2219鋁合金雙軸肩攪拌摩擦焊工藝及工程應用
2021-07-30 03:21:52李超馬康郝云飛宋建嶺孟占興
焊接 2021年5期
李超, 馬康, 郝云飛, 宋建嶺, 孟占興
(1.天津航天長征火箭制造有限公司,天津 300462;2.首都航天機械有限公司,北京 100076)
0 前言
自攪拌摩擦焊技術問世以來,即廣泛應用于航天鋁合金結(jié)構(gòu)件的制造中[1]。前期主要應用單軸肩攪拌摩擦焊技術,隨著單軸肩攪拌摩擦焊技術一些固有問題的逐漸顯現(xiàn)——根部弱結(jié)合缺陷難以徹底解決、工裝結(jié)構(gòu)龐大復雜等[2-3]。以美國NASA為代表的宇航機構(gòu)率先開展了雙軸肩攪拌摩擦焊技術方面的研究與應用,根本性解決了焊縫根部弱結(jié)合缺陷問題[4-5],且在焊縫減薄控制、焊縫變形控制、焊縫成形及焊接過程控制等多個方面具有明顯優(yōu)勢[6]。
浮動式雙軸肩攪拌摩擦焊接技術是基于浮動式雙軸肩攪拌工具發(fā)展起來的一種焊接工藝,攪拌頭具備一定的上下浮動功能,焊接過程中軸向力近乎于零,可自動適應工件形面的變化,無需操作人員實時干預,可實現(xiàn)“機加化”焊接生產(chǎn)。美國已成功將浮動式雙軸肩攪拌摩擦焊接技術應用到了“獵戶座號”載人飛船、Ares I型運載火箭、太空發(fā)射系統(tǒng)(SLS)及“獵鷹”9號等型號產(chǎn)品貯箱的焊接生產(chǎn)中[7-9],中國在航空航天領域也在積極開展了浮動式雙軸肩攪拌摩擦焊技術基礎及工程化應用研究,并取得了巨大突破。
文中以中國新一代運載火箭燃料貯箱中5.4 mm典型厚度2219鋁合金為研究對象,開展浮動式雙軸肩攪拌摩擦焊接工藝試驗,對焊縫成形、接頭力學性能及焊縫顯微組織特征進行了分析,并開展了貯箱筒段縱縫的工程化應用研究。
1 試驗材料與方法
試驗材料為2219鋁合金,材料狀態(tài)為C10S, 2219鋁合金主要化學成分及力學性能見表1和表2。

