基于多道線性激光的帶式輸送機縱向撕裂檢測
2021-07-30 09:26:18徐輝劉麗靜沈科鄒盛
工礦自動化 2021年7期
關鍵詞:檢測
徐輝, 劉麗靜, 沈科, 鄒盛
(1.中煤科工集團常州研究院有限公司, 江蘇 常州 213015;2.天地(常州)自動化股份有限公司, 江蘇 常州 213015)
0 引言
帶式輸送機是煤礦井下主要運煤設備,運行過程中可能出現鐵器等夾雜在落煤中壓砸輸送帶,導煤槽、清掃器等與輸送帶之間卡入硬質異物,錨桿、釬子等尖銳異物刮扯輸送帶等情況,易導致輸送帶縱向撕裂。為避免進一步損失,需進行輸送帶縱向撕裂檢測[1]。
現有的輸送帶縱向撕裂檢測方法分為接觸式與非接觸式2類[2]。常見的接觸式檢測方法包括測力法、嵌入法、線圈探測法、拉力檢測法等;非接觸式檢測方法包括閉合線圈法、X射線法、機器視覺法等[3]。接觸式檢測方法因準確度較低、有磨損,逐漸被非接觸式檢測方法代替。非接觸式檢測方法中的機器視覺法因損耗小、準確度較高、維護簡單等優勢[4-5],得到越來越多的關注和研究。
基于機器視覺檢測輸送帶縱向撕裂的方法[6-7]主要分為2類:針對可見光或紅外光圖像進行分析;針對線性輔助激光圖像進行分析。第1類方法的關鍵在于準確分割輸送帶圖像上的撕裂損傷。文獻[8-11]分別采用最大類間方差法、閾值迭代法、全局閾值法分割損傷。上述方法應用于煤礦井下時,因光照較弱且不均勻,粉塵、濕度較大,輸送帶在運行過程中上下振動且表面磨損程度不一,導致采集的圖像清晰度較低甚至模糊,撕裂損傷分割較困難。