基于激光光斑直徑的激光熔覆粉末匯聚特性數值模擬
2021-07-23 09:27:24趙陳敏練國富馮美艷陳昌榮
激光與紅外 2021年6期
關鍵詞:模型
趙陳敏,練國富,馮美艷,陳昌榮,黃 旭
(福建工程學院機械與汽車工程學院,福建 福州 350118)
1 引 言
激光熔覆噴嘴作為送粉系統的關鍵部位之一,影響著粉末的輸送特性和熔覆層質量[1]。合適的粉末輸送特性不僅可以提高粉末利用率,還有助于提高涂層質量。要準確獲得粉末輸送過程的流動特性,需要詳細的分析和計算[2]。
激光熔覆根據送粉方式的不同分為旁軸送粉、同軸送粉以及預置粉末等,其中同軸送粉消除了激光束與粉末流不對稱導致激光掃描方向無法隨意改變的問題[1,3]。在同軸送粉的激光熔覆過程中,粉末的匯聚特性是影響著熔覆層質量的關鍵因素,而同軸送粉的噴嘴結構、送粉參數等是影響粉末匯聚特性的主要因素。
在噴嘴結構研究方面,Kovalenko等[4]利用氣-粉兩相流的數值模擬結果,設計了多通道噴嘴結構,并進行了實驗研究,確定了激光熔覆多通道噴嘴的最佳工藝參數,發現熔覆層尺寸的增加主要與聚焦激光束與工件表面“聚焦”氣流相遇區域粉末濃度的增加有關。Ju等[5]基于CFD的三維模型,研究了環境壓力和噴嘴尺寸對激光熔覆過程中粒子分布和速度的影響,結果表明,60°噴嘴角度可以獲得較小的粉末流焦點,使用較短的焦距可以獲得較高粉末質量濃度。Korsmik等[6]通過研究噴嘴結構與激光熔覆效率的關系,發現熔高由于粉末轉移系數的增加而增加,直至氣體粉末射流的焦點;當氣粉射流焦點位于熔覆表面上方時,由于射流中粒子濃度低且不穩定,導致粉末傳輸系數降低。在送粉參數研究方面,Liu等[7]基于氣-粉兩相流理論建立了數值模型,發現隨著保護氣體流量的增加,粉末與噴嘴出口的焦距增大,最大粉末濃度減小。Gao等[8]基于Euler-Lagrange理論,建立了四流噴嘴的氣粉流動數值模型,研究了LMD過程中的送粉機理,結果表明,在2.5~3.5 kg/h的粉末流量和6 l/min的載氣流量下,金屬粉末可以有效地輸送。
目前對于激光熔覆粉末匯聚特性的研究主要集中在噴嘴結構和送粉參數對于粉末濃度上,對于激光光斑大小與粉末流焦點直徑的作用關系研究較少。本文基于FDH0273激光熔覆頭,采用數值模擬和實驗相結合,探索激光熔覆過程激光與粉末流的耦合作用機理,指導激光熔覆工藝實施。
2 計算模型及方法
通過測繪實際激光熔覆頭模型(如圖1(a)所示),建立如圖1(b)所示同軸送粉噴嘴模型,本文計算區域包括噴嘴位置和噴嘴下方的擴展的圓柱區域,噴嘴位置用于計算內部顆粒的碰撞和氣-粉輸送過程;噴嘴下方的擴展的圓柱區域用于計算氣-粉匯聚情況。為了提高網格生成的精度,采用自頂向下八叉樹法對非結構四面體單元網格進行劃分,網格如圖1(c)所示。對于氣體、氣-粉入口設置為速度入口邊界條件,噴嘴內外壁設置成壁面邊界條件,圓柱側面及區域下方設置成壓力出口邊界條件,圓柱側面設置成逃逸邊界。