表1 2219鋁合金主要化學成分(質(zhì)量分數(shù),%)

表2 2219鋁合金基材力學性能
攪拌工具利用導向套和導向鍵來實現(xiàn)上下浮動功能和焊接扭矩的傳遞[10],上軸肩及下軸肩直徑均為20 mm,攪拌針直徑10 mm。焊接試驗在立式攪拌摩擦焊接設備上進行,采用液壓夾具壓緊,焊縫兩側(cè)采用剛性墊板支撐。焊前對試片進行除油、除水汽,并對試片待焊區(qū)進行打磨刮削去除氧化膜。先對試片進行定位焊,定位焊攪拌頭針長2 mm,定位焊接完成后,進行浮動式雙軸肩攪拌摩擦正式焊接,焊接傾角0°,浮動式雙軸肩攪拌頭結(jié)構(gòu)如圖1所示,裝配焊接狀態(tài)如圖2所示。
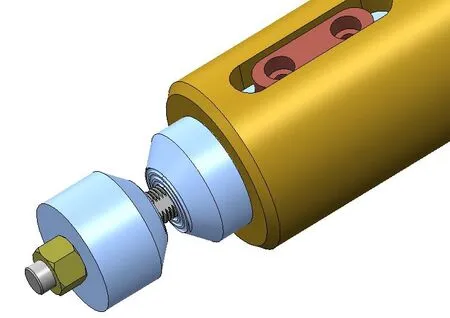
圖1 浮動式雙軸肩攪拌頭結(jié)構(gòu)示意圖
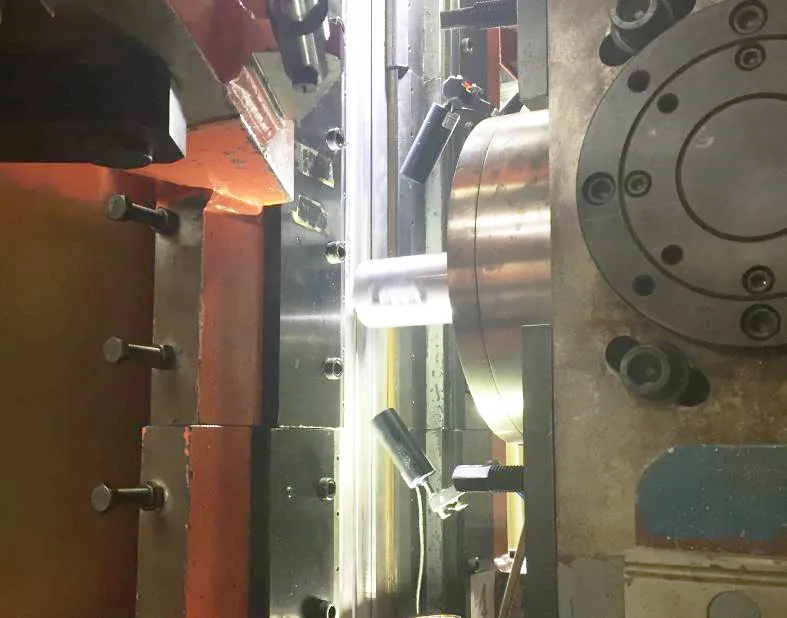
圖2 裝配焊接狀態(tài)
針對鋁合金薄板,采用低旋轉(zhuǎn)速度、高焊接速度的工藝參數(shù),可有效降低熱輸入,有利于獲得成形美觀、性能優(yōu)良的焊接接頭。為模擬產(chǎn)品的實際焊接狀態(tài),在500 mm短試片焊接試驗的基礎上,開展了長度為2 m的長試片焊接試驗和T形交叉接頭焊接試驗[11],如圖3所示。
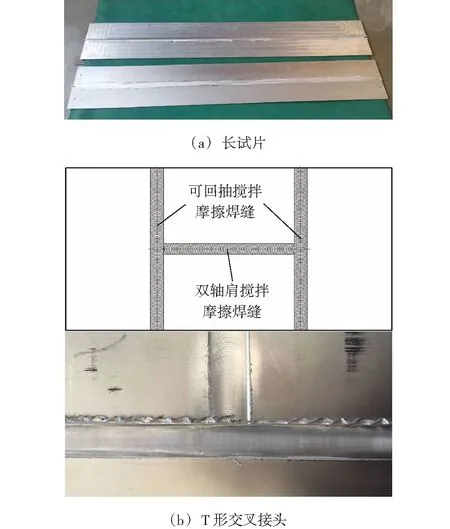
圖3 試片及焊縫狀態(tài)
焊接完成后,對焊縫正、反面宏觀成形進行觀察分析,焊縫正、反面成形優(yōu)良,“魚鱗紋”清晰,焊縫飛邊小于常規(guī)攪拌摩擦焊,基本無焊縫減薄現(xiàn)象,如圖4所示。剔除焊縫飛邊,并對焊縫進行打磨圓滑,進行超聲相控陣檢測及X光檢測。對長試片焊縫開展常溫力學性能及低溫力學性能測試,常溫試樣與低溫試樣交叉選取。對T形交叉接頭進行常溫力學性能測試,在軸向和環(huán)向各截取6個試樣,如圖5所示。之后對焊縫進行剖切截取金相試樣開展顯微組織分析。

