100W脈沖激光器冷軋鋼板表面氧化膜清洗
2021-07-23 09:27:24王賢寶王明娣郭敏超倪玉吉
激光與紅外 2021年6期
關鍵詞:實驗
王賢寶,王明娣,郭敏超,倪玉吉,張 曉
(蘇州大學機電工程學院,江蘇 蘇州 215000)
1 引 言
激光清洗技術是指采用能量較高的激光束照射工作表面,激光發射的光束被需處理表面上的污染層所吸收,激光與污染層之間的相互作用導致的光物理反應,表面的氧化膜發生瞬間蒸發或者剝離,從而達到清洗表面氧化膜的作用。激光清洗的方法主要有四種:激光干洗法,激光濕洗法,惰性氣體法,非腐蝕化學法[1]。與傳統的化學清洗比較,如酸洗,激光清洗作為目前較為先進的清洗方法,占據明顯的優勢,不會因為酸洗過度破壞基層材料,且激光清洗時,每次清洗都是可以控制的,每次清洗的參數可以根據上一次的清洗效果進行調整。酸洗對基材的破壞是不可挽回的,激光清洗明顯地避免了這一點。
冷軋鋼板在機械工業中應用廣泛,其制造過程是以熱軋鋼板經過酸洗之后成形,冷軋鋼板與熱軋鋼板相比較,沒有經過退火,回火處理,強度和硬度都很高(HRB大于90),但是塑性下降,機械加工性能差,所以不能用作沖壓件,只能作為結構件[2]。本次實驗材料為船體外殼的鋼板,厚度為5~6 mm,由于長時間與海水接觸,表面受到腐蝕而產生了一層厚厚的氧化膜。傳統的工業清洗方式不僅效率低,且很難達到清洗完全的效果。
對于樣品材料表面氧化膜的清洗,考慮到有三層不同的物質,分別是氧化亞鐵,氧化鐵,四氧化三鐵。如圖1所示為氧化膜分層模型,國內外學者對激光清洗金屬表面做了許多研究,但是以往所清洗的表面氧化膜通常只有一種且厚度較小,容易被清除,只需要使用相同的激光參數進行清洗就可以了[3]。本實驗樣品,氧化膜包括三種不同的物質,厚度達到了0.3~0.5 mm,需要根據不同物質的特性選擇不同的參數來進行數次清洗,才能達到完全清除的效果。

圖1 分層模型
本實驗采用的設備是100 W激光打標機,性能穩定,體積小,功耗低,使用壽命長。光束質量好,高精度細致光斑保證清洗結果的完美。因為基材和氧化膜對激光的吸收率存在差異,在清洗了表面氧化膜之后,光滑的基材對激光的反射率較高,激光的能量可以被全部反射,這樣可以避免對基材造成損傷,或者說是對基材的損傷可以控制在很低。
影響激光清洗的因素有很多,例如激光功率,掃描速度,激光頻率等都會影響表面清洗效果,對于此樣品表面氧化膜的清洗,可以將激光器參數分為兩大類:有一類叫做激光的空間參數,包括線間距,掃描速度和填充方式;第二類包括激光功率和脈寬,主要影響輸入激光的能量屬性。因此為了在保證清洗效果的情況下,避免對基材造成損傷,需要在清洗的最低閾值和表面損傷閾值之間取得數值平衡[4]。
2 實驗材料、設備及過程
2.1 實驗材料及設備
本實驗的材料是冷軋鋼板,成分主要有Fe,C,Mn,其中C≤0.08 %;Mn≤0.4 %。多用于船體外殼,由于與海水,空氣長期直接接觸,導致鋼板外層附著一層厚厚的氧化膜,尺寸大小為400 mm×400 mm×5 mm。而且氧化膜由于氧化程度不同,導致氧化膜成分不同,分別有氧化亞鐵,氧化鐵,四氧化三鐵。由于鋼板用途廣泛,采用一般的物理清洗或化學清洗方法效果并不好,且效率低。
本實驗所采用的波長為1064 nm的100 W脈沖激光清洗,主要由電腦控制軟件,激光器,擴束鏡,可三軸運動的工作平臺組成,其中,激光器的功率最大可以達到100 W,場鏡焦距為225 mm,單脈沖能量為1 mJ。激光清洗設備如圖2所示。

