鎳基合金堆焊管板機(jī)加工后密封面平面度控制措施
2021-07-23 08:45:42蔣國(guó)輝
石油化工建設(shè) 2021年3期
關(guān)鍵詞:變形
趙 祥 蔣國(guó)輝
中國(guó)石油天然氣第一建設(shè)有限公司 河南洛陽(yáng) 471023
鎳基合金堆焊管板是換熱器中的重要承壓元件,既要承受高壓,又要承受高溫腐蝕介質(zhì)的沖擊,運(yùn)行工況較為惡劣。鎳基合金是一種穩(wěn)定的耐蝕合金,同時(shí)具有良好的耐腐蝕性和耐高溫性,被廣泛應(yīng)用于存在氯化物腐蝕的設(shè)備中。某化工工程中間油- 油換熱器內(nèi)操作介質(zhì)氯離子含量高達(dá)13 萬(wàn)ppm,對(duì)耐點(diǎn)蝕要求極高。因此,設(shè)計(jì)單位將鎳基合金作為換熱器管板耐腐蝕堆焊材質(zhì),執(zhí)行ASME 標(biāo)準(zhǔn)制造。
鎳基合金堆焊管板既能滿足工程中耐腐蝕和耐高溫的需要,而且有很好的強(qiáng)度和良好的耐應(yīng)力腐蝕開裂性能,又大幅降低了管板的制造成本,具有很強(qiáng)的經(jīng)濟(jì)性。但是鎳基合金加工性能差,切削力大,切削溫度高,刀具磨損嚴(yán)重,對(duì)于這種材質(zhì)的堆焊后加工,如果不能有效控制加工后的平面度,極易造成水壓試驗(yàn)時(shí)泄露。因此,需要合理控制加工過程,減少管板加工過程的變形,滿足密封面平面度要求。
1 管板結(jié)構(gòu)特點(diǎn)與技術(shù)要求
1.1 結(jié)構(gòu)特點(diǎn)
作為浮頭式換熱器,管板主要材質(zhì)為SA- 266M Gr.2N 鍛件,在管程側(cè)表面堆焊厚度為6mm 材質(zhì)N08825 鎳基合金,固定管板直徑φ1687mm,浮動(dòng)管板直徑φ1585mm,厚度均為118mm,每塊管板上均布有1596 個(gè)φ25.25mm 的管孔。管孔群分布如圖1 所示。
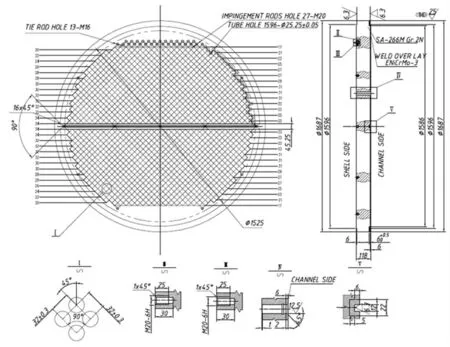
圖1 固定管板圖
1.2 技術(shù)要求
固定管板中心有12mm 隔板槽,槽內(nèi)堆焊鎳基合金。換熱管管板密封面平面度要求小于0.2mm,密封面粗糙度為Ra6.3μm,密封面厚度6mm。管板密封面應(yīng)與軸線垂直,其垂直度公差為0.3mm。除注明外,其余表面粗糙度為Ra12.5μm。
2 加工難點(diǎn)
2.1 工藝方案的選擇
根據(jù)復(fù)合管板的制造特點(diǎn),結(jié)合公司的設(shè)備能力,制定了管板的制造工藝流程:機(jī)加工待堆焊面→管板反變形→帶極堆焊過渡層→消氫處理→帶極堆焊復(fù)層→管板校平→機(jī)加工管板→管孔鉆孔。
(1)將第一塊管板殼程側(cè)(堆焊面的背面)車平,并以其為基準(zhǔn)面加工管板管程側(cè)(正面)碳鋼密封面和凸臺(tái),加工后的碳鋼密封面到基準(zhǔn)面的距離較圖紙尺寸增加10mm 后續(xù)加工余量。然后將管板的帶堆焊面做反變形,即堆焊面中心呈上凸的形狀,反變形量20mm,詳見圖2。
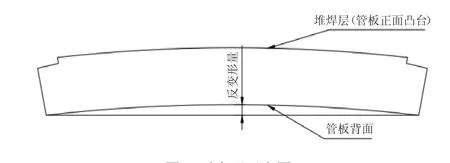
圖2 反變形示意圖
(2)對(duì)管板過渡層進(jìn)行堆焊,堆焊完成后進(jìn)行消氫處理,消氫溫度為200~250℃,時(shí)間1h。堆焊復(fù)層后,使用油壓機(jī)對(duì)管板進(jìn)行校平,要求校平后平面度不大于2mm。
(3)以管板背面為基準(zhǔn),以加工余量10mm 加上背面與碳鋼密封面理高度再加上6.5mm 為管板密封面的最終機(jī)加工高度,依次加工凸臺(tái)堆焊面、隔板堆焊面,保證凸臺(tái)與密封面的高度差為6mm。
