脈沖光纖激光拋光TC4合金的實驗研究與拋光層微觀形貌分析
2021-07-23 09:27:26賀國陽
激光與紅外 2021年6期
關鍵詞:實驗
賀國陽,王 濤
(河北工業大學機械工程學院,天津 300312)
1 引 言
鈦合金Ti6Al4V簡稱TC4,是一種具有高比強度、良好的成形性與耐腐蝕性的α+β 鈦合金,由于其優質的材料屬性與良好的生物相容性而被廣泛應用于醫療器械和航空制造當中[1-3]。截止目前,Ti6Al4V合金約占全球鈦合金使用量的一半以上,然而,鈦合金是典型的難加工材料,加工性能差,切削難度大[4-7],使用環境條件苛刻,所以選擇合適的拋光方法來給提高鈦合金的表面質量為目前亟待解決的問題。
激光拋光作為一種利用高能量激光束來對工件表面進行處理的新興技術,由于激光的單色性、相干性、高能量密度性和方向性等性質[8-10],使得激光拋光技術具有諸多其他拋光技術無法比擬的特點,激光拋光技術不僅可以對陶瓷、磨料、耐火材料、高分子材料等非金屬進行表面處理,而且對模具鋼、工具鋼、不銹鋼、鈦合金等金屬材料的表面處理也是極佳的選擇,特別適合于對超硬或者超脆材料的表面處理。利用激光拋光TC4合金表面,可以使TC4合金表面抗腐蝕性與硬度等材料相關物理性能提高[11-15],但具體怎樣改善材料的物性規律與其定量分析目前還有待研究Y.M.Xiao和Michael Bass等人[16]最先嘗試利用CO2連續激光器對不同材質的玻璃進行表面拋光實驗,這些實驗材料按照屬性大致可分為低熱膨脹系數玻璃與高熱膨脹系數玻璃。實驗結果表明:激光對于低熱膨脹系數的玻璃(如:Pyrex玻璃和熔融石英)有很好的拋光效果,而對于高熱膨脹系數的玻璃(如:Zerodur玻璃、BK-7玻璃)則由于拋光時,玻璃吸收了大量熱,導致其內部產生應力,表面出現大量裂紋,從而增大了玻璃表面的粗糙度。而后他們又利用600號砂紙打磨熔融石英表面,目的是讓其表面產生一些砂粒磨痕,然后在通過激光拋光處理過后的熔融石英表面,結果在針形輪廓儀測量下發現熔融石英表面粗糙度明顯降低,且通過電子顯微鏡發現砂粒磨痕完全消除。Perry,Tyler L.