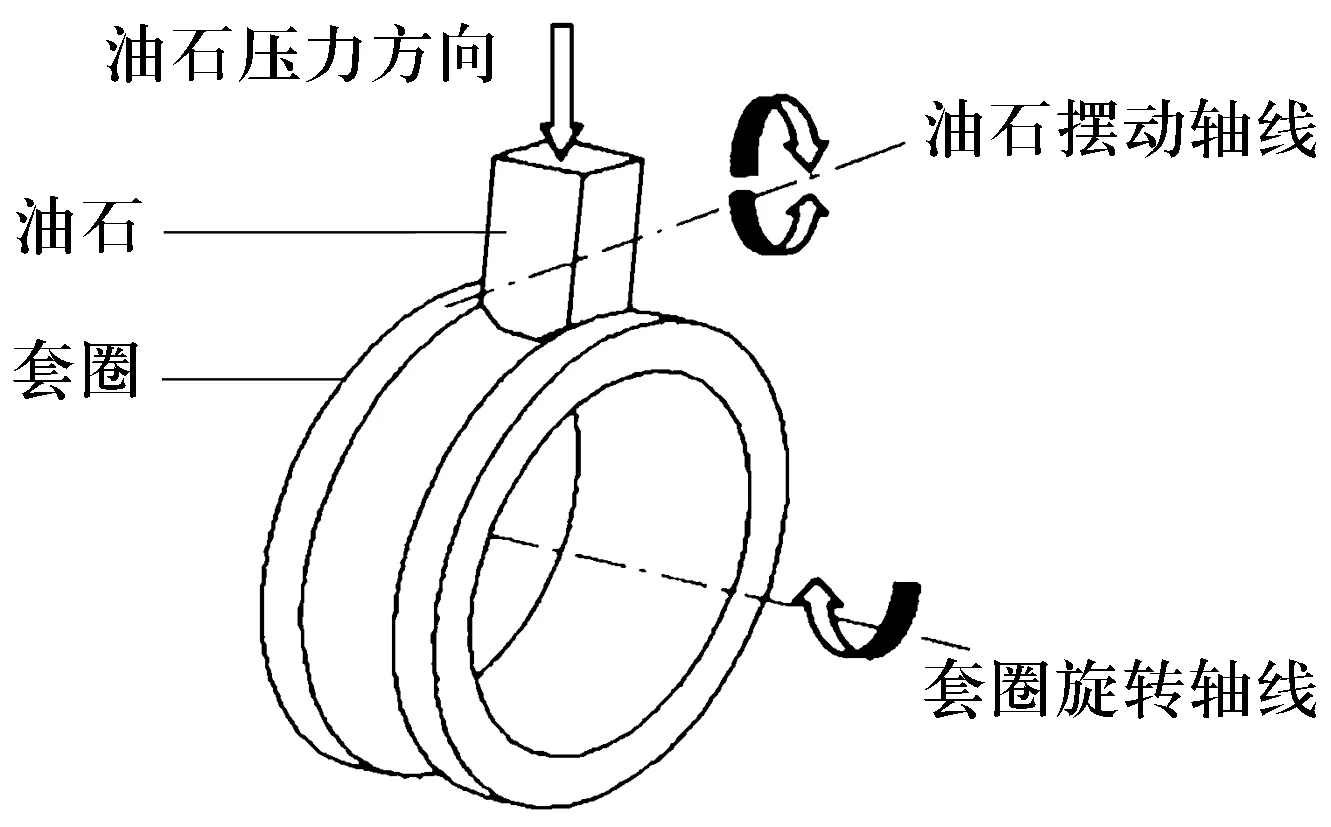
圖2 深溝球軸承內圈溝道超精加工示意圖
普通油石材質偏軟,在超精時能自動修整成形[4]。CBN油石硬度高,加工中不易成形,需邊修整(使用砂紙對油石進行手工修整)油石高點邊研合加工,效率低。對于大批量的產品,需20~30個零件進行試合,小批量的產品需要邊研合邊手工修整。修整后的油石與套圈溝形相差較大,砂紙上的砂粒易脫落,在超精過程中吸附到油石表面劃傷溝道,產生絲子和蝌蚪痕[3]。同時,當套圈尺寸較大時,修整效率較低,且修整出的形狀很難與套圈溝形吻合。
2 油石修整機設計
為更有效地解決CBN油石修整問題,設計油石修整機,如圖3所示,油石修整原理如圖4所示。
