某SUV尾門包邊模設(shè)計(jì)及應(yīng)用*
2021-07-30 09:20:24王淑俊崔禮春
模具技術(shù) 2021年4期
關(guān)鍵詞:質(zhì)量設(shè)計(jì)
王淑俊,鄭 薇,崔禮春
(安徽江淮汽車集團(tuán)股份有限公司 技術(shù)中心, 安徽 合肥 230601)
0 引言
汽車開閉件是汽車車身的重要組成部分,此類開閉件一般是由外板和內(nèi)板總成件組成的,是將內(nèi)板總成件放入相應(yīng)的外板后進(jìn)行涂膠、折彎、壓合包邊而得到的一個(gè)完整的總成件。因此,其包邊效果的好壞將直接影響到此類開閉件總成件的外觀質(zhì)量、在車身上的裝配精度,及其剛度、強(qiáng)度等[1-2]。
常用的包邊工藝有: 專用包邊機(jī)包邊、模具包邊和機(jī)器人滾壓包邊3種形式,不同包邊形式都對包邊角度、翻邊高度及圓角半徑等工藝參數(shù)有具體的工藝約束條件[3-4]。為了保障包邊質(zhì)量,一般在設(shè)計(jì)初期即對造型及車身設(shè)計(jì)提出相應(yīng)的工藝約束,以滿足后期包邊生產(chǎn)工藝的需求。
1 包邊工藝分析
模具包邊一般分為3個(gè)步驟: 1)將內(nèi)板件放入外板件中;2)預(yù)包邊,即在預(yù)翻鑲塊的作用下使外板的翻邊角度由95°~110°變化為35°~55°;3)預(yù)包邊結(jié)束后,在壓合鑲塊的作用下使外板翻邊部位與內(nèi)板貼合,最終完成包邊,如圖1所示。

圖1 包邊過程示意圖
為了保證包邊質(zhì)量,外板翻邊角度需要控制在95°~105°,最大不超過110°。角度過大,會(huì)導(dǎo)致零件在包邊過程中受力過大,出現(xiàn)變形等質(zhì)量缺陷;外板翻邊高度一般為8 mm左右(水滴包邊需10~12 mm),型面變化較大部位及R角部位的翻邊高度需3 mm左右。
圖2為某SUV尾門總成件,由尾門外板和尾門內(nèi)板總成件包邊而成。為了滿足造型要求,尾門兩側(cè)與側(cè)圍分縫線位置比較靠車身前側(cè),導(dǎo)致尾門兩側(cè)A面,尤其是尾燈下側(cè)弧度較大。沿圖2中的X-X剖線得到其斷面,如圖3所示,剖面部位包邊面與沖壓方向夾角僅22.5°。經(jīng)初步判斷,如果外板包邊面按照上述的理論翻邊角度及高度設(shè)計(jì)制作,會(huì)存在包邊時(shí)內(nèi)板無法放入外板的問題,無法進(jìn)行包邊。