第2類方法借助投射在輸送帶表面的線性激光條紋(光條)特征變化判斷是否有撕裂損傷。文獻[12]將單道線性激光投射在輸送帶表面,利用最大值法提取光條骨架、鄰域差分確定斷點位置、二階導數判斷波動異常位置,進而檢測并標志輸送帶縱向撕裂區域;文獻[13]通過檢測投射到輸送帶表面的1條線性激光輪廓線的斷裂特征來識別縱向撕裂。上述方法只關注有無縱向撕裂,不涉及撕裂損傷的長度、寬度、深度等特征信息計算,無法實現對損傷的定位與趨勢跟蹤[14]。
本文提出一種基于多道線性激光的帶式輸送機縱向撕裂檢測方法。通過機器視覺實時連續在線分析多道線性激光投射在輸送帶表面的圖像特征,融合多幀圖像分析結果與帶式輸送機速度傳感器數據,實現對帶式輸送機縱向撕裂特征識別,損傷寬度、深度、長度定量分析,損傷定位跟蹤及損傷變化趨勢分析的一體化處理。采用多道線性激光較單道線性激光的檢測精度有較大提升,減小了損傷長度估算誤差。該方法復雜度低,可運行于礦用本質安全(簡稱本安)型嵌入式設備進行現場分析及決策,無需將數據傳輸至上位機,避免了時間延遲。
1 方法原理
帶式輸送機縱向撕裂檢測方法基于礦用本安型工業相機、礦用本安型結構光發射器和礦用本安型多傳感融合計算盒實現,采用機器視覺技術,對帶式輸送機正常運行過程中的輸送帶上下表面進行實時掃描和分析,融合速度傳感器輸出值,對輸送帶縱向撕裂進行檢測與跟蹤。