等人[17]在利用Nd∶YAG激光器產生的波長為1064 nm的脈沖激光對厚度為3.2 mm的鎳合金200進行拋光實驗,實驗樣品鎳合金通過微型銑削技術加工出一個寬1 mm,深25 μm的凹槽,凹槽的表面粗糙度為177 nm,將入射激光脈沖通量為43.8 J/cm2、脈沖持續時間為220 ns、激光光斑直徑為60 μm、光斑重疊率為75 %脈沖激光打在凹槽內表面,通過計算拋光后的凹槽內表面的線輪廓得出:凹槽內表面平均表面粗糙度從Ra=175 nm降低到Ra=26 nm,降低了6倍,并且通過觀察拋光后形成的表面波峰與波谷分布,發現沒有周圍沒有噴濺和碎渣的痕跡由此證明了拋光的主要方式是熔化而不是燒蝕。通過反復進行類似實驗,最終得出結論:當激光脈沖寬度為200~300 ns的范圍內,對空間頻率高于200 mm-1的微型器件有很好的拋光效果,并且拋光過程主要是通過熔化而不是燒蝕。T.A.Mai and G.C.Lim等人[18]使用二倍頻Nd∶YAG激光器對304不銹鋼進行了拋光實驗,并通過建立熔化凝固數值模型來分析拋光過程中熔池的形成與熔池深度的影響因素。
本文利用脈沖光纖激光拋光設備對TC合金的材料表面進行拋光實驗,有關激光拋光會對被加工材料表面微觀與宏觀上會造成什么影響,材料內部組織晶金相的轉變等問題的研究目前國內外幾乎沒有,因此本研究通過實驗數據與實驗現象來分析研究脈沖激光與TC4合金的相互作用機制及其拋光對試樣表面物性的影響。
2 實驗設備與方案
2.1 實驗設備
實驗采用CETC26thPFL 脈沖光纖激光器來對TC4合金進行表面拋光處理,該激光器可以發出波長為1064 nm的脈沖激光,輸出功率可調范圍為200~500 W,功率可調范圍1 %~100 %,激光光束直徑為6~8 mm,激光重復頻率為20~80 kHz,脈沖寬度為100~130 ns,激光激勵電壓為(24±0.5)VDC,冷卻方式為分冷。采用金相試樣拋光機對試樣進行粗拋光。實驗設備如圖1所示。

圖1 CETC26thPFL 脈沖光纖激光器設備和金相試樣粗拋光機