圖4 焊縫表面成形
2 接頭的力學性能及無損檢測分析
2.1 接頭的力學性能分析
2219鋁合金浮動式雙軸肩攪拌摩擦焊焊接接頭力學性能見表3,對接接頭抗拉強度為330~335 MPa,斷后伸長率為6.5%~8.5%,T形接頭環(huán)向焊縫抗拉強度為327~333 MPa,斷后伸長率12.0%~17.5%,軸向環(huán)縫接頭抗拉強度為325~329 MPa,斷后伸長率為9.0%~11.5%。3種接頭形式抗拉強度處于同一水平,平均抗拉強度達到母材性能的70%以上,斷后伸長率均遠遠大于設計要求的3.0%水平,且T形接頭的斷后伸長率表現(xiàn)更為優(yōu)秀。對接接頭斷裂位置均在焊縫后退側(cè)熱力影響區(qū)附近,焊縫斷裂路徑穿過熱影響區(qū)、熱力影響區(qū)和焊核區(qū),T形接頭斷裂位置在可回抽攪拌摩擦焊縫焊核區(qū)。所有焊接接頭均為45°剪切韌性斷裂,焊縫塑性良好,接頭斷裂形貌如圖6所示。
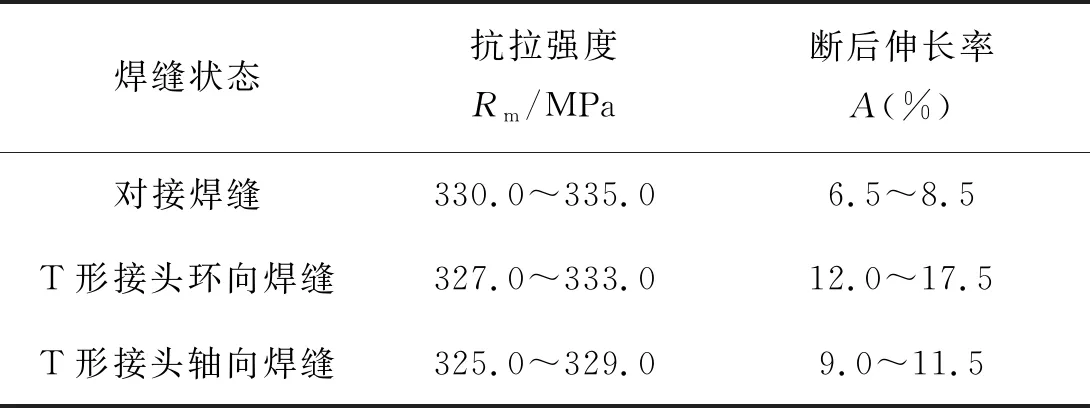
表3 2219鋁合金浮動式雙軸肩攪拌焊縫力學性能

圖6 焊接接頭斷裂形貌
2.2 焊縫的無損檢測分析
浮動式雙軸肩攪拌摩擦焊縫及常規(guī)攪拌摩擦焊縫超聲相控陣檢測信號如圖7所示,2種焊接工藝所反映的信號特征有很大的區(qū)別。受上、下軸肩攪拌作用的影響,雙軸肩攪拌摩擦焊縫信號呈類似花瓶的細腰形,焊縫正、反面寬度一致。焊縫截面上為鏡像對稱特點,從根本上取消了焊縫根部,消除了常規(guī)攪拌摩擦焊中的弱結(jié)合缺陷[12],焊縫區(qū)內(nèi)無超標缺陷信號。
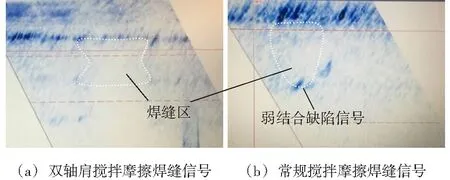
圖7 焊縫超聲相控陣信號
圖8為浮動式雙軸肩攪拌摩擦焊縫和常規(guī)攪拌摩擦焊縫的X光透視影像,2種工藝方式在X光透視中呈現(xiàn)不同的影像特征,受上、下軸肩對母材金屬的匯聚作用,焊縫兩側(cè)邊緣與母材界面清晰,而常規(guī)攪拌摩擦焊縫X光透視影像中焊縫邊緣模糊。