該方法主要包括數據分析與數據融合2個部分,流程如圖1所示。數據分析主要針對單幀圖像進行處理,以提取單幀圖像撕裂損傷特征及標志物特征;數據融合主要針對多幀圖像分析結果進行融合計算,以定位撕裂損傷在輸送帶上的縱向位置并跟蹤損傷變化趨勢。
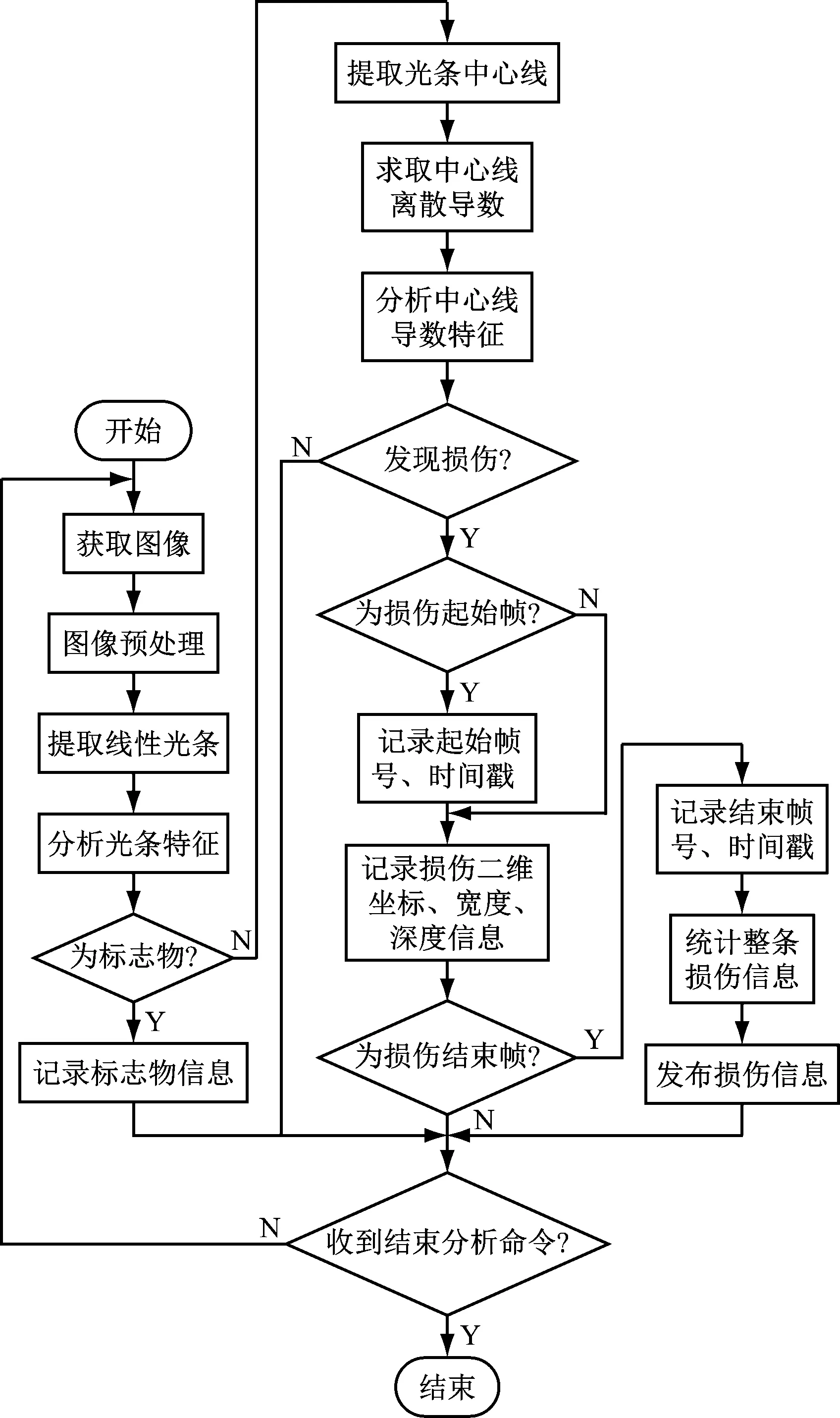
圖1 帶式輸送機縱向撕裂檢測方法流程
2 數據分析
獲取輸送帶圖像后,對單幀圖像進行預處理,包括:形態學處理與雙邊濾波,以去除圖像噪聲,使圖像平滑;采用大津法(即OTSU法[15]或最大類間方差法)提取圖像灰度閾值;根據圖像灰度閾值分割圖像前景并進行二值化處理,分割出多道線性光條。之后依次進行標志物檢測、中心線提取、損傷特征提取操作。
2.1 標志物檢測
人為在輸送帶指定位置粘貼反光條作為標志物,以定位撕裂損傷在輸送帶上的縱向位置。標志物圖像如圖2所示。由于反光條有反光效果,標志物在圖像上呈現較粗的短光條段。
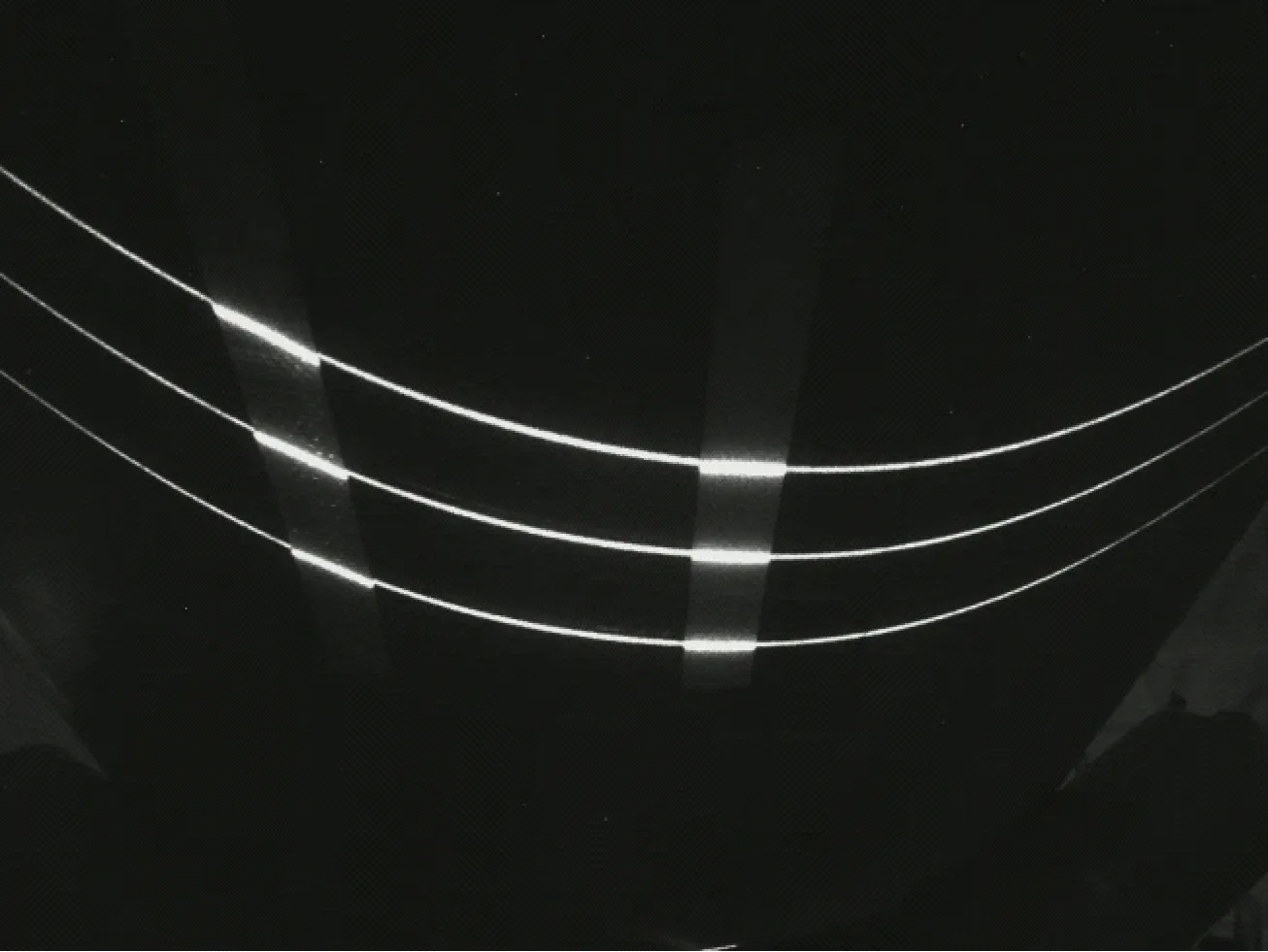
圖2 標志物圖像
檢測輸送帶縱向撕裂時,檢測光條上下邊界,求取光條寬度。當某一列上檢測到光條寬度超過鄰近列且差值在設定閾值[Wmin,Wmax]范圍內,繼續檢測寬光條所占列數,即寬光條長度,當其落在設定閾值[Lmin,Lmax]范圍內時,認為檢測到標志物,記錄標志物所在圖像幀的信息。
2.2 中心線提取