實驗樣品表面微觀形貌檢測采用日立S-4800場發射掃描電鏡和光學顯微鏡,利用UHL VMH-00VD的顯微硬度測量儀測試拋光前后的試樣表面硬度值,試樣拋光前后的表面粗糙度檢測使用北京時代之峰TIME3220觸針式表面粗糙度儀。
2.2 實驗材料
實驗材料使用鈦合金Ti6Al4V(簡稱TC4合金),鈦合金材料相比其他金屬材料更難加工,而且由于其主要應用于航空制造與醫療器械制造領域,因此對其材料的表面形貌質量要求極高。實驗中采用的TC4合金樣品尺寸為10 mm×10 mm×10 mm立方塊,其化學成分與物理性能如表1所示。

表1 TC4合金的元素含量
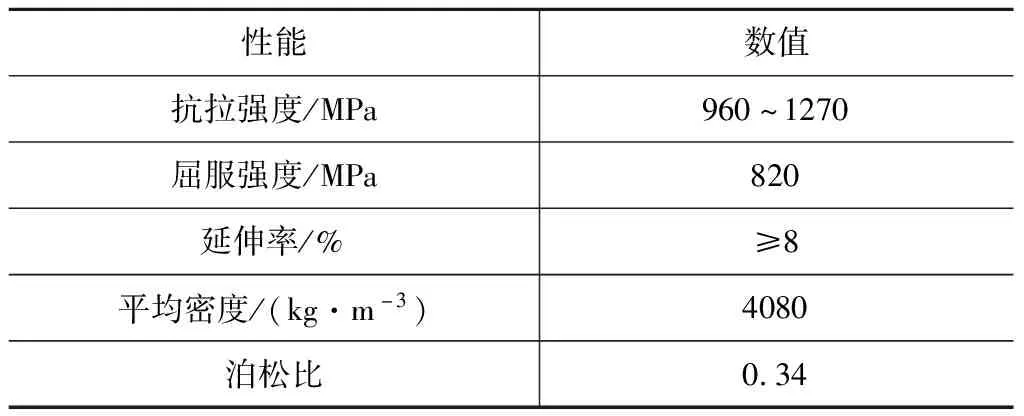
表2 Ti6Al4V 合金的主要物理性能參數
2.3 實驗方案
利用金相試樣拋光機對TC4樣品進行粗拋光,然后對其進行脈沖激光拋光,通過改變激光功率、激光掃描速度、離焦量、頻率等激光工藝參數來研究這些參數對激光拋光效果的作用機理與影響規律,從而優化激光對TC4合金材料的拋光效果,最后通過光學顯微鏡對拋光后樣品進行掃描,通過分析圖像上的晶格大小、晶界位置與其他因拋光形成的裂紋,得出激光拋光會使TC4合金表面組織發生哪些轉變與拋光裂紋的成型機理,具體實驗方案流程如圖2所示。
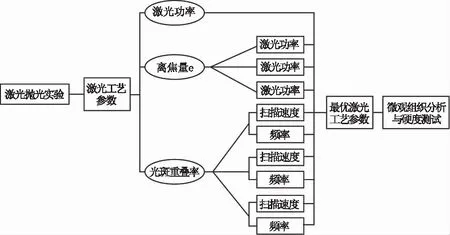
圖2 實驗方案總流程圖
3 實驗結果分析與討論
3.1 激光功率對表面粗糙度的影響
采用激光掃描速度為20 mm/s,離焦量為8 mm的拋光工藝參數對TC4合金材料進行拋光,采用單因素實驗法研究不同激光功率對激光拋光效果的影響效果,利用觸針式表面粗糙度儀分別測量了通過激光功率分別為200 W、225 W、250 W、275 W、300 W、325 W、350 W、375 W、400 W、425 W的高能光束拋光處理的試樣表面各三次,對每個試樣測量的三次表面粗糙度值取其平均值作為試樣實際表面粗糙度值Ra,并將其統計繪制成曲線圖3來方便觀察研究不同激光功率對材料表面粗糙度的影響規律。
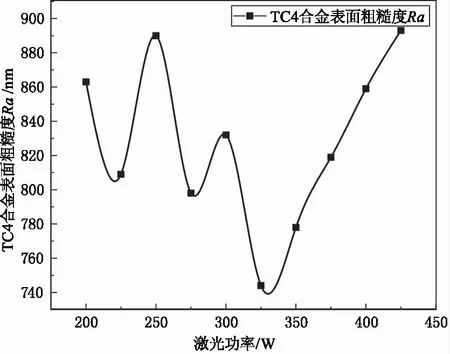