圖2 實驗設備圖
脈沖激光器的掃描方式為沿x軸的方向,激光通過振鏡的作用在y軸方向上不斷往復擺動。由于材料的大小限制,在清洗完一小塊樣品之后,需要移動鋼板,再進行下一次的清洗,在清洗過程中戴上護目鏡,避免激光刺傷眼睛,還可以觀察清洗過程中表面的變化,以便優化下一次的參數。實驗設備的原理圖如圖3所示。

圖3 實驗設備原理圖
2.2 實驗原理
鋼板表面對激光的吸收主要是由激光的波長決定。激光的功率P;頻率f;光斑直徑D是激光的主要參數,三者共同決定了激光的能量密度。清洗的主要原理是由激光的高能量密度沖擊在基材表面,由于基材對激光有一定的吸收,導致表面的氧化膜吸收到一定的能量之后脫落。
根據能量守恒定律,激光器發出的激光能量去向分為三個部分,部分能量在材料內部被吸收;部分能量被材料表面反射;部分能量被透射,因此公式可以寫成[5]:
E0=E反射+E吸收+E透射
(1)
兩邊變形為:
R+α+T=1
(2)
式中,R為材料的反射率;α為材料的吸收率;T為材料的透射率。
若激光沿著豎直方向傳播,激光照射到材料表面,其強度滿足下式:
I=I0e-αz
(3)
這個公式為布拉格定律,其中I0為入射激光強度,α為材料的吸收率。定義激光在材料中傳播時其激光強度降低到原始強度1/e處的傳播深度為激光的穿透深度[6]。
當光照射到材料表面的時候,由于光是一種電磁場,氧化膜中的原子被迫發生振動,產生透射波。因為透射波的持續時間短,傳播距離遠小于激光波長,氧化膜強烈吸收激光產生的透射波,且金屬對激光是不透明的,氧化膜底部還有鋼板基材,所以一般認為透射率T=0。由于透射率T為0,所以得到透射能量也就為0,氧化層只存在反射率和吸收率,進一步變化公式為[7]:
α+R=1
(4)
根據菲涅爾公式,可以得到激光在氧化層的反射率:
(5)
而吸收率為:
(6)
其中,k表示吸收指數,由于激光器發射出的激光垂直基材表面入射到氧化層表面,環境中的空氣對于激光的折射率基本為1。因為基材表面的氧化膜不透光,它對激光能量的吸收指數大于對激光的穿透指數,說明氧化膜能吸收激光發射出的大部分能量,氧化膜吸收能量之后,溫度迅速上升,最終脫離基體表面[8]。
當基材表面氧化膜吸收到足夠多的激光光束能量,溫度達到某一數值,氧化物慢慢氣化,才能從材料表面脫離。各種鋼和鐵的氧化物氣化溫度在2800~2900 ℃;大多數金屬材料對激光的吸收率在10 %~20 %,且氧化層表面粗糙,吸收率大。根據能量密度的計算公式:
(7)
其中,P為激光功率;D為激光聚焦光斑直徑;f為激光重復頻率。
再由金屬吸熱公式:
Q=cmΔT
(8)
其中,Q為總吸收熱量;c為材料比熱;m為單位質量;ΔT為從常溫到氣化的溫度差。根據能量密度φ與氧化膜氣化所需要的的能量Q的關系即可得出激光的去除閾值1.6 J/cm2,當激光的能量密度設置為大于激光去除閾值時,即可去除氧化膜。
2.3 實驗過程
本實驗采用的是1064 nm波長的100 W激光清洗機,參數設置軟件是MarkingMate,軟件的屬性頁設置如圖4,在實驗開始的時候,首先要設置激光所要清洗的形狀大小,由于本實驗材料的限制,大小設置為4 cm×1 cm的長方形,在軟件中繪出圖形。激光功率,頻率,清洗速度可以通過功率測試進行調試,在不斷的實驗中探索每個參數對表面氧化膜的清洗質量影響。由于本實驗采用的是100 W激光器,功率較低,氧化膜厚度太大,且每一層氧化膜的成分不同,所以功率的選擇較少,要改變的參數是頻率以及掃描速度,實驗采用單因素的實驗方法。