單道線性光條中心線提取一般采用灰度重心法、極值法、曲線擬合法、骨架細化法等[16]。其中灰度重心法、極值法、曲線擬合法不適用于多道線性光條中心線提取,而骨骼細化法運算量大、效率較低。結合多道線性光條特點,提出一種分組中心點法提取多道線性光條中心線。假設有N道線性激光,設置1個N維數組用于存放每道光條中心點坐標。光條中心線提取步驟如下。
(1) 尋找每道光條上下邊界。按列掃描二值化圖像,若檢測到像素值由0變為255,則定義為光條上邊界,若像素值由255變為0,則定義為光條下邊界。
(2) 按列搜索,每搜索到1條光條的上下邊界,求取上下邊界終點,根據上下邊界終點的均值得到當前光條在該列的中心點。
(3) 采用最近鄰聚類算法,將步驟(2)中求取的中心點歸類到N維數組中對應的光條中心坐標數組。
(4) 重復按列掃描,直到求取所有光條上的中心點。分組后的中心點連線即為光條中心線。
2.3 損傷特征提取
輸送帶完整時,線性光條形成多條近乎完整的光滑曲線,當檢測到撕裂損傷時,曲線出現畸變或斷裂,如圖3所示。畸變或斷裂點處離散導數會出現較大的跳變。利用該特性可檢測線性光條中心線上的損傷邊界點。
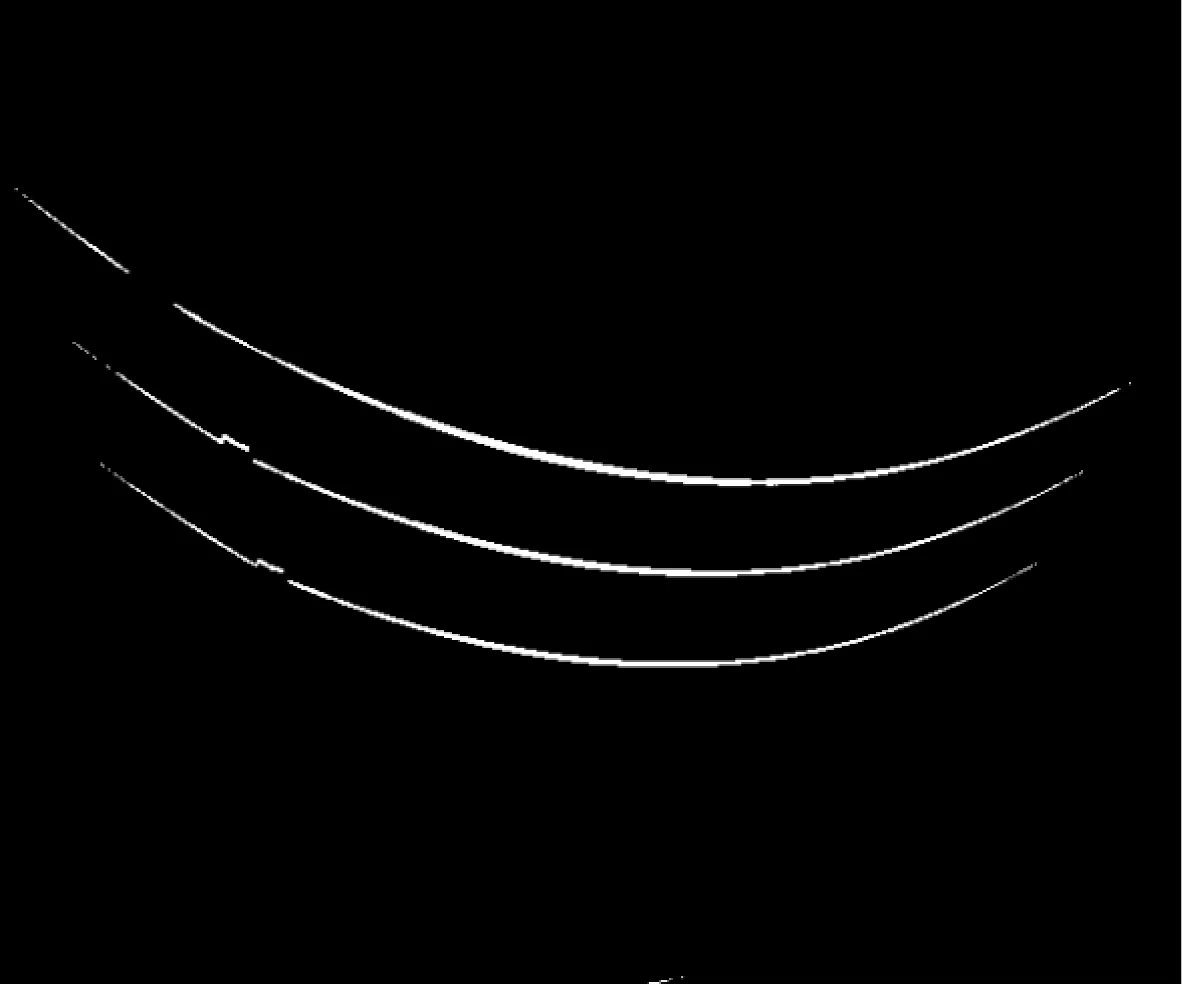
圖3 線性光條圖像
對每道光條的中心線求離散導數。設定1個經驗閾值,當中心線上某點的離散導數超過該閾值時,即為第1個損傷邊界點。在該點一定范圍的鄰域內尋找第2個離散導數跳變點,即為第2個損傷邊界點。計算2個邊界點之間的距離,即為損傷在當前位置的寬度特征值。在邊界點之間查找極值點,計算極值點到邊界點連線中點的垂直距離,即為損傷在當前位置的深度特征值。