圖3 不同激光功率對材料表面粗糙度的影響規律
由圖3曲線圖不難看出,不同的激光輸出功率對TC4合金材料表面的拋光效果有著巨大的差異,導致最終的試樣表面粗糙度值也大不相同,在激光功率為200~425 W的范圍內,控制其他激光工藝參數一致,得到的試樣表面粗糙度值波動范圍為737~882 nm,并且在200~325 W的激光功率范圍內,試樣表面粗糙度值出現大幅度的波動,出現這一實驗現象的原因可能是由于材料原始表面形貌由峰值高度不同的凸起組成,而在相同的激光掃描速度下,具有不同能量的激光光束輻照在相同的材料表面區域,使得該區域對激光能量的吸收大不相同,不足以使材料表面凸峰完全熔化,造成該區域金屬熔融量與表面溫度梯度也大不相同,使得驅使金屬熔融液流向凹處的表面張力也不相同。另外,從后半段曲線看出,激光功率從325~425 W的范圍內時,拋光后的表面粗糙度值大致與激光功率呈正相關,隨著激光功率的增大,拋光后的表面粗糙度值也增大,并且由曲線可以得知,當激光器的激光輸出功率在200~500 W之間時,控制激光輸出功率在325 W左右能夠使對TC4合金表面的拋光效果最佳。圖4是S-4800掃描電鏡對325 W和450 W激光功率下拋光試樣的SEM圖像,從圖4中明顯可以看出,激光功率為325 W進行的拋光效果明顯好于450 W,且激光掃掠過后的表面質量較高。
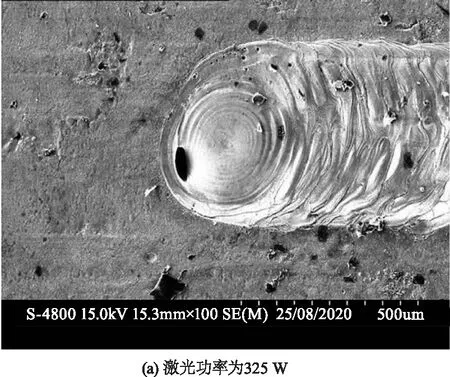
圖4 激光功率分別為325 W、450 W的拋光試樣SEM圖像
3.2 激光離焦量對表面粗糙度的影響
采用激光功率為300 W、400 W與500 W,激光掃描速度為20 mm/s的激光工藝參數,研究設置不同激光離焦量下,激光拋光工藝對TC4合金材料表面拋光效果的影響。規定從上往下觀察時,樣品材料待拋光表面在激光光束聚焦點下方時,離焦量數值為正值;帶拋光材料表面在光束聚焦點上方時(即光束聚焦點落在材料拋光層內部),規定此時離焦量為負值,具體原理如圖5所示,經過多次設置負離焦量值拋光TC4合金表面實驗,發現拋光效果不明顯且拋光過程不易觀察,因此這里對正離焦量值下的拋光實驗展開研究分析。圖6為三種激光功率下不同離焦量設置下測量的TC4合金材料表面粗糙度值。