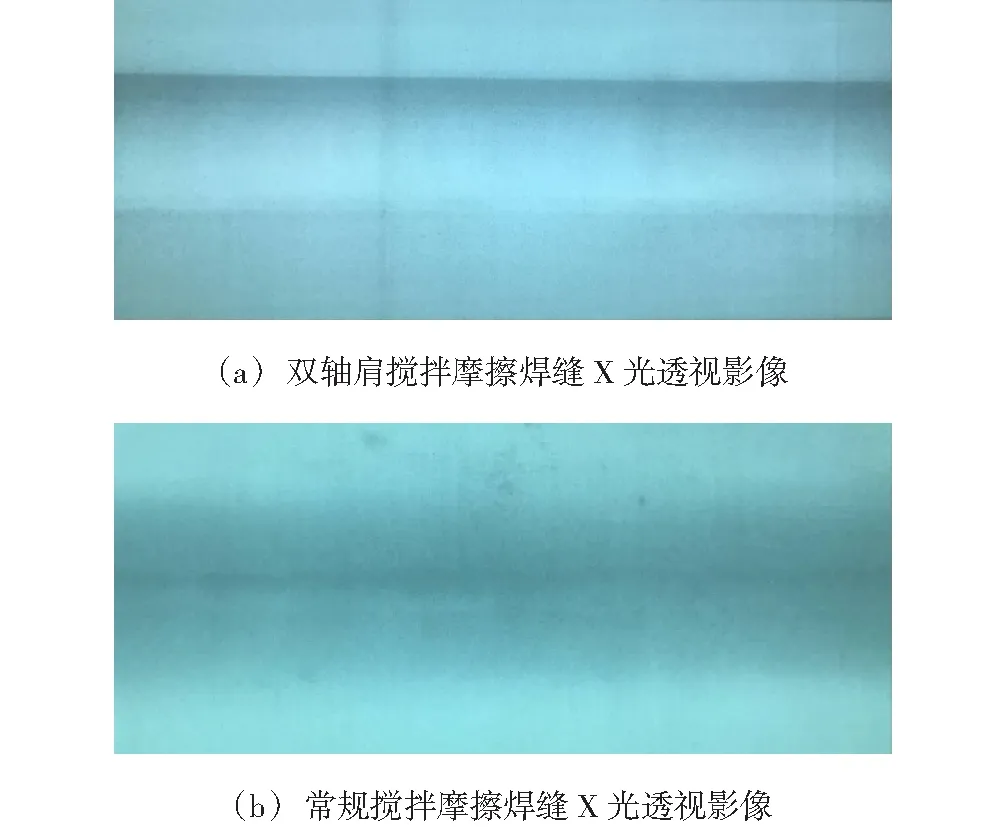
圖8 焊縫X光透視影像
3 焊縫的顯微組織及硬度分析
3.1 焊縫的顯微組織分析
焊縫宏觀金相形貌如圖9所示,焊縫從組織結(jié)構(gòu)上可以劃分為3種區(qū)域:焊核區(qū)(NZ)、熱力影響區(qū)(TMAZ)和熱影響區(qū)(HAZ)。焊縫右側(cè)為焊接前進側(cè)(AS),左側(cè)為焊接后退側(cè)(RS)。焊接前進側(cè)熱力影響區(qū)與焊核區(qū)界面清晰,呈明顯的拋物線輪廓,晶粒度變化急劇。焊接后退側(cè)熱力影響區(qū)與焊核區(qū)晶粒過渡均勻,界面模糊,同樣呈拋物線輪廓[13-14]。整個焊縫截面形貌呈上、下寬,中間窄的細腰形,未出現(xiàn)影響焊縫力學性能的焊核凸出現(xiàn)象[15]。受上、下軸肩及攪拌針作用,焊縫內(nèi)可看到“洋蔥環(huán)”特征,且焊縫前進側(cè)“洋蔥環(huán)”特征更為明顯[16]。因前進側(cè)母材金屬所經(jīng)歷的線速度為攪拌頭旋轉(zhuǎn)線速度和焊接速度之和,且塑態(tài)化金屬流動方向與母材所受剪切力方向相反,相對流動速度更大,從而形成比焊接后退側(cè)更為明顯的“洋蔥環(huán)”特征。“洋蔥環(huán)”特征的出現(xiàn)反映了焊接過程中塑態(tài)金屬的流動規(guī)律,受上、下軸肩阿基米德螺旋結(jié)構(gòu)的匯聚作用,母材兩側(cè)的金屬沿徑向向焊縫中心移動,之后在攪拌針螺紋的作用下沿軸向向焊縫截面中心移動,在不斷移動而來的塑態(tài)材料的推動下,前方材料沿焊縫截面徑向向焊縫邊緣移動,既而沿焊縫邊緣分別向焊縫正面和背面流動,形成環(huán)形流動規(guī)律,如圖10所示。

圖9 焊縫截面形貌

圖10 塑態(tài)金屬流動示意圖