3 數據融合
3.1 數據融合計算
當檢測到損傷結束點時,即完成1道光條上的損傷檢測與記錄。為了獲取整條完整損傷的特征值(包括長度、平均寬度、平均深度等),需要分析損傷起點幀到結束幀的多幀圖像,并融合速度傳感器數據進行計算。

(1)
式中f為工業相機采樣速率。
(2) 損傷平均寬度。計算從損傷起始幀A1到結束幀A2之間所有單幀圖像中損傷寬度特征值的平均值,得到整條損傷平均寬度:
(2)
式中Wi為單幀圖像上的損傷寬度特征值。
(3) 損傷平均深度。計算從損傷起始幀A1到結束幀A2之間所有單幀圖像中損傷深度特征值的平均值,得到整條損傷平均深度[17]:
(3)
式中Di為單幀圖像上的損傷深度特征值。

假設帶式輸送機運行速度為3 m/s,工業相機采樣速率為25 幀/s,則采用單道線性激光檢測并計算損傷長度時誤差為24 cm,采用3道線性激光(光條間隔為8 cm)時誤差為4 cm,為采用單道線性激光時的1/6。
3.2 損傷定位
針對已檢測到的標志物,求取損傷起點距標志物的縱向長度作為損傷縱向位置,求取損傷起點在輸送帶上的位寬占比定位損傷橫向位置。綜合橫縱向位置,得到損傷在輸送帶上的二維坐標。
縱向位置為
(4)

橫向位置為
R=x0/P
(5)
式中:R為損傷起點在輸送帶上的位寬占比;x0為損傷起點相對于輸送帶左側邊緣的坐標;P為輸送帶寬度所占的像素值。