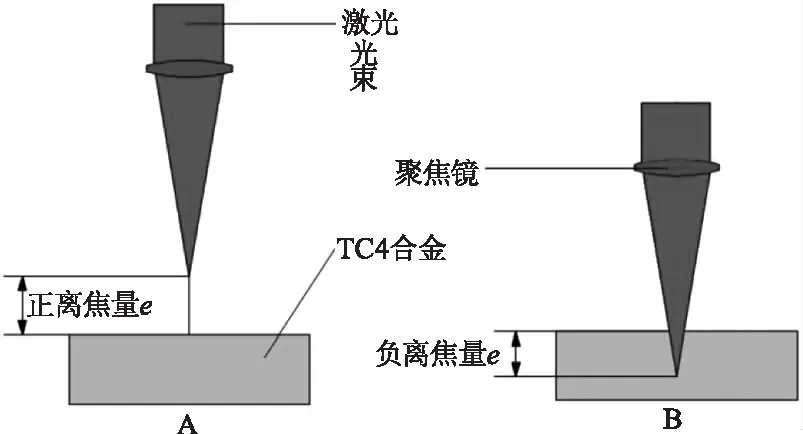
圖5 正負離焦量示意圖
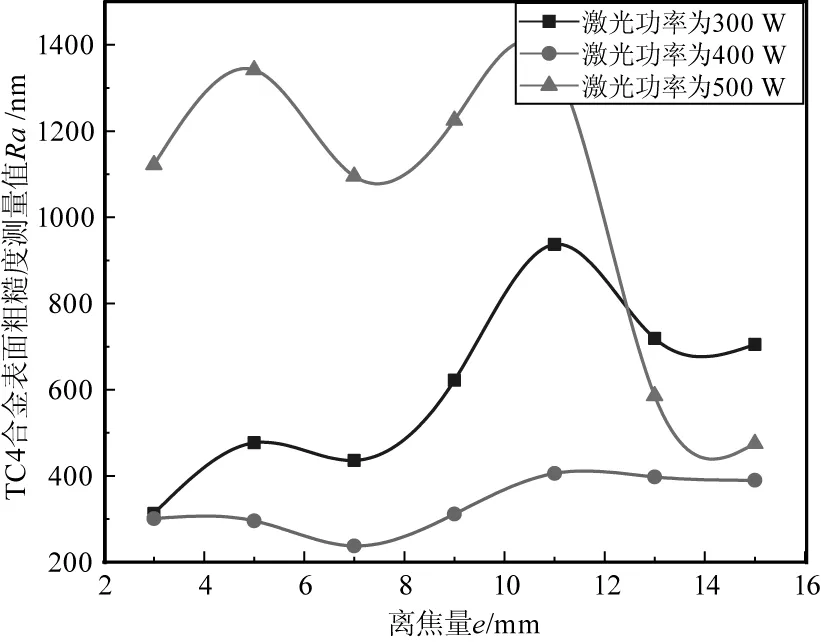
圖6 不同離焦量設置下測量的TC4合金材料表面粗糙度變化曲線
從圖6可以看出,當激光輸出功率為500 W時,拋光效果受離焦量e值的影響較大,尤其當離焦量的值在11~14 mm這一范圍內,離焦量與表面粗糙度值呈現負相關關系,隨著e值的增大,Ra值逐漸減小,但從曲線走向看,e值為14 mm以后,Ra值又開始增大,是由于離焦量值太大,導致材料對激光能量的吸收率降低,不足以熔化材料表面凸起部分;當激光輸出功率為400 W時,曲線走向剛剛好與激光功率為500 W的曲線相反,它是在離焦量e值為3~11 mm范圍內與Ra值呈正相關,這也剛好應證了高功率-高離焦量與低功率-低離焦量的,而且從400 W曲線中還可以看出最佳拋光效果的離焦量e值為3 mm;最后觀察激光功率為300 W的曲線,整體走向呈拋物線形狀,且可以得知在離焦量e值為7 mm時,能獲得最佳的拋光效果,而且對比三條曲線得知,最佳的拋光激光輸出功率為300 W,這也間接的驗證了前面關于最佳激光功率的結論。
3.3 激光光斑重疊率對表面粗糙度的影響
光斑重疊率是繼激光輸出功率、離焦量之后,又一個對激光拋光效果有極大影響作用的重要工藝參數,因此對該參數的影響作用機理的研究及其重要,光斑重疊率的計算公式如下:
(1)
(2)
其中,v為激光掃描速度,單位為mm/s;f為激光重復頻率,單位為Hz;D為激光光斑直徑,單位為 μm;N為激光光斑重疊數;δ為激光光斑重疊率。由公式可以看出,決定光斑重疊率的兩個重要參數為激光掃描速度v與激光重復頻率f。因此要先通過實驗來研究激光掃描速度v與激光重復頻率f對激光拋光的影響規律。實驗設定光斑大小為50 μm,脈寬 1 μs,功率 300 W,入射角 90°。