圖2 尾門總成件

圖3 圖2中X-X剖面圖
對內(nèi)板放入外板過程進(jìn)行模擬分析:
1) 如果圖3所示部位外板包邊面的翻邊角度按理論值(105°)設(shè)計(jì),翻邊面高度按理論值(8 mm)設(shè)計(jì),則內(nèi)板放件軌跡與外板翻邊面最大干涉量約為6.5 mm;
2) 如內(nèi)板放件不干涉,且能保證理論翻邊高度,則需將外板翻邊角度增大至150°,翻邊角度過大則會(huì)導(dǎo)致較大的包邊質(zhì)量風(fēng)險(xiǎn)。
為了確保包邊質(zhì)量,考慮將外板翻邊高度適當(dāng)降低,工藝方案最終確定為: 尾燈下方、局部干涉嚴(yán)重部位的翻邊高度為6 mm,翻邊角度最大處約130°。
2 包邊模結(jié)構(gòu)設(shè)計(jì)
基于以上工藝方案,由于外板局部翻邊角度過大,包邊時(shí)相應(yīng)位置因預(yù)彎角度過大而產(chǎn)生預(yù)彎力大、預(yù)彎行程大、壓料不穩(wěn)等問題,進(jìn)而導(dǎo)致包邊后零件外A面變形、輪廓精度不合格等質(zhì)量風(fēng)險(xiǎn)。為盡可能降低風(fēng)險(xiǎn),包邊模結(jié)構(gòu)設(shè)計(jì)采用全周圈壓料芯(圖4)、雙驅(qū)動(dòng)型預(yù)彎機(jī)構(gòu)(圖5)。
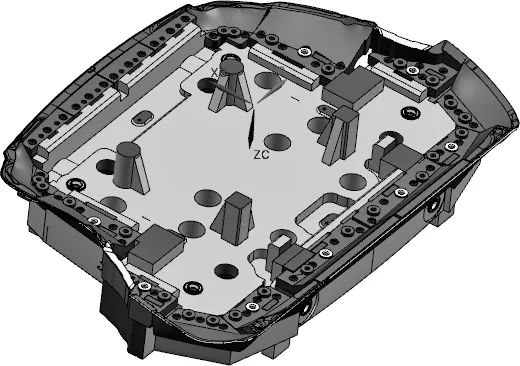
圖4 全周圈壓料芯
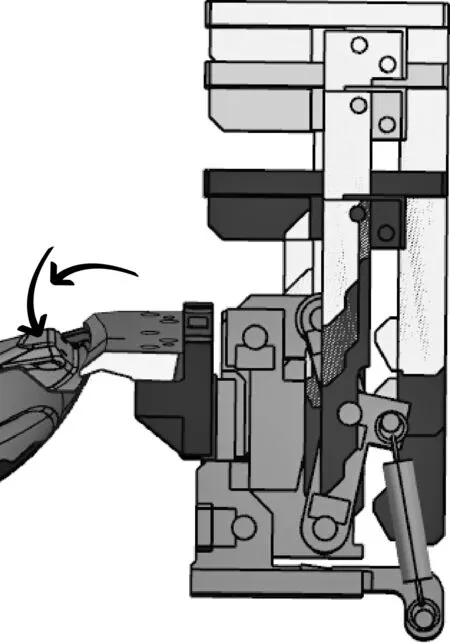
圖5 雙驅(qū)動(dòng)型預(yù)彎機(jī)構(gòu)
全周圈壓料芯結(jié)構(gòu)在實(shí)際生產(chǎn)應(yīng)用中較為普遍,但此包邊模因預(yù)彎角度較大,為確保包邊質(zhì)量,壓料位置選擇在包邊工作面的同一型面上,即壓料面盡可能靠近包邊面。雙驅(qū)動(dòng)型預(yù)彎機(jī)構(gòu)的刀塊運(yùn)動(dòng)軌跡如圖5所示,預(yù)彎過程中,隨著上模不斷下降,驅(qū)動(dòng)預(yù)彎刀塊先向內(nèi)側(cè)旋轉(zhuǎn),再繼續(xù)向下向外旋轉(zhuǎn),通過兩次動(dòng)作完成大角度的預(yù)彎工作,此結(jié)構(gòu)形式適用于較大預(yù)彎角度和預(yù)彎行程的包邊模,可以在很大程度上減小因預(yù)彎力過大帶來的產(chǎn)品變形風(fēng)險(xiǎn)。
3 試模問題及解決措施
因該尾門外板翻邊角度及包邊預(yù)彎角度過大,模具在裝配完成后的初期試模階段,對壓料位置及預(yù)彎刀塊的高度和預(yù)彎角度進(jìn)行了多輪反復(fù)調(diào)整,主要問題如下:
1) 壓料芯回程帶料。如圖6所示: 預(yù)彎完成后,壓料芯回程時(shí)因與預(yù)彎后的外板翻邊面干涉而產(chǎn)生帶料問題。經(jīng)初步排查,壓料位置及外板翻邊高度等均符合設(shè)計(jì)要求。經(jīng)進(jìn)一步分析確認(rèn),壓料芯回程帶料的原因主要有以下幾方面: ①外板定位不穩(wěn)、包邊過程中產(chǎn)生竄動(dòng);②因預(yù)彎力較大、外板包邊后輪廓線向內(nèi)偏移,如圖7所示。
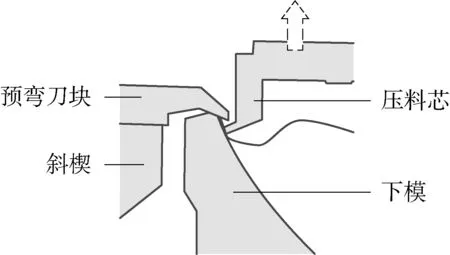
圖6 壓料芯回程干涉示意圖

圖7 包邊輪廓線向內(nèi)偏移
解決措施: ①檢查優(yōu)化外板定位,外板周圈的定位塊與外板輪廓線控制在0.5 mm[5-6];②調(diào)整預(yù)彎刀塊高度,適當(dāng)減小預(yù)彎力;③壓料位置向內(nèi)側(cè)微調(diào),減小干涉帶料風(fēng)險(xiǎn)。
2) 外板包邊后變形。如圖8所示: 包邊后外板A面產(chǎn)生變形。產(chǎn)生此問題的原因主要為: ①預(yù)彎角度過大;②壓料不穩(wěn)、外板有竄動(dòng)。

圖8 包邊后外板變形
解決措施: ①修正預(yù)彎刀塊角度,減小刀塊向下的包邊分力;②結(jié)合壓料芯回程帶料的風(fēng)險(xiǎn)綜合分析,優(yōu)化壓料位置,并對壓料芯進(jìn)行研配提升。
經(jīng)過以上的方案優(yōu)化調(diào)整,最終包邊模順利投產(chǎn)應(yīng)用,對批量生產(chǎn)效果進(jìn)行跟蹤確認(rèn),包邊質(zhì)量良好且穩(wěn)定,滿足精度及外觀質(zhì)量各項(xiàng)指標(biāo)要求。
4 結(jié)論
對局部包邊角度較大的某SUV尾門包邊模進(jìn)行了設(shè)計(jì)及應(yīng)用效果確認(rèn),通過局部適當(dāng)放大外板翻邊角度、降低翻邊高度,并采取全周圈壓料芯和雙驅(qū)動(dòng)型預(yù)彎結(jié)構(gòu),達(dá)到了預(yù)期包邊質(zhì)量要求。為產(chǎn)品造型提供了更大的設(shè)計(jì)空間,為后期類似車型的設(shè)計(jì)及模具開發(fā)提供了一定的參考。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中國生殖健康(2019年2期)2019-08-23 08:12:08
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車觀察(2016年3期)2016-02-28 13:16:26