3.3 損傷跟蹤與趨勢分析
在煤礦生產中,若檢測到短、窄、淺的輸送帶縱向撕裂就報警停機,會給企業帶來較大的經濟損失。為此,對輸送帶縱向撕裂損傷進行跟蹤,實時分析損傷變化趨勢,當損傷變長、變寬、變深并超過閾值時,及時提醒檢修人員,對于超過相關安全標準規定值的損傷發出停機信號。當損傷被處理后,帶式輸送機繼續工作,持續檢測并跟蹤損傷變化,完成損傷實時監控。
定義損傷趨勢因子:
(6)
式中ω0,ω1,ω2分別為損傷長度、平均寬度、平均深度系數。
根據損傷定位結果,在數據庫中搜索同一損傷的記錄,根據2次記錄的損傷特征值計算損傷趨勢因子并進行比較,判斷損傷變化趨勢。若長度、寬度、深度特征值中任1個或多個明顯增大,則損傷趨勢因子增大,可判定損傷有更加嚴重的趨勢,超過設定閾值則提醒檢修。
4 試驗驗證
4.1 試驗裝置
試驗裝置包括帶式輸送機、礦用本安型結構光發射器、礦用本安型工業相機、礦用本安型多傳感融合計算盒等,如圖4所示。結構光發射器與工業相機固定在帶式輸送機機架上,位于上下輸送帶之間。結構光發射器向上輸送帶背面發射3道線性激光,工業相機鏡頭朝向上輸送帶背面,與結構光發射器相向,用于采樣3道線性激光覆蓋的輸送帶區域圖像,采樣速率設定為25 幀/s。
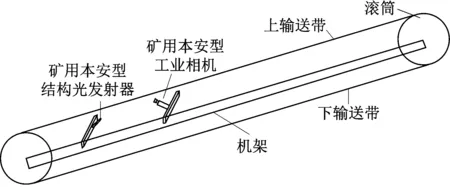
(a) 安裝示意
在試驗輸送帶上人為設置1處縱向撕裂損傷及標志物,如圖5所示。