圖1 同軸送粉噴嘴模型
在同軸送粉過程中主要有四路載粉氣體、一路中心保護氣以及冷卻管路,載粉氣體主要作用是承載和運輸粉末,其與粉末顆粒形成氣-固兩相流;中心保護氣主要作用是抑制粉末反彈和保護鏡片;冷卻管路主要作用是帶走激光器在電光轉換過程中產生的多余熱量,帶走外光路鏡片反射激光束過程中所吸收的熱量,使激光系統在工作過程中處于熱平衡。
同軸送粉的數值模擬中,將載粉氣和中心保護氣視為不可壓縮連續相處理,有流體動力學中的連續方程和動量方程求解[9]。粉末顆粒的體積遠小于同管道氣體的體積的10 %,故將粉末顆粒視為離散相處理,采用離散相描述顆粒分布行為。
2.1 氣相模型及控制方程
為了準確描述噴嘴內部氣體動態流動,氣相采用粘性可壓縮定常流動的Navier-Stokes方程,采用標準k-ε模型求解[10]。湍流流動的控制方程如下所示[5,11]:
質量守恒方程:
(1)
動量守恒方程:
(2)
其中,i、j=1,2,3 表示張量;ρ是氣體密度;ui和uj分別代表i和j方向的速度矢量;xi和xj是i和j方向的x向量;P是壓力;gi是重力加速度;μ是分子粘度;μt是湍流粘度,其中湍流粘度定義如下:
(3)
其中,Cμ=0.09為常數;k為湍流動能;ε為耗散率。
湍流動能守恒方程:
(4)
湍流動能耗散守恒方程:

(5)

(6)

(7)
其中,Gk為平均速度產生的湍動能;Gb為浮力產生的湍動能;Pt為湍流普朗特常數,其中常數σk=1.0,ε=1.3,C1=1.44,C2=1.92是經驗常數。
2.2 粉末運輸與軌跡模擬
對于粉末顆粒模型,采用Euler-Lagrange描述離散相模型,顆粒在Lagrange坐標下的受力平衡方程為[12-13]:

(8)
其中,upi為顆粒速度;ρp為顆粒密度;Fi為附加力;FD(ui-upi)為顆粒的單位質量曳力:
(9)
其中,dp是顆粒直徑;μ是氣體的粘度;Re是雷諾數,其定義如下:

(10)
CD是阻力系數,其定義為:
(11)
其中,a1、a2、a3為經驗常數。
2.3 粉末顆粒碰撞描述
粉末顆粒從進入噴嘴到熔覆過程中,顆粒與顆粒之間、顆粒與噴嘴內壁之間的碰撞程度不同,在顆粒運輸過程中,顆粒經歷多次碰撞,隨著碰撞次數的增多對粉末的匯聚情況影響越大[14]。
顆粒碰撞引起的動量損失可以通過恢復系數進行描述,恢復系數定義為碰撞前后的速度比,公式如下所示:
(12)
其中,u1為碰撞前粒子速度;u2為碰撞后粒子速度。
在彈性碰撞中kn=1,非彈性碰撞中kn<1。而kn一般在0.9~0.99之間[2]。本文考慮了顆粒之間、顆粒與噴嘴內壁之間的碰撞,并將kn設為一個常數。
2.4 主要計算參數
計算的初始條件為:出口壓力P=P0=0.1 MPa,溫度T=T0=300 K。本次研究采用的載粉氣為氬氣,參數如表1所示,粉末顆粒為W6Mo5Cr4V2 高速鋼粉末,性能參數見表2。假設載粉氣和粉末在進入噴嘴前是均勻的,并且兩者速度矢量相同。載粉氣的入射速度可以定義為[2]:

表1 氬氣性質表

表2 粉末及相關參數表
(13)
其中,Q是載粉氣體的流量;S是送粉管的橫截面積。
本次模擬遵循如下假設:
(1)氣-粉流體認為是一種粘性、可壓縮、定常的湍流流體。
(2)計算只包括阻力、慣性力和重力,而忽略了其他力。
(3)粒子是球形的,其大小假定遵循一般的Rossin-Rammler分布。
(4)忽略了顆粒對氣流的影響。
3 計算模型驗證
圖2為在送氣速度為17.0 m/s下的數值模擬圖與實驗所得送粉實際情況圖,從圖中可以看出數值模擬噴粉圖與實際噴粉過程較為吻合,模擬與實際的粉末噴射情況具有較好的一致性,具有明顯的粉末流焦點與發散區域,說明了噴嘴模型的準確性和數值模型模擬的可行性。
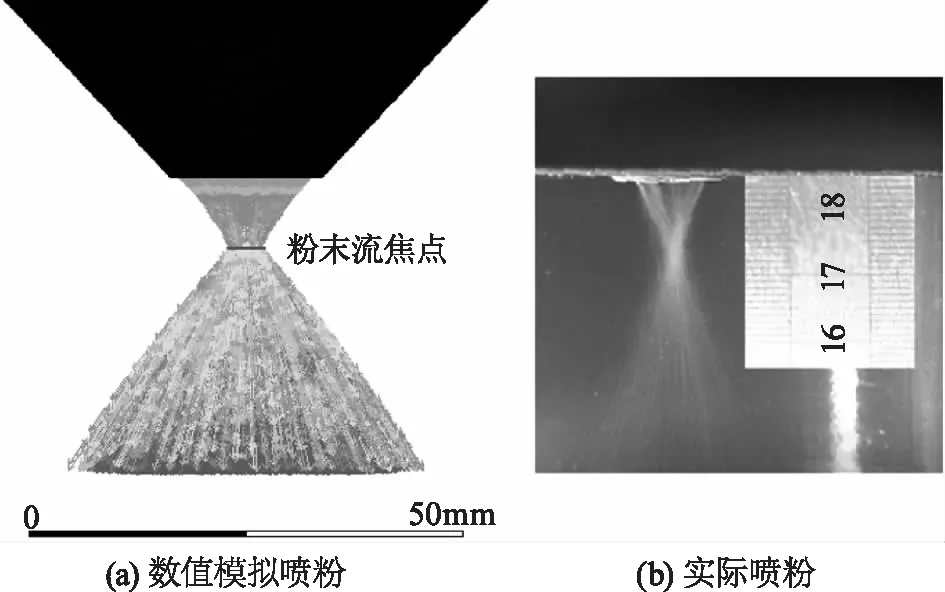
圖2 同軸送粉模型的實驗對比與驗證
4 計算結果與討論
4.1 送粉速度對粉末匯聚特性的影響
圖3顯示了不同送粉速度下的DPM速度云圖和速度圖,其中不同顏色代表不同速度大小。由于激光熔覆噴嘴具有對稱性,故速度圖具有良好的對稱性。從圖3(a)和圖3(b)可以看出,由于載粉氣噴出噴嘴口后,會帶動周圍氣流形成氣旋,從而導致部分粉末顆粒受到影響向周圍飛散,遠離噴嘴位置的顆粒飛散,從而使得粉末造成一定的浪費。顆粒在氣動力帶動下和顆粒自身重力的共同作用下,下降速度不斷提升,在噴嘴底端達到最大速度。

圖3 數值模擬結果
從圖4可以看出,隨著送粉速度的提高,粉末流焦點直徑逐漸減少,表3為送粉速度與粉末焦點結果對應關系,這是由于送粉速度較小時,顆粒在剛出噴嘴時受到的重力和顆粒之間的碰撞力作用,具有一定的發散作用,從而粉末流焦點直徑相對較大;當送粉速度較大時粉末慣性力較大,剛出噴嘴時發散較小,因此粉末在交點區域碰撞后下落,或者沿原來的速度方向運動,故粉末流焦點直徑變小。