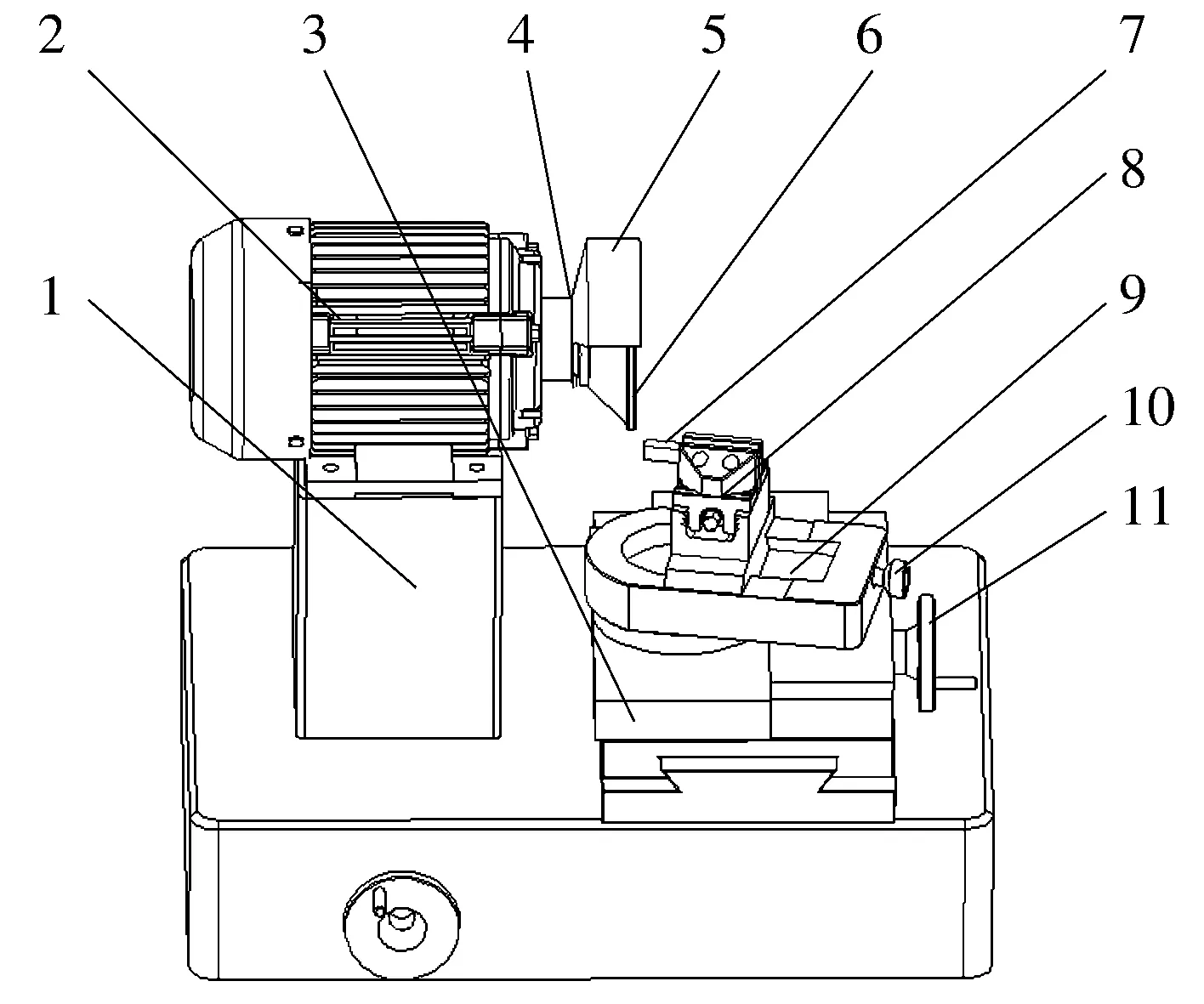
1—主體;2 —電動機;3—夾具底座;4—砂輪接盤;5—砂輪罩子;6—砂輪;7—油石;8—自定心夾具;9—夾具旋轉臺;10—微調手柄;11—手柄
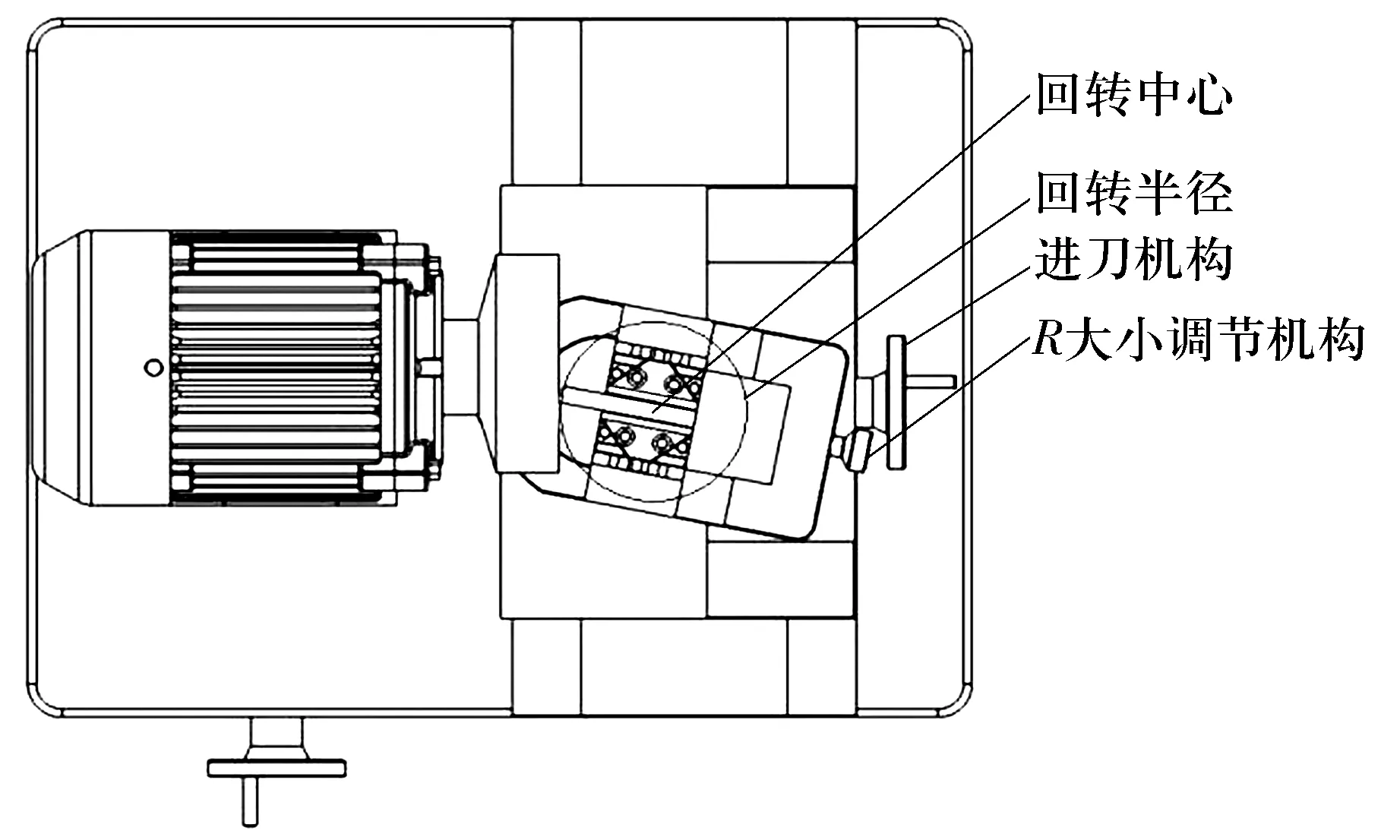
圖4 油石修整原理圖
將油石安裝在自定心夾具上,磨削時夾具做回轉運動,通過調節夾具位置可磨削得到與套圈溝形相吻合的油石。通過樣板透光或三坐標測量方式對油石溝形進行校驗,油石溝形由加工端距回轉中心的距離決定,油石修整機上帶刻度盤的微調機構,可在修整過程中對該距離進行微調[4-5]。