將上面進行的20 mm/s~2 kHz;20 mm/s~4 kHz;20 mm/s~6 kHz;40 mm/s~2 kHz;40 mm/s~4 kHz;40 mm/s~6 kHz;60 mm/s~2 kHz;60 mm/s~4kHz;60 mm/s~6 kHz這九組激光工藝參數的光斑重復率由公式(1)、(2)計算得出,具體計算值見表3。
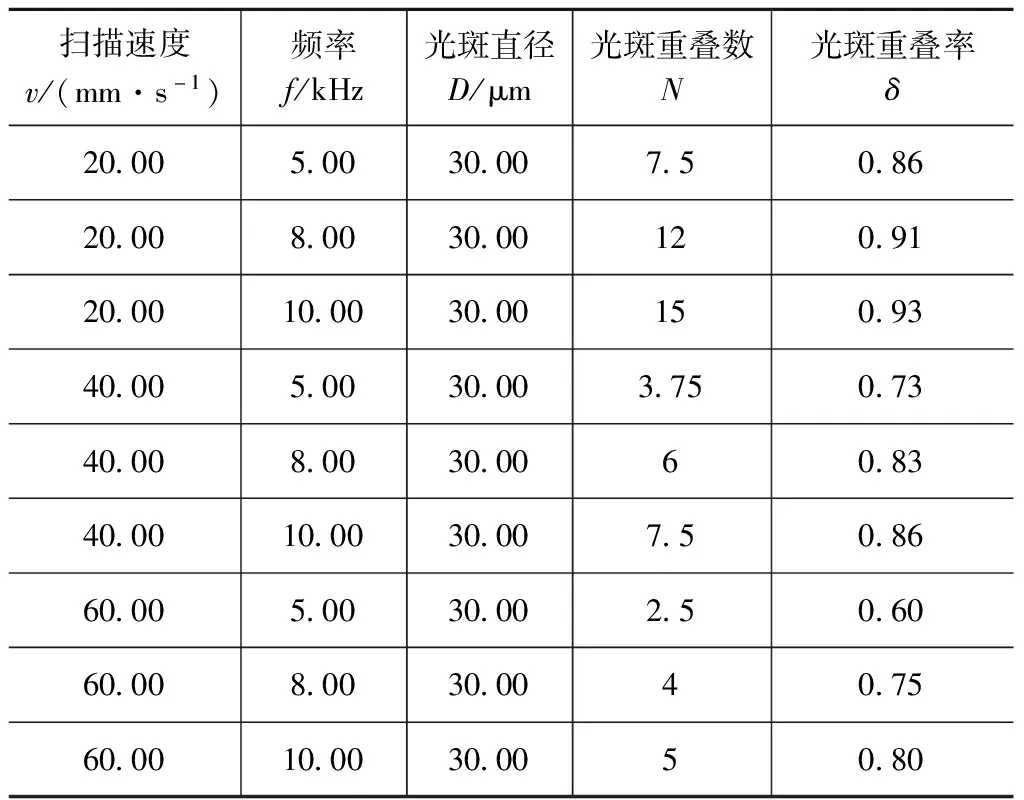
表3 由公式計算得出的光斑重疊率統計表
采用觸針式表面粗糙度儀對不同光斑重疊率下拋光得到的試樣進行三次測量其表面粗糙度值,并計算三次測量值Ra算術平均值,整理得到不同激光光斑重疊率下拋光的TC4合金表面粗糙度的測量值統計表見表4,并繪制了對應的折線圖如圖7所示。
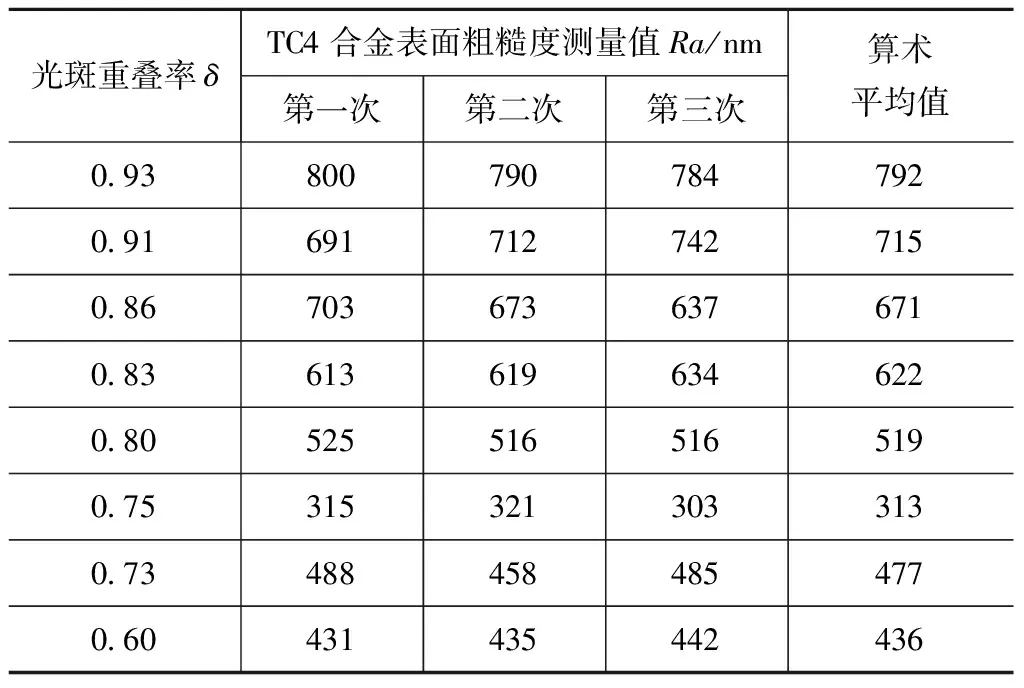
表4 不同光斑重疊率下測量的TC4
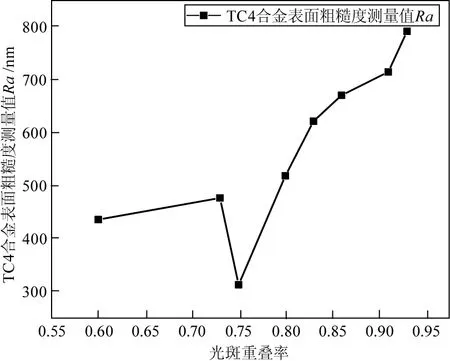
圖7 不同激光光斑重疊率下測量的TC4合金材料表面粗糙度值變化曲線
由圖7折線圖可以看出:當激光光斑重疊率δ在55 %~70 %與75 %~95 %范圍內,隨著δ的增大,激光拋光機對TC4合金的拋光拋光效果逐漸變差,使得試樣表面的粗糙度值隨之增大,造成這一現象的主要原因是當激光光斑重疊率過小,試樣材料表面不能接收到足夠的激光能量,使得試樣材料表面溫度不能升高到材料熔化溫度,從而導致材料表面的凸起部分不足以熔化,從而使得對試樣表面的拋光效果不理想;當激光光斑重疊率過大時,試樣表面吸收了太多的激光能量,使得材料表面溫度遠遠超過材料熔點,并且材料表面持續處于高溫狀態,導致熔融金屬量增多,材料表面形成了尺寸較大的熔池,從而使得材料表面形貌變得凹凸不平,表面粗糙度值Ra增大,拋光效果不理想。另外從圖7中可以看出:激光光斑重疊率δ在70 %~75 %之間時,出現Ra值降低,說明此范圍的δ值可以使得激光拋光效果增強,有利于降低試樣表面的粗糙度值。
4 拋光缺陷機理分析
4.1 TC4合金激光拋光后顯微組織分析