(a)11.3 m/s
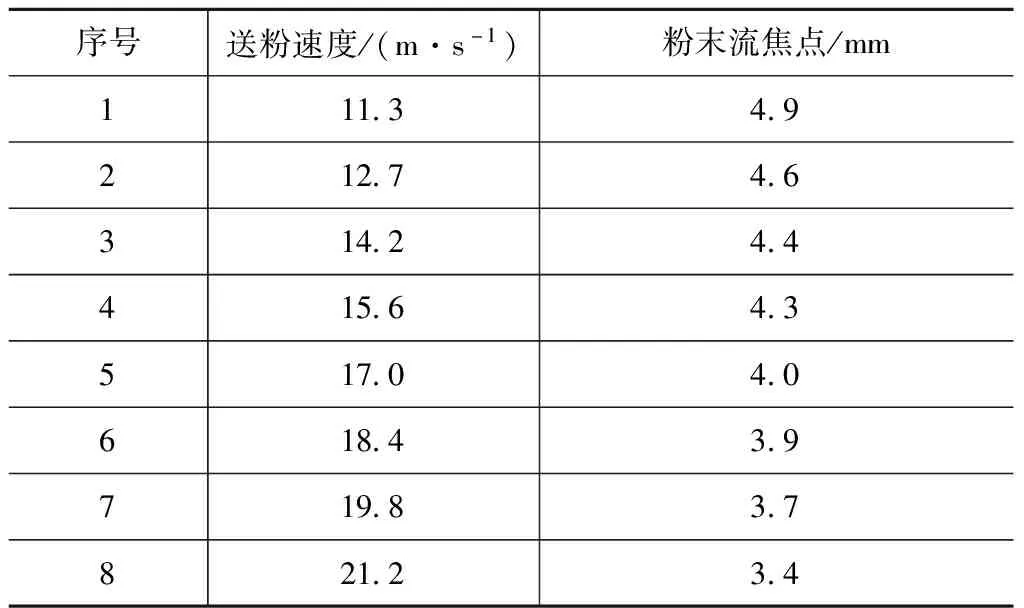
表3 送粉速度與粉末焦點結果對應表
4.2 粉末焦點與激光光斑的相互關系
同軸送粉激光熔覆的激光器符合高斯圓形光源,根據激光光斑直徑為5 mm,進行計算得出如圖5所示激光光斑模擬圖,從中可以看出在光斑直徑小于4 mm時能量較高。從圖6中可以得出隨著送粉速度的增加,粉末流焦點直徑減小,當粉末流焦點直徑大于4 mm的時候,激光光斑直徑開始小于粉末流直徑,此時部分粉末未受到激光直接照射,不能獲得足夠的能量完全熔化;當粉末流直徑在4 mm時,激光光斑直徑與粉末流焦點直徑相同,此時粉末正好在激光高能區域內均勻分布能得到足夠的能量熔化,獲得較好的熔覆形貌與較大的橫截面積,如圖7所示。

圖5 高斯圓形激光光斑圖

圖6 激光光斑直徑與粉末流焦點直徑圖

圖7 送粉速度17.0 m/s 熔覆圖
4.3 實驗驗證
送粉速度越大,單位時間的送粉量越大,在實際生產中生產效率更高,然而根據激光光斑與粉末焦點的相互關系可知,當送粉速度大于17.0 m/s時,激光光斑直徑大于粉末流焦點,為了更好地探索激光與粉末焦點的耦合作用關系,故將送粉速度大于17.0 m/s的時候進行實驗驗證,以激光功率1500 W,掃描速度6 mm/s開展實驗研究。當粉末流焦點直徑進一步減小時,單位體積內的粉末含量上升,從而使得部分粉末受到遮蔽無法獲得足夠的能量,因此產生了粘粉現象。
當粉末流焦點直徑小于激光光斑直徑時,隨著送粉速度的增加,粉末流焦點直徑變小,粉末顆粒分布區域小于激光的高能區域,粉末焦點之外激光高能光斑直徑內的基體被激光照射加熱,使得熱影響區域增大,熔覆形貌隨著送粉速度的提升出現明顯的層次感,當送粉速度達到最大時(圖8中最右邊樣件),熔覆層周邊熱影響區增大,熔覆層由于高能過燒表面形貌逐漸變差。

圖8 實際熔覆圖
5 結 論
為了探索激光熔覆過程激光與粉末流的耦合作用機理,獲得激光光斑與粉末流焦點直徑的作用關系,通過數值模擬獲得送粉速度與粉末匯聚特性的影響關系,并通過研究激光光斑大小與粉末流焦點直徑的相互關系對熔覆效率與形貌的作用機理,得出結論如下:
(1)通過數值模擬與實際噴粉過程對比結果可知該模型能夠較好地預測激光熔覆粉末流場。隨著送粉速度的提升,粉末顆粒具有較快的流動速度,使得粉末流焦點直徑減小,因此粉末獲得更好的收斂性。
(2)當粉末流焦點直徑與激光光斑直徑相近時,粉末利用率得到顯著提升并能獲得良好的熔覆形貌。
(3)通過對激光熔覆實驗進一步驗證可發現,過大的送粉速度會造成熱影響區域增大,熔覆表面形貌變差,因此送粉速度為17.0 m/s時能獲得較好的熔覆形貌。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