(4)以管板機(jī)加工后的堆焊面為基準(zhǔn),加工管板背面密封面、凸臺(tái)、管板外圓至圖紙尺寸。
(5)加工管孔,然后以管板堆焊面為基準(zhǔn),加工固定管板的隔板槽堆焊面,保證凸臺(tái)與隔板槽的高度差6mm,且隔板槽略低于密封面。圖3 為固定管板的加工示意圖。
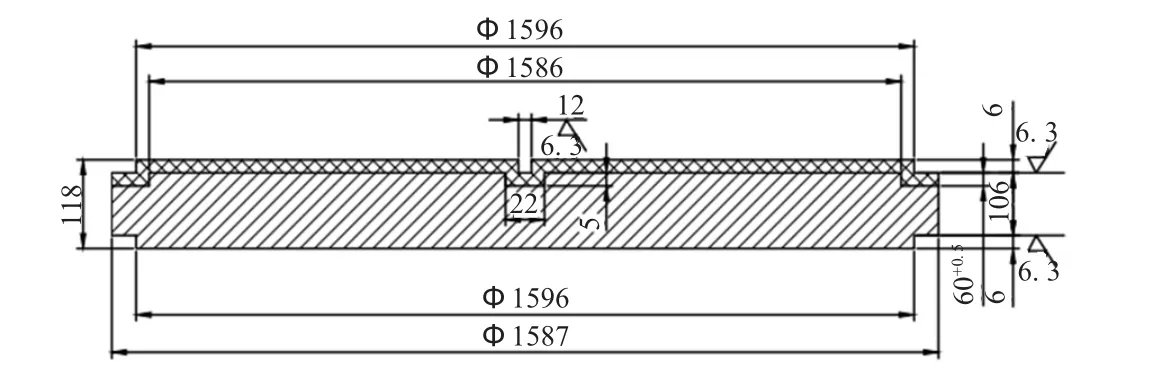
圖3 固定管板加工示意圖
2.2 加工難點(diǎn)
管板堆焊完成后進(jìn)行校平,校平后在立式車床上加工:先加工堆焊面,然后將管板下機(jī)床;翻轉(zhuǎn)管板,將殼程側(cè)表面朝上在車床上加工;加工完成后,到數(shù)控龍門鉆銑床進(jìn)行管孔加工;鉆孔時(shí)將堆焊面朝上放置在機(jī)床上,找正時(shí)發(fā)現(xiàn)管板有下凹的現(xiàn)象;測(cè)量管板的平面度,發(fā)現(xiàn)堆焊面一側(cè)中心比四周低0.4mm,表明管板發(fā)生了變形。
3 難點(diǎn)分析與改進(jìn)
3.1 難點(diǎn)的分析
管板在車床加工完后發(fā)生平面變形,說明鎳基合金堆焊管板在加工過程中會(huì)產(chǎn)生變形,需要分析原因。
3.1.1 鎳基合金材質(zhì)的原因
N08825 鎳基合金具有較強(qiáng)的抗塑性變形能力,造成加工硬化嚴(yán)重,切削溫度高。在切削這種材料時(shí),由于切削力較大,切削變形劇烈,發(fā)生在管板、刀具以及剝離的切屑之間的劇烈摩擦,產(chǎn)生大量的切削熱量。因此造成切削區(qū)域附近積攢了大量的熱量無(wú)法迅速散開,導(dǎo)致切削溫度非常高。而管板直徑大,切削量大時(shí)管板溫度極易升高,導(dǎo)致加工硬化應(yīng)力大,容易加大變形。
3.1.2 管板殘余應(yīng)力的釋放
鎳基合金堆焊采用帶極埋弧焊堆焊,熱輸入大,線能量大。同時(shí)在管板的制造過程中,先使用油壓機(jī)對(duì)管板做了反變形,在堆焊完成后使用油壓機(jī)進(jìn)行校平。加工完成后,由于堆焊和兩次沖壓形成的殘余應(yīng)力逐漸釋放,造成管板表面變形。
3.1.3 加工時(shí)堆焊層局部凹陷處補(bǔ)焊的影響
由于加工時(shí)發(fā)現(xiàn)局部有凹陷,補(bǔ)焊時(shí)又使用焊條進(jìn)行補(bǔ)焊,造成熱輸入較大,對(duì)周圍加工過的表面產(chǎn)生拉力。同時(shí),由于焊接時(shí)間上的差異會(huì)形成差異化的熱量釋放過程。
3.2 改進(jìn)方案與實(shí)施
通過對(duì)管板加工后變形的原因分析,堆焊過程和校平可以控制加工前的平面度,減少加工過程中的變形釋放量。關(guān)鍵在于加工過程中通過對(duì)加工參數(shù)的合理設(shè)定和時(shí)效處理方法,控制加工中管板應(yīng)力和熱量的釋放。改進(jìn)后的方案在第二塊管板上進(jìn)行實(shí)施。
(1)反變形控制:待表面加工完成后,使用油壓機(jī)對(duì)管板背面進(jìn)行沖壓反變形,以降低反變形沖壓尺寸,沖壓時(shí)反變形尺寸以10mm 為宜。
(2)帶極堆焊時(shí)要嚴(yán)格執(zhí)行焊接工藝,并使用測(cè)溫儀及時(shí)測(cè)量,控制層間溫度,減少熱輸入量。焊道間搭接均勻,由外向內(nèi)依次堆焊,堆焊參數(shù)見表1。

表1 堆焊層工藝參數(shù)