采用激光功率為350 W,激光掃描速度為10 mm/s,離焦量為0.8的脈沖激光光束對TC4合金進行表面拋光處理,同等激光工藝參數下有限元數值模擬溫度分布云圖如圖8所示,經過查閱相關文獻得知,TC4合金的熔點為1668 ℃,當材料溫度低于882 ℃時,其材料微觀組織為呈密排六方晶格結構,即α鈦相;當材料溫度高于882 ℃時,其材料微觀組織呈現為體心立方晶格結構,即β鈦相。通過觀察模擬溫度分布云圖8,拋光過程中TC4 材料內部的溫度梯度較大,造成的不同區域的材料微觀組織變化大不相同,因此為了更準確的分析TC4材料拋光后的微觀組織形貌變化,本研究決定將激光掃描過的材料分為兩部分研究其微觀晶相組織在高溫下的演變過程。一部分為從材料上表面到往下30 μm這部分區域,為了方便研究故取名為A區,另一部分為從A區往下60 μm區域,取名B區,具體區域劃分如圖8所示。
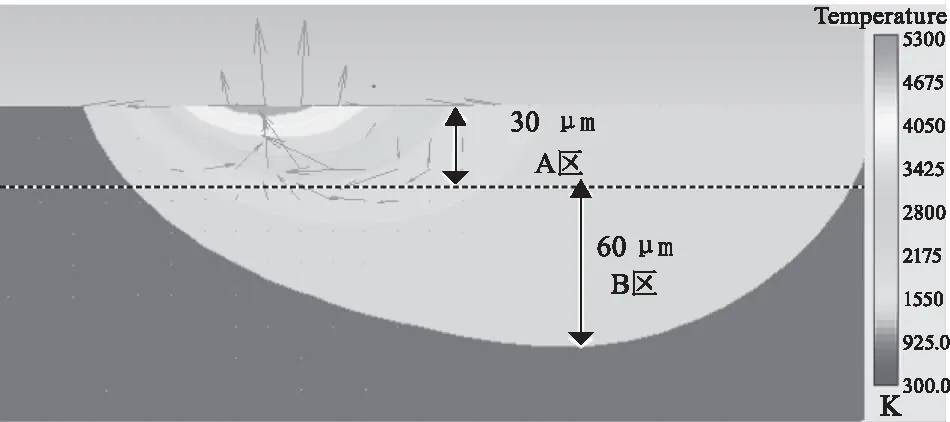
圖8 有限元數值模擬溫度分布云圖
在拋光后的TC4試樣表面質量較好區域選取平行于激光光束方向的縱向截面,然后按照圖8所示A、B區域將選取的縱向截面分成兩部分,利用利用光學顯微鏡對A、B試樣進行微觀組織的觀察分析表征,得到TC4合金激光拋光后微觀組織如圖9所示,圖9(a)為A試樣的組織微觀圖,圖9(b)為B試樣的組織微觀圖。
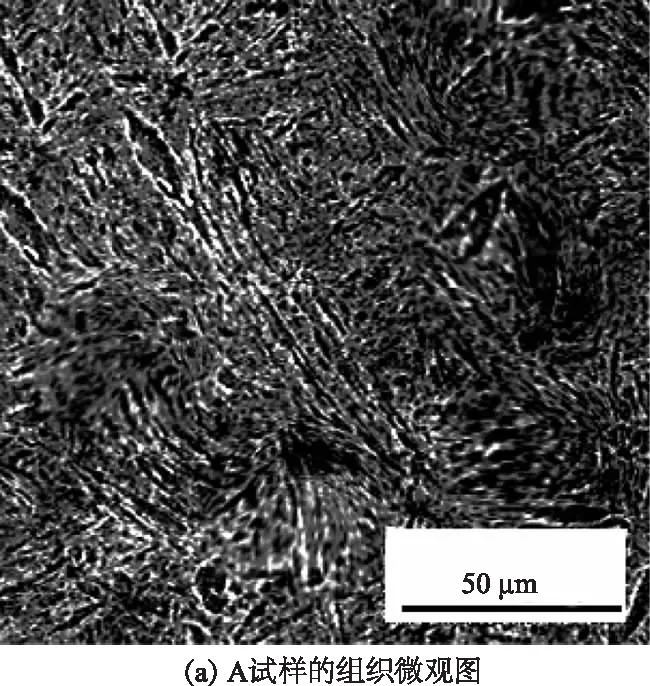
圖9 利用光學顯微鏡得到的TC4合金激光拋光后微觀組織
從圖9(a)中可以看出:A區域組織金相主要由針狀α相、黑色β相層片和晶界α相構成。激光光束輻射到材料表面時,材料表面溫度迅速升高,導致A區熔融層金屬內部組織α相迅速轉變為尺寸較小且均一黑色片層β相組織,隨著激光光束的掃離,材料表層溫度迅速降低,一部分β相組織由轉變回針狀α相與片層α組織,導致最終靠近A區材料表面的熔融層金屬內部組織為針狀α相與片層α相及殘余黑色β相組成。金相轉變過程為α相→β相→α相和β相,并且由于激光拋光的影響,拋光后的顯微組織微觀晶粒方向是順著激光光束掃描路徑分布的。圖9(b)中所展示的為距離拋光面30 μm以下的B區域的微觀組織圖,對比圖9(a),可以發現B區域內的晶格細化程度不明顯,晶粒方向雜亂無章,α相與β相共存,且明顯看出黑色β相要多余白色針狀α相,原因為:試樣B區域溫度升高溫度,會發生α相向β相的轉變,且相變時由于原子的擴散、相的溶解、析出聚集等,使得形狀改變的β相慢慢轉變為分布在α相晶粒周圍的小島,使得晶界不明顯。