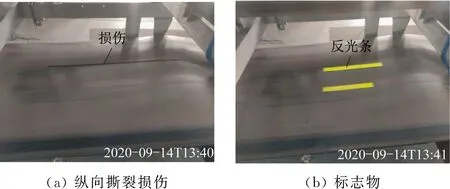
圖5 輸送帶縱向撕裂損傷及標志物圖像
4.2 單幀圖像損傷檢測
檢測單幀圖像損傷時,在提取的中心線圖像中用2個圓標志損傷的雙側邊界點,如圖6所示。

圖6 單幀圖像損傷檢測結果
當檢測到中心線上的反光條特征時,識別為標志物,如圖7所示。
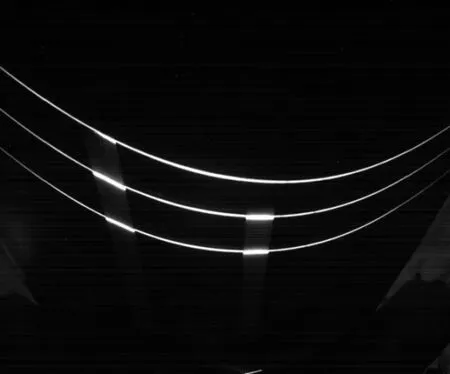
圖7 標志物檢測結果
4.3 多幀圖像數據融合及趨勢分析
輸送帶縱向撕裂損傷參數設置:與標志物距離為8 m,損傷長度為0.73 m,損傷平均寬度為0.01 m,損傷平均深度為0.008 m。在帶式輸送機不同運行速度下,采用本文方法檢測縱向撕裂,每種速度下測試60組。定義輸送帶有撕裂損傷為正例,無縱向撕裂為負例。設將正例判為正例為TP,負例判為正例為FP,負例判為負例為TN,正例判為負例為FN。部分試驗數據見表1。之后將縱向撕裂損傷加長至0.95 m,其他參數不變,進行第2組測試,部分數據見表2。
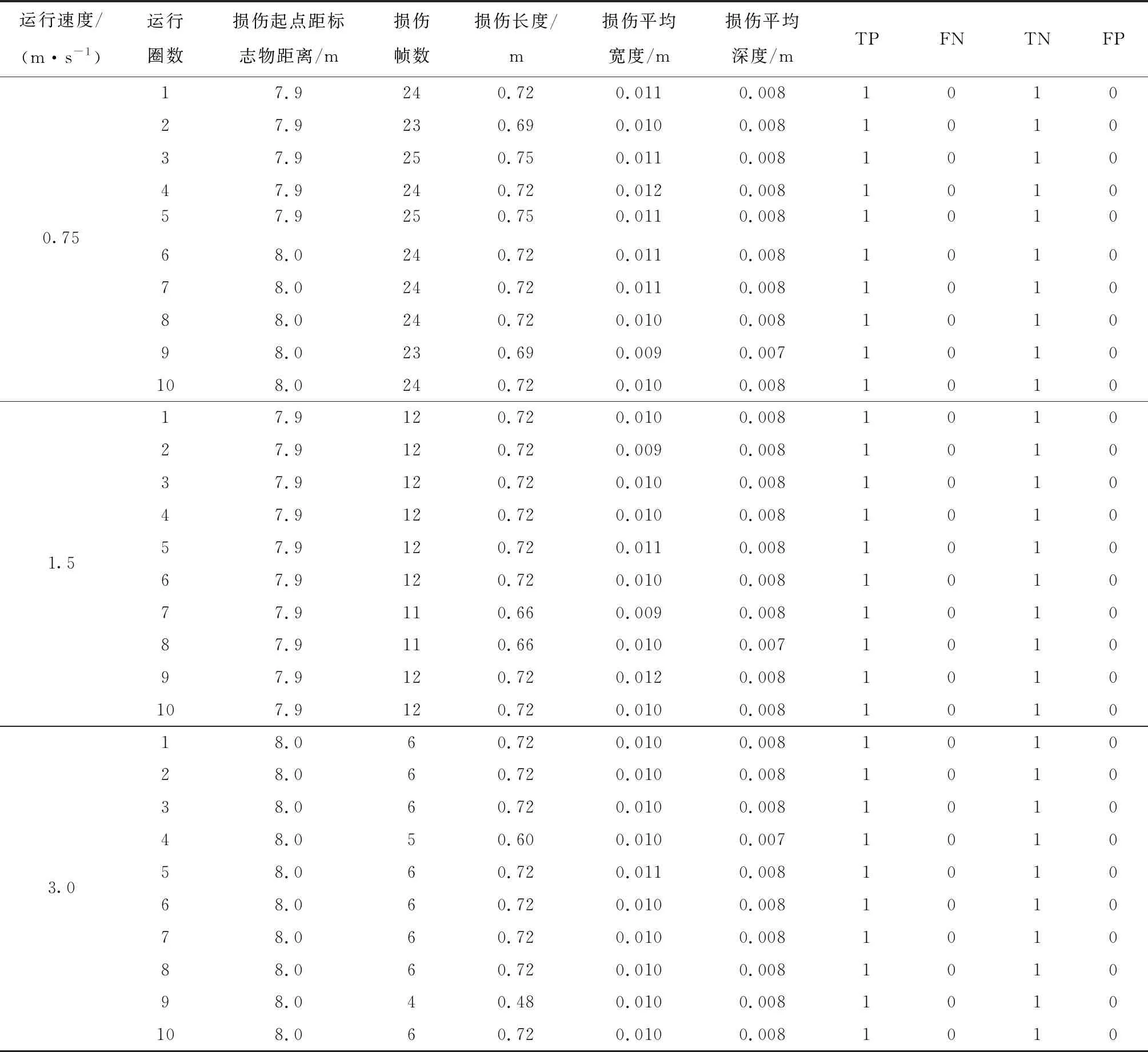
表1 損傷長度為0.73 m時部分試驗數據
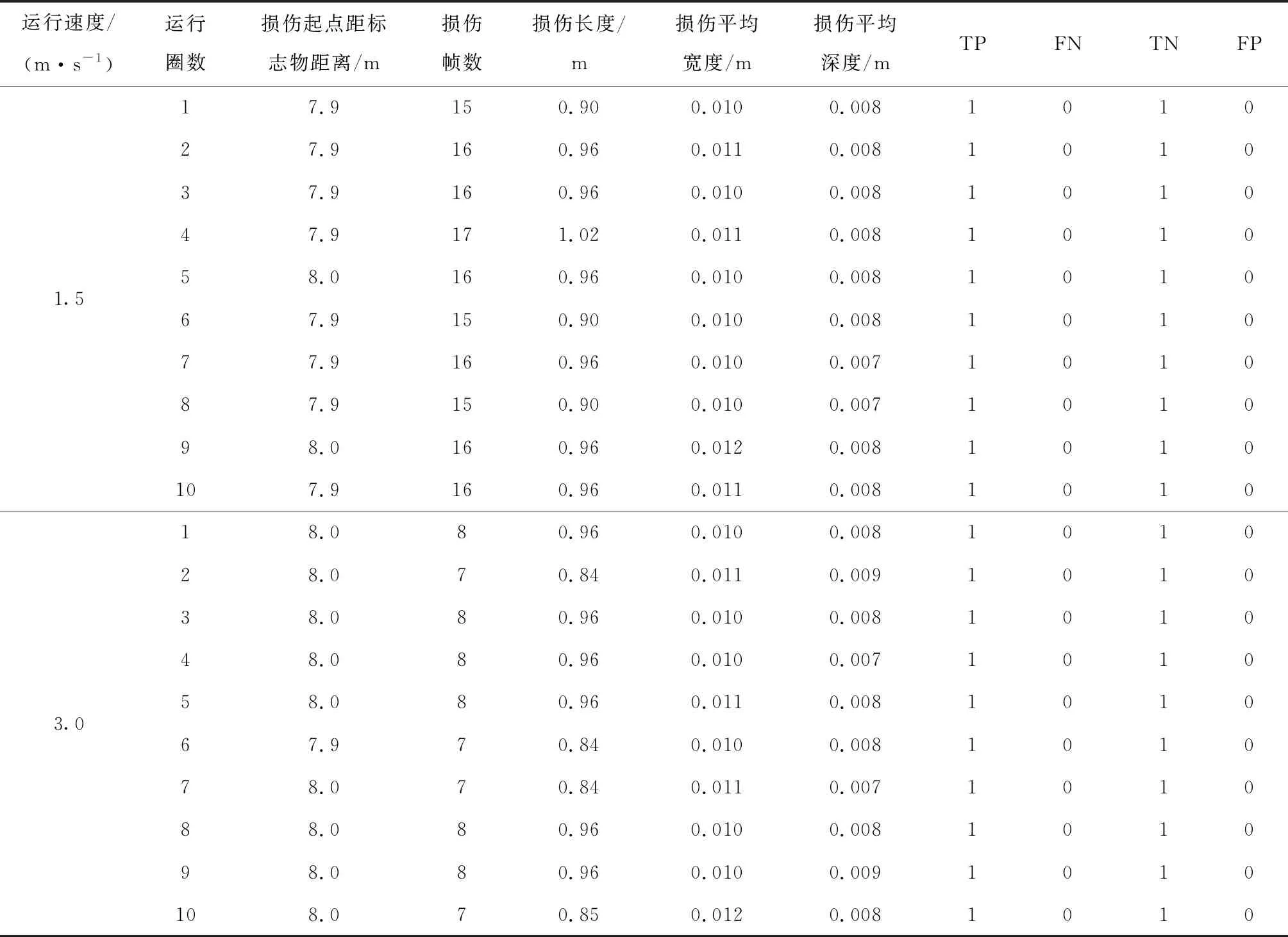
續表
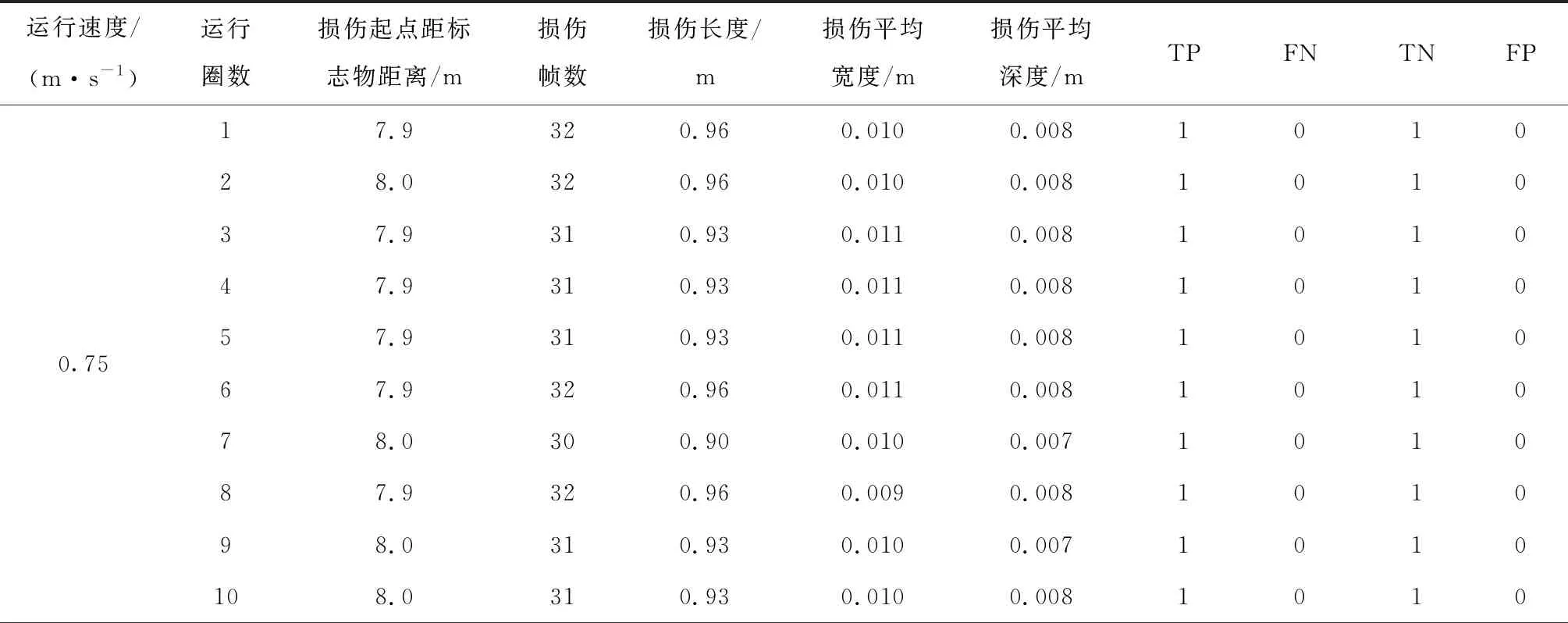
表2 損傷長度為0.95 m時部分試驗數據