(3)使用2000t 油壓機(jī)對(duì)管板校平,校平時(shí)避免同一位置的反復(fù)沖壓,同時(shí)降低校平過程中產(chǎn)生的波浪。對(duì)于局部凹陷要測(cè)量深度,做好標(biāo)記。堆焊完成校平時(shí),整個(gè)平面的平面度要在2mm 左右。校平產(chǎn)生的波浪變形只要按理論計(jì)算能夠滿足機(jī)加工要求的焊層厚度即可,隨后可以在加工時(shí)進(jìn)行局部補(bǔ)焊。在加工堆焊層時(shí),若發(fā)現(xiàn)有凹陷需要在車削還有余量時(shí)提前補(bǔ)焊,補(bǔ)焊采用氬弧焊等熱輸入小的焊接形式。
(4)機(jī)加工堆焊層時(shí),要先對(duì)管板進(jìn)行找正,然后粗車堆焊層表面。加工過程中控制車床轉(zhuǎn)速不超過25r/ min,縱向進(jìn)刀量不大于0.5mm,切削進(jìn)給量在0.25~0.4mm/ r。使用切削液對(duì)加工區(qū)域進(jìn)行冷卻,堆焊層車平前進(jìn)行補(bǔ)焊;補(bǔ)焊后,將補(bǔ)焊部位與管板堆焊層表面加工平,整個(gè)堆焊層留1mm 余量;加工完成后放置12h,然后測(cè)量管板堆焊面平面度。校平后的堆焊管板見圖4。
圖4 校平后的堆焊管板圖
(5)精車管板堆焊層:將管板堆焊層加工至圖紙尺寸,密封面加工至6.5mm,密封面堆焊層厚度按上偏差執(zhí)行,避免管板變形后密封面沒有加工余量,粗糙度加工至6.3μm。加工過程中,控制機(jī)床轉(zhuǎn)速不超過12.5r/ min,縱向進(jìn)刀量不大于0.25mm,切削進(jìn)給量0.08~0.18mm/ r。在堆焊層尺寸加工至圖紙要求后停車,以四周為百分表基準(zhǔn)零點(diǎn)。測(cè)量發(fā)現(xiàn)管板中心圓點(diǎn)為- 0.06mm,放置工件4h 后測(cè)量平面度,發(fā)現(xiàn)中心為- 0.1mm。
(6)在平面度滿足要求后將管板翻轉(zhuǎn),對(duì)管板殼程側(cè)進(jìn)行加工,直至圖紙尺寸。加工完成后測(cè)量平面度,以管板四周平面為百分表對(duì)零基準(zhǔn),測(cè)量管板中心圓點(diǎn)值為0.14mm。如果以殼程側(cè)為上表面,整個(gè)管板平面呈現(xiàn)中心高四周低的形態(tài),差值約0.1mm。
(7)通過以上措施較好地控制了管板車削加工后的平面度,滿足了管板鉆孔的需要。但是在后續(xù)管孔鉆削時(shí)由于采用龍門鉆銑床高速鉆孔,而管板母材與堆焊層材質(zhì)切削性能差異大。針對(duì)母材和堆焊層截然不同的切削性能,需要分步鉆孔:先將復(fù)合層鉆掉,再鉆通孔,兩次鉆孔都采用走s 型的方式進(jìn)行。根據(jù)管板的特點(diǎn)對(duì)鉆孔順序進(jìn)行改進(jìn),充分保證管板復(fù)合層鎳基合金散熱的均勻性和管板承受鉆孔沖擊力的均勻性。
(8)以管板堆焊面密封面為基準(zhǔn),在數(shù)控龍門鉆銑床上銑出管板中心隔板槽堆焊面,保證凸臺(tái)與隔板槽的高度差6mm,且隔板槽略低于密封面。
3.3 管板平面度測(cè)量
管板鉆孔完成后測(cè)量管板平面度。將管板靜置在立式車床上,以堆焊?jìng)?cè)加工完的密封面進(jìn)行8 點(diǎn)對(duì)稱找正,對(duì)稱找正偏差不大于0.1mm。使用百分表測(cè)量管板平面度,發(fā)現(xiàn)管板平面度為0.2mm,密封面平面度為0.08mm,滿足技術(shù)要求。
4 結(jié)語(yǔ)
通過對(duì)鎳基合金堆焊管板機(jī)加工過程中變形原因的分析,從堆焊過程控制到改進(jìn)管板機(jī)加工過程中切削參數(shù),解決了鎳基合金堆焊管板加工過程中的變形問題,保證了管板密封面的平面度,進(jìn)而實(shí)現(xiàn)了鎳基合金堆焊管板一次加工的合格率,不僅提高了質(zhì)量可靠性,而且掌握了加工方法。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36