圖11為焊核區(qū)晶粒的組織形貌,受上、下軸肩及攪拌針的劇烈攪拌作用,焊核區(qū)母材原始的板條狀晶粒被完全粉碎,在焊接熱輸入作用下產(chǎn)生動態(tài)再結(jié)晶現(xiàn)象。同時因焊接熱輸入較小,焊核區(qū)在焊接后冷卻速度快,從而形成細小的等軸晶粒,晶粒尺寸在8~20 μm。在焊核的整個區(qū)域內(nèi),包括上、下軸肩影響區(qū)及攪拌針影響區(qū),等軸晶粒的尺寸及分布均勻一致[17]。在攪拌頭強烈的旋轉(zhuǎn)攪動作用下,第二相無法充分的聚集長大,呈彌散狀分布溶入基體,因此無常規(guī)攪拌摩擦焊縫中的異常聚集現(xiàn)象。

圖11 焊核區(qū)顯微組織
熱力影響區(qū)處的晶粒形態(tài)與焊核區(qū)和熱影響區(qū)的晶粒形態(tài)有著明顯的區(qū)別,晶粒在攪拌頭的機械攪動作用及塑態(tài)金屬流動推力作用下被明顯拉長,如圖12所示。由于前進側(cè)母材金屬所受剪切力的作用與攪拌頭前進方向相反,所受機械攪拌作用更大,塑態(tài)化金屬與未完全塑態(tài)化的母材金屬產(chǎn)生強烈的相對流動作用[18],焊縫在較小熱輸入的條件下快速冷卻,因此前進側(cè)熱力影響區(qū)寬度狹窄且分界線明顯,晶粒度變化急劇。后退側(cè)熱力影響區(qū)處的塑態(tài)金屬相對流動作用不明顯,晶粒有機會產(chǎn)生動態(tài)再結(jié)晶作用,因此晶粒度過渡平緩。焊接過程中,受塑態(tài)金屬流動方向的影響,熱力影響區(qū)處未完全塑態(tài)化的晶粒組織在流體力的作用下產(chǎn)生了一定程度的彎曲變形,且具有一定的方向性。以焊縫截面中心為分界線,焊縫上部的晶粒沿焊核區(qū)邊緣向上扭曲伸展,焊縫下部的晶粒沿焊核區(qū)邊緣向下扭曲伸展,驗證了焊縫內(nèi)部塑性金屬環(huán)形流動的規(guī)律。

圖12 熱力影響區(qū)顯微組織