采用整體鑄鐵床身,剛性及穩定性好,尺寸小,使用方便,經一次裝夾即可完成油石修整。該修整方法可取代人工修磨,解決了高硬度CBN油石難修整的問題。
3 實際加工效果
改進油石修整方式前后加工的內圈各項技術指標見表1,改進后的修整方式各項技術指標優于原方式,且加工時間明顯縮短,達到了預期效果。
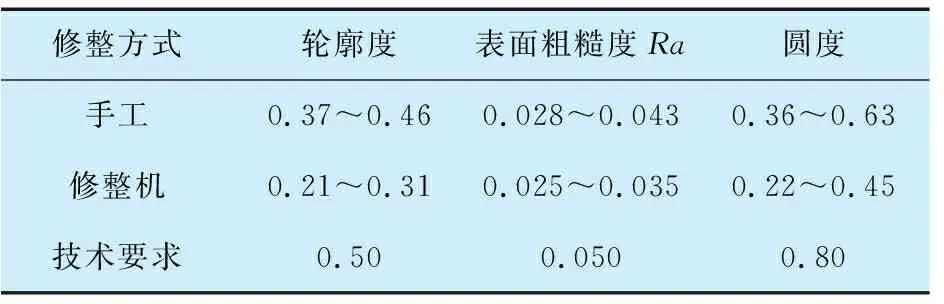
表1 改進油石修整方式前后加工的內圈各項技術指標
4 結束語
通過設計油石修整機,取代了手工修磨方式,提高了溝道超精加工質量和效率,應用效果良好。該修整方式也適用于角接觸球軸承溝道的超精加工,可推廣應用于其他規格油石的修整。