4.2 拋光前后TC4合金的測量硬度對比
采用型號為UHL VMH-00VD的顯微硬度測量儀分別對只經過金相試樣拋光機粗拋光的TC4樣品與經過激光拋光(激光工藝參數為激光功率為350 W,掃描速度為10 mm/s)的TC4合金試樣進行硬度測量,在每種試樣測試表面上各選取5個測試點,對每個施加時長持續20 s的400 gf載荷,最后統計測試點的硬度值并計算出平均值作為最終的TC4合金的硬度值。統計結果見表5所示。

表5 試樣拋光前后表面硬度測量統計表
由表5知,拋光后的試樣表面顯微硬度從395.8 HV增加到了426.6 HV,使得試樣表面抗壓能力增強,主要由于溫度變化,使得試樣材料內部組織晶格尺寸變小,數量增多導致以及在拋光過程中轉變成更加致密的金相組織。
5 結 論
通過脈沖光纖激光拋光機對TC4合金試樣進行表面拋光處理實驗,研究分析了激光輸出功率、離焦量、光斑重疊率對拋光效果的影響機理和拋光后試樣材料微觀組織變化情況,得出了以下結論:
(1)對于利用可調激光輸出功率200~500 W的激光拋光機拋光TC4合金材料時,最佳的激光功率設定值范圍為325 W左右,在該設定值范圍內,可以得到最佳的拋光效果。
(2)高離焦量應該搭配高激光輸出功率,低離焦量時,激光輸出功率應該盡量低一些,并且經實驗數據分析得到當激光輸出功率為300 W時,激光離焦量的設定值最佳為+7 mm。
(3)通過觀察分析特定激光工藝參數配置下的拋光后試樣表面微觀組織形貌,得出經激光拋光后的試樣微觀組織經歷了金相轉變為α相→β相→α相+β相的過程,并且拋光層表面晶格尺寸細化,晶粒數增大,使得試樣表面的硬度、強度、抗腐蝕性等物理屬性得到了優化加強,并通過實際硬力測試驗證了該結論。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