前進側(cè)與后退側(cè)熱影響區(qū)晶粒組織基本無差異,焊接過程中熱影響區(qū)不受攪拌頭力的作用,但受到焊接熱循環(huán)的影響。與母材板條狀晶粒相比,熱影響區(qū)晶粒存在一定程度的長大,且出現(xiàn)大量析出相聚集現(xiàn)象[19],如圖13所示。
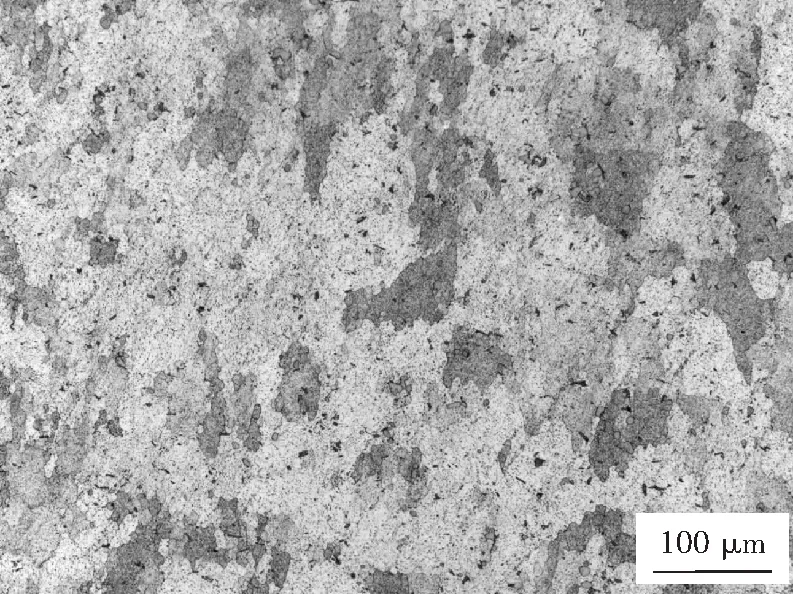
圖13 熱影響區(qū)
3.2 焊縫的硬度分析
圖14為5.4 mm厚2219鋁合金浮動式雙軸肩攪拌摩擦焊縫不同區(qū)域的顯微硬度測量結(jié)果,從左向右依次為:母材-前進側(cè)熱影響區(qū)-前進側(cè)熱力影響區(qū)-焊核區(qū)-后退側(cè)熱力影響區(qū)-后退側(cè)熱影響區(qū)-母材,硬度分布大體呈“U”形。母材的顯微硬度最高,進入熱影響區(qū)后硬度開始降低,硬度最低點出現(xiàn)在靠近后退側(cè)的焊核區(qū)、熱力影響區(qū)和熱影響區(qū)處。對比焊接接頭的斷裂特征分析,斷裂位置均在焊縫后退側(cè),斷裂路徑穿過熱影響區(qū)、熱力影響區(qū)和焊核區(qū),與硬度分析結(jié)果一致,因此,后退側(cè)熱影響區(qū)、熱力影響區(qū)和部分焊核區(qū)是雙軸肩攪拌摩擦焊接頭的薄弱區(qū)域。
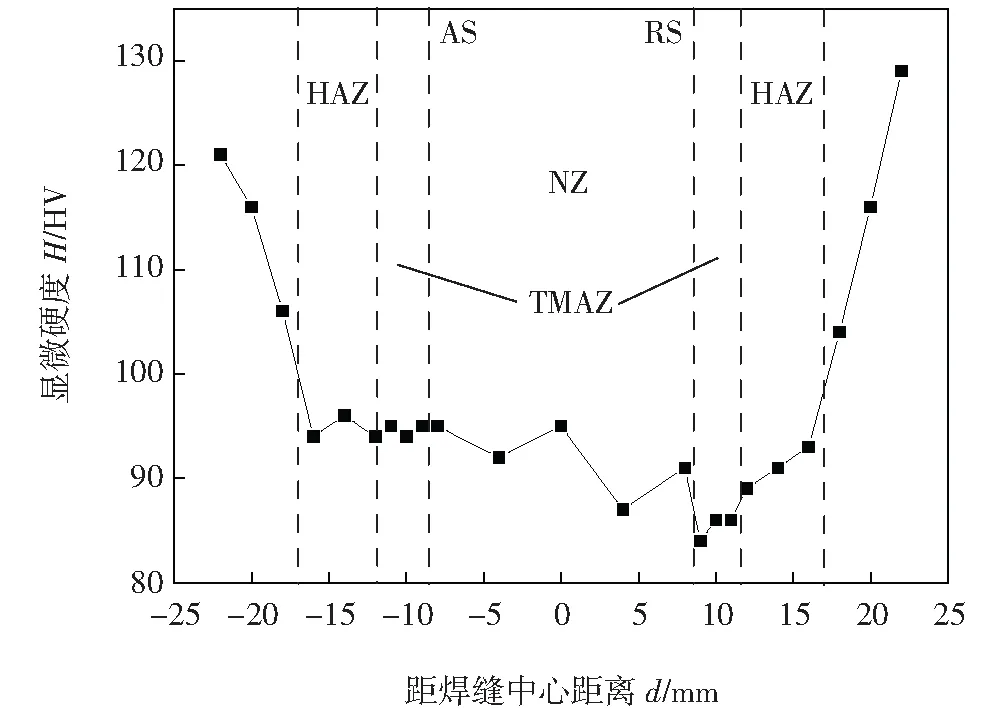
圖14 焊縫顯微硬度
4 工程化應用
經(jīng)過長期的技術攻關,天津航天長征火箭制造有限公司聯(lián)合首都航天機械有限公司逐步攻克了浮動式雙軸肩攪拌摩擦焊接在工程化應用中的關鍵技術難題,在國內(nèi)率先實現(xiàn)了該技術在運載火箭貯箱焊接生產(chǎn)上的工程化應用,如圖15所示。2020年在公司自主研制的殼段縱縫攪拌摩擦焊接系統(tǒng)上采用立式裝配生產(chǎn)模式完成了某型號燃料貯箱筒段縱縫的浮動式雙軸肩攪拌摩擦焊接,焊縫超聲相控陣及X光檢測符合相關航天行業(yè)標準一級焊縫的要求,并采用該筒段與前、后兩件箱底焊接成為完整貯箱,如圖16所示。