圖4 實驗參數調節
考慮到第一層是比較難清除的四氧化三鐵,所以第一次試驗參數為功率100 %,頻率為40 kHz,掃描速度1300 mm/s,掃描次數呈6的倍數增加,在次數達到24次之后,雖然表面的氧化膜已經被清除,但是表面顏色呈黑色。在用低功率的激光清洗表面黑色的時候,更換頻率,功率保持不變,掃描6次之后,由于兩次頻率的變化,導致清洗表面有層狀花紋,且嘗試用激光清洗花紋的時候,發現花紋清洗不掉。
經過第一次試驗的經驗,在清洗同一區域氧化膜時,改變頻率會導致表面出現花紋,所以兩次清洗只改變功率和掃描速度。參數選擇功率100 %,頻率為20 kHz,掃描速度1300 mm/s,掃描18次之后,第一層和第二層氧化膜基本被清除,表面呈現黑色,這是由于高功率的激光與基材表面作用,使鋼板再次發生氧化反應,導致表面變黑,這時調整參數,采用功率較小的激光,清洗掉表面的黑色。參數為功率60 %,頻率不變20 kHz,掃描速度1300 mm/s,掃描6次之后,表面達到清洗標準,與基材原本顏色基本一致。如圖5所示。在把所有實驗都做完后匯總之后的實驗數據如表1所示。

圖5 所有樣品清洗圖

表1 實驗參數表
3 實驗分析
3.1 材料表面分析
在經過了11次試驗之后,通過改變激光功率,頻率,掃描速度以及清洗速度。得到了最佳參數:第9號試驗清洗效果最佳,掃描速度1300 mm/s,第一次功率100 %,頻率20 kHz,次數24;第二次功率40 %,頻率20 kHz,次數6次。采用本參數可以對冷軋鋼板表面進行清洗,可以將其表面的復合氧化膜完全清洗干凈,且與原鋼板不存在色差。如圖6所示。

圖6 未清洗表面和清洗表面對比
表2是鋼板表面各種氧化物的熔點,正是因為各層氧化物熔點不同,才需要用不同的參數的激光器清洗氧化膜。通常情況下,氧化物附著在金屬表面會存在結合強度,范圍在20~350 Mpa之間,所以需要通過一些波動將表面的氧化物殘渣去除掉。影響氧化膜清洗的重要因素是熱影響,激光清洗過程中,激光照射材料表面引發的溫度變化,氧化膜熔化,且由于金屬的導熱性,更深層的金屬也會發熱,對下一層表面的清洗會有所影響,這一因素很難避免。

表2 各氧化物的熔點
對比10號、11號實驗和前面實驗,會發現掃描速度會影響表面的光潔度。如圖7所示,當掃描速度過快時,基材表面呈黑色,且激光清洗效果不明顯,需要的掃描次數更多,導致效率不高。所以不應該用提高掃描速度的方法來提高效率。