根據測試數據可知:采用本文方法能夠檢測出帶式輸送機有無縱向撕裂損傷,準確率達100%;損傷長度計算誤差平均值為0.06 m,損傷平均寬度、平均深度計算誤差平均值均為0.001 m,對損傷特征信息的計算較準確;損傷縱向位置計算誤差不超過0.1 m,定位較準確。試驗設置ω0,ω1,ω2分別為10,1 000,100,根據式(6)可知損傷長度為0.95 m時趨勢因子較0.73 m時大,判斷損傷有擴大趨勢。
5 結論
(1) 針對煤礦井下帶式輸送機工作區域昏暗、潮濕、粉塵大條件下視頻圖像模糊,難以識別輸送帶縱向撕裂損傷的問題,采用結構光發射器向輸送帶表面發射多道線性激光,通過分析線性光條畸變特征檢測輸送帶縱向撕裂損傷,方法簡單,且具有較高的檢測準確度。
(2) 為便于跟蹤輸送帶縱向撕裂損傷變化趨勢,在輸送帶表面人為粘貼反光條作為標志物,以定位損傷縱向位置,并將該位置作為判斷損傷變化的唯一標志。該方法工程施工難度低,能夠實時檢測并跟蹤輸送帶縱向撕裂損傷趨勢,為帶式輸送機檢修提供了有效依據。
(3) 試驗結果表明,基于多道線性激光的帶式輸送機縱向撕裂檢測方法能夠準確檢測帶式輸送機有無縱向撕裂,損傷長度計算誤差平均值為0.06 m,損傷平均寬度、平均深度計算誤差平均值為0.001 m,縱向定位誤差不超過0.1 m,并可準確判斷縱向撕裂發展趨勢。該方法檢測速率達25幀/s,滿足現場實時性要求。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