該貯箱順利通過了常溫液壓及液氮低溫試驗考核,試驗壓力分別達到0.51 MPa和0.483 MPa,滿足設計使用要求,筒段上的雙軸肩攪拌摩擦焊縫未出現(xiàn)任何異常,充分驗證了浮動式雙軸肩攪拌摩擦焊接工藝的可靠性,為該技術的進一步推廣應用奠定了堅實的基礎。
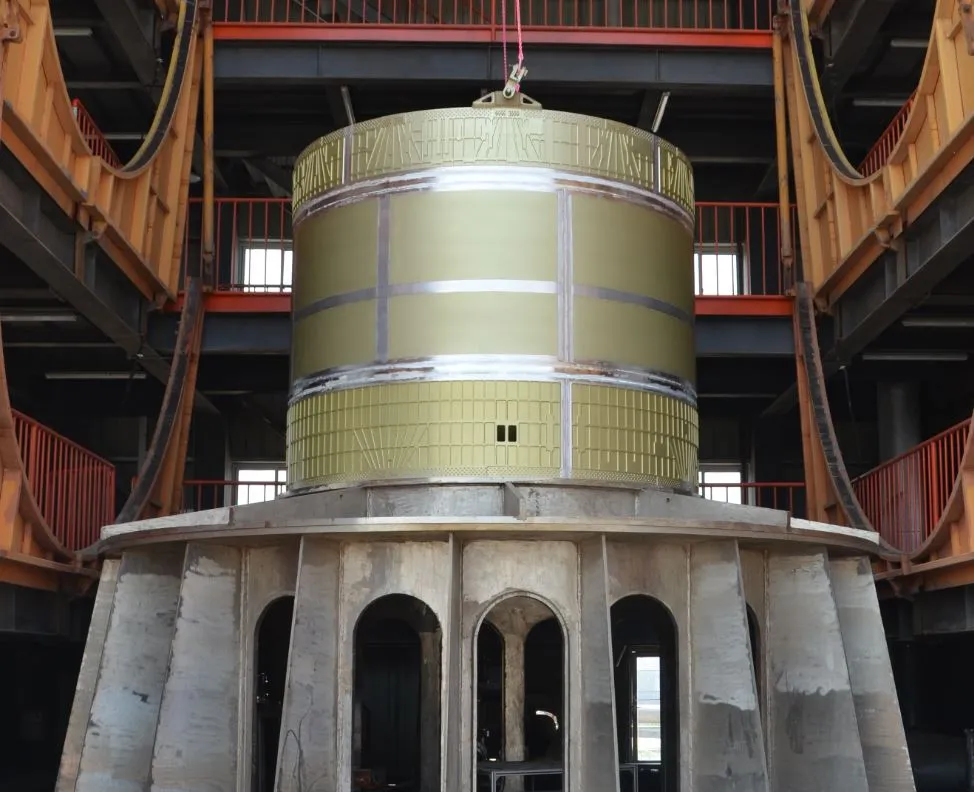
圖16 某型號貯箱順利通過低溫試驗考核
5 結(jié)論
(1)采用浮動式雙軸肩攪拌摩擦焊接工藝對2219鋁合金進行了短試片、長試片和T形交叉接頭焊接試驗,焊縫正、反面成形優(yōu)良,“魚鱗紋”清晰,基本無焊縫減薄現(xiàn)象。
(2)對浮動式雙軸肩攪拌摩擦焊接接頭進行了力學性能分析,對接接頭、T形接頭平均抗拉強度均可達到母材性能的70%以上,斷后伸長率均達到6.5%以上,對接接頭及T形接頭斷口均呈45°典型剪切韌性斷裂模式,焊縫超聲相控陣及X光檢測均合格。
(3)焊縫截面形貌呈上、下寬,中間窄的細腰形,焊縫兩側(cè)熱力影響區(qū)為拋物線輪廓,前進側(cè)熱力影響區(qū)與焊核區(qū)界面清晰,晶粒度變化急劇,后退側(cè)熱力影響區(qū)與焊核區(qū)界面模糊,晶粒過渡均勻;焊核區(qū)晶粒呈細小等軸晶粒狀態(tài),熱力影響區(qū)處晶粒產(chǎn)生了一定程度的彎曲變形,且具有一定的方向性。
(4)焊縫截面硬度分布大體呈“U”形,硬度最低點位于靠近后退側(cè)的焊核區(qū)、熱力影響區(qū)和熱影響區(qū),是焊接接頭的薄弱區(qū)域。
(5)對浮動式雙軸肩攪拌摩擦焊接工藝開展了工程化應用研究,成功焊接完成了中國某型號燃料貯箱筒段縱縫,該貯箱順利通過了常溫液壓及液氮低溫試驗考核,充分驗證了該技術的可靠性。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24