圖7 第2號實驗和11號實驗對比
激光清洗的效果需要考慮表面硬度,表面粗糙度以及表面氧含量,其中表面氧含量會影響清洗后表面的色澤是否會發黑。在保證鋼板表面氧化膜能完全被清除的情況下,基材表面硬度越高越好,表面粗糙度越小越好且顏色要與材料原本的保持一致[6]。
3.2 EDS分析
通過EDS測量激光清洗區域的Fe,C,O這3種主要元素含量,清洗效果的評判標準主要看被清洗完的表面中氧含量,以及表面光潔度等。當功率達到100 %時,表面出現黑色斑點,這是由于氧化膜已經被完全清除,激光開始作用在基材上,導致表面氧化變黑,與功率為60 %時的清洗樣品相比,隨著功率的升高,氧化膜中的氧化亞鐵被不斷的氧化,剝離基體表面,會引起基材的燒蝕情況更加明顯,最終導致表面完全變黑[9]。而當激光功率為40 %和60 %時,由于氧化膜較厚,隨著激光功率的降低,能量密度不夠,表層的已經氧化完全的四氧化三鐵吸收的能量太少,需要經過多次的掃描才能清洗干凈,這種清洗方雖然能很好地控制基材表面的光潔度,并且不會因為功率過高使基材發生氧化,但是效率過低。綜合看來,在激光功率為60 %時,氧化膜基本被完全清除,且不會使清洗后的表面發生氧化變黑。如表3所示。
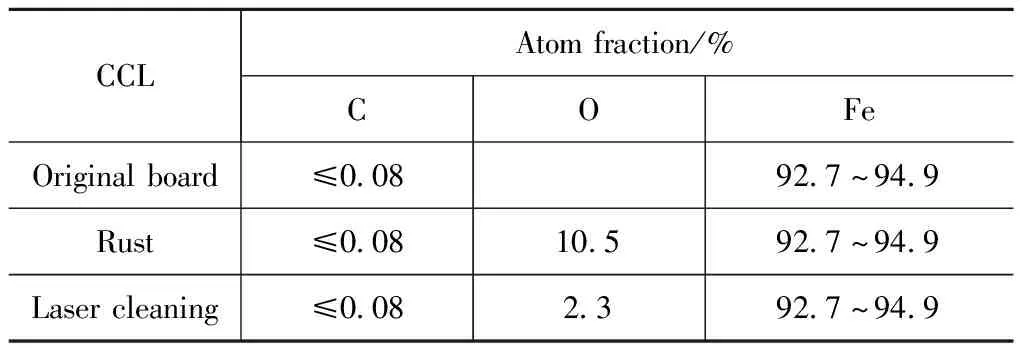
表3 表面氧元素含量
在第一次掃描完基體表面后,表面的氧化物對激光的吸收作用會增強,并且表面的氧化物會相應地減少,如果此時再用上一次的參數再次清洗,產生的應力波會明顯地降低,說明此時再用第一次的方法掃描,清洗結果并不會好太多。由于更深層的氧化膜更難以被清除,所以此時需要改變參數,增強激光的能量,提高功率或者頻率可以相應地提高激光能量[10],由此可以得知,僅僅通過改變清洗次數并不能使清洗的效果得到很大改善,而且清洗效率會大幅度降低,因此清洗過程中采用一次或者兩次的參數比較合適。
在清洗過程中,激光功率影響單位面積內的激光能量密度,而激光頻率會影響單個光斑的能量大小,對于樣品鋼板表面氧化膜的清洗,需要的是整個范圍內激光的作用,所以采用的是高功率和低頻率的參數。由于在激光掃描過程中,沒有保護氣體附著在已經被清洗的鋼材表面,加上激光的熱效應,導致被清洗表面很容易被二次氧化,氧化膜未能被完全清除[11]。
掃描速度參數分為500 mm/s,1300 mm/s,2000 mm/s三個因素,激光掃描速度的快慢會影響單位面積內氧化膜吸收能量的多少,在掃描速度為500 mm/s時,氧化膜清洗效果明顯,但是由于激光掃描速度過慢,基材吸熱量過高,導致已經清洗完的暴露在空氣中的部分與氧氣發生作用,再次氧化,氧含量上升,再次附著一層新的氧化膜。隨著掃描速度的加快,當速度達到2000 mm/s時,單位時間內基材吸收的能量不夠,氧化膜很難受熱脫離基材表面,而且如果再次用不同功率的激光再次掃描,效果不太明顯。如圖8所示,實驗發現樣品采用1300 mm/s的掃描速度時,清洗效果好,表面不會產生黑斑,也不會因為掃描速度過快的原因,出現毛刺[12]。

圖8 掃描速度對含氧量的影響
3.3 硬度分析
硬度是材料表面性能很重要的一個指標,是材料抵抗硬物壓進表面的能力。冷軋鋼板具體分為1/8硬、1/4硬、1/2硬和全硬狀態材料的硬度值,本次實驗的冷軋鋼板硬度值為1/2硬,洛氏硬度范圍在74~89之間[13],采用手持式洛氏硬度計測量清洗后的表面硬度。
由表4可以看出,在經過數次的激光清洗后,去除掉表面氧化膜的鋼板硬度基本不變,甚至有略微上升,這是因為在基體表面附著了一層氧化膜,氧化膜與基體表面的作用力很弱,當激光掃描過基體表面后,清洗掉的殘渣落在基體表面,根據激光除銹的分層模型,底層的鋼板與氧化層形成了雙層系統,使得沒有還沒有脫離基底表面的氧化層吸收熱量后繼續均勻附著在材料上,重新形成了一層保護膜。根據實驗結果分析,當激光的功率越大,保護膜在材料表面附著越均勻,清洗完的材料表面硬度越大。

表4 硬度極差分析
3.4 粗糙度分析
表面粗糙度是指加工表面具有的較小間距和峰谷所組成的微觀幾何形狀誤差,當激光掃描速度較低時,因為掃描線間距為0.05 mm,光斑大小為20 μm,在相隔的時間段內會出現一段段高低不平的現象,這是由于在激光的掃描路徑上必不可免的結果,本實驗采用基恩士的激光共聚焦顯微鏡測量清洗后的表面粗糙度,在表5中的第四組實驗,當掃描速度為500 mm/s時,粗糙度達到了最高的4.6 μm,另外一高一低的細微落差還會導致表面出現點狀或條紋狀的色斑,但是當掃描速度提高到2000 mm/s時,表面粗糙度明顯降低,且不會出現色斑,表面粗糙度可以達到13.2 μm,如圖9所示。

表5 表面粗糙度極差分析

圖9 不同掃描速度的表面粗糙度
由上述分析可知,掃描速度對表面粗糙度的影響最大。表面粗糙度與機械零件的配合性質,耐磨性,疲勞強度,接觸剛度,振動和噪聲有關,粗糙度的提高有利于延長產品的使用壽命和可靠性[14]。
3.5 驗證實驗
為了避免實驗的不確定性,和掃描范圍的大小因素,重新取一塊樣板,設置激光掃描范圍大小為20 cm×20 cm,參數設置為激光功率100 %,頻率20 kHz,掃描速度1300 mm/s,觀察發現表面粗糙度較小,且顏色與基體原本顏色相同,加工完成之后的成品如圖10所示。

圖10 成品實驗圖
4 結 論
本文對表面受到腐蝕的冷軋鋼板進行了激光清洗實驗,通過對激光功率,頻率,掃描速度,次數等參數的改變,最終得出了一組最優化參數,并得出了以下結論:
(1)經過多次試驗,得到最佳參數:激光功率100 %,頻率20 kHz,掃描速度1300 mm/s,掃描次數6次;激光功率60 %,頻率20 kHz,掃描速度1300 mm/s,掃描次數18次。兩次不同參數的激光掃描后,氧化膜基本被完全清除,基材表面光滑且明亮,與原基材色澤相同。當改變參數使激光能量密度上升會導致表面燒蝕嚴重,顏色呈黑色,且難以被清除;當改變參數使能量密度下降,氧化膜吸收的能量不足以脫離基體表面,影響清洗效率。
(2)清洗效果主要受激光功率,激光頻率和掃描速度三個因素的影響,在表面是四氧化三鐵的時候,激光功率和頻率都較大,這樣才能完全清除第一層比較難清除的氧化膜,對于第二層的氧化鐵以及第三層的氧化亞鐵,功率可以調低一點。整個清洗過程中掃描速度不能過小,否則會出現一道道的紋理,表面粗糙度達不到要求。也不可以過大,否則能量密度不夠,氧化膜很難被清除。
(3)整個清洗過程,頻率的變換次數不可以太多,在一到兩次最好。當在清洗過程中,頻率變換了三種次數,基材表面會出現圓形光斑,且光斑不可被清除。當氧化膜清除完成后,表面可能呈黑色或者灰色,這時可以采用功率較小的激光,將表面洗白。
(4)清洗完成后的基材表面有條狀紋理,這是由于激光在掃描表面的時候是慢慢從上之下的,在激光向下平移的過程中,在每個時間間隔上,表面吸收能量不均勻,激光清洗主要以熱震蕩剝離機制與沖擊波機制共同作用去除氧化膜,這種情況下,可以采用橫向掃描和縱向掃描的方式清洗表面,即沿X軸和Y軸分為兩次掃描基體,當第二次激光沿垂直路徑時,可以消除第一次產生的紋理[11]。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
