1550酸洗-冷連軋機組乳化液系統降耗技術改進
2021-08-02 00:53:54羅年高王世偉陳戰鋒張圣東成曉舉
河南冶金 2021年2期
關鍵詞:系統
羅年高 王世偉 陳戰鋒 張圣東 成曉舉
(安鋼集團冷軋有限責任公司)
0 引言
隨著鋼鐵形勢越來越嚴峻,市場競爭力越來越大,降本增效成為各生產企業的工作重點,對于安鋼冷軋廠新建的1550酸洗五機架冷連軋機組,與其他同類型機組相比,乳化液系統的噸鋼消耗一直居高不下,而且占據噸鋼消耗的重要部分。筆者在保證生產穩定和產品質量的前提下,圍繞降低乳化液的噸鋼消耗,對五連軋酸軋機組乳化液系統的工藝參數、生產操作以及設備維護進行了系統研究。的帶鋼需要配置不同的乳化液濃度,同時需要對不同狀態下乳化液的溫度等工藝參數進行控制[1]。
安鋼1550酸軋機組乳化液系統包括供液系統、配液系統、乳化液提升站系統、軋機清洗系統、污液收集系統、排污系統,共有三個供給箱,工藝流程如圖1所示。
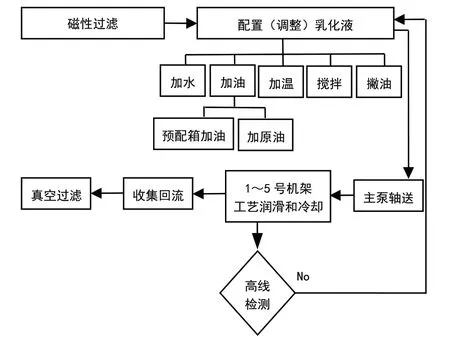
圖1 安鋼冷軋1550酸軋機組乳化液系統工藝流程
1 安鋼酸軋機組乳化液系統的介紹
安鋼冷軋1550冷軋工程酸軋機組已經建成投產,設計產能120萬t/年,產品規格:(0.25~2.0)×(800~1430) mm,產品為軋硬卷和熱軋酸洗板,軋硬卷主要為連退、鍍鋅機組提供原料。軋機為五機架六輥UCM連軋機。其中,乳化液供液系統分兩套,一套供S1-S4機架,一套供S5機架。
乳化液的主要作用是減小軋制摩擦力、清洗帶鋼表面、冷卻帶鋼。為保證軋制的穩定和產品質量,正常生產過程中針對不同規格、不同牌號
乳化液系統屬于循環系統,日常還需對循環系統中的各個設備進行維護和管理[2]。為保證循環過程中乳化液的品質,安鋼乳化液循環系統包含以下設備:磁過濾器、真空過濾器、撇油器、反沖洗裝置,用來過濾乳化液中的雜質、雜油、鐵粉等影響乳化液指標、軋制穩定性和表面質量的物質,同時生產期間要根據乳化液的品質添加乳化液原液和脫鹽水。
2 安鋼酸軋機組影響乳化液消耗的主要問題
針對安鋼1550酸軋機組的生產特點,通過對乳化液系統的工藝、操作和設備的長時間摸索,對影響乳化液消耗的各個關鍵因素進行了統計研究。
2.1 工藝問題
(1)檢修后,乳化液濃度過低,需補充乳化液較多時,一次加入量過多,導致油品乳化性差,造成浪費。
(2)操作中,發現乳化液箱的溫度較低時,加入乳化液,乳化液不易乳化,影響潤滑效果,造成浪費。
(3)正常軋制時加油和加水無工藝規律,導致濃度波動大,影響乳化液的潤滑效果。
(4)長時間停機后,再次開機時,乳化液的品質會變得很差,有時需要將整箱的乳化液排放,重新配液,造成浪費。
2.2 設備的操作維護問題
2.2.1 真空過濾器
(1)生產中發現真空過濾器兩個走紙周期間隔時間太長,濾紙孔被堵死后未及時走紙,導致乳化液從真空過濾器旁通管道溢流。
(2)發現班組在加油后,軋制油未乳化時走紙,將將附在紙面未乳化的軋制油帶走,降低了乳化液濃度,增加了乳化液的消耗。
(3)點檢中經常發現濾紙浸泡時間過長,導致濾紙被沖破,降低了乳化液的品質,間接提高了乳化液的添加量。
2.2.2 磁過濾器
(1)單個周期內運行時間過長,導致撇出的軋制油較多,降低了乳化液濃度,增加了乳化液的消耗。
(2)現場刮渣裝置維護不當,刮出的乳化液渣又融進乳化液中,影響乳化液品質。
2.2.3 撇油器操作維護改進
(1)在生產過程中,班組在乳化液箱攪拌時,投入撇油器,導致雜油未分離,撇油器將乳化液帶走,增大了乳化液的消耗。
(2)加油后,撇油器依舊投用,導致浮在液面未充分乳化的軋制油被撇出,乳化液濃度大大降低,增加了乳化液的消耗。
3 改進措施
針對在生產中發現的各種問題,通過不斷改進,總結出以下降低乳化液的改進措施。
3.1 工藝優化
(1)檢修后添加方法的改進:濃度過低,需補充乳化液較多時,每次不超過0.1 m3,多次少量添加。
(2)加液溫度的優化:乳化液溫度較低時,禁止加入軋制油,要求將乳化液溫度升到45 ℃以上再加油。
(3)軋制過程中加液和加水方法的改進:按軋制噸位加油和加水,在保證生產穩定和產品質量的情況下,參考噸鋼消耗添加,5卷(約100 t)添加一次。
(4)停機期間乳化液的管理優化:長時間停車期間,乳化液的溫度要保持在40 ℃以上,防止乳化液變質。同時啟車時,需要將乳化液的溫度升高到60 ℃約0.5 h,起到高溫殺菌作用。停機期間打大循環,每個4個小時打一次大循環,防止粘附在管道內壁的乳化液凝結成塊或變質。
3.2 真空過濾器操作維護改進
(1)走紙周期的改進:將走紙周期由1 h改為1.5 h(改進后,化驗室化驗乳化液的鐵粉含量達標),此方法大大減少了真空過濾器過濾的鐵粉帶走的乳化液。
(2)加油后走紙的操作改進:要求加油后0.5 h內禁止走紙,以防止帶走未乳化的乳化液。
(3)加強濾紙的點檢:要求班中加強濾紙的點檢次數,防止濾紙浸泡時間過長,導致濾紙被沖破[3]。
3.3 磁過濾器操作維護改進
(1)工作周期的改進:工作周期由之前工作15 min停30 min,改為工作10 min,停60 min。
(2)加強刮渣裝置的維護:生產過程中,加強點檢,關注刮渣裝置的運行狀態,適時清理,防止刮出的乳化液渣又融進乳化液中,影響乳化液的品質。
3.4 撇油器操作維護改進
(1)撇油器和攪拌器的投用方法的改進:生產中,乳化液箱攪拌和撇油器不可同時打開。
(2)加油后撇油器的投用方法的改進:要求加乳化液后,不可打開撇油器,待乳化液能夠充分乳化后(約0.5 h),再打開撇油器。
4 改進效果
安鋼冷軋1550酸軋機組乳化液系統經過降耗工藝優化、操作和維護改進后,乳化液消耗(均值)從2018年的0.45 kg/t左右降低到2019年的0.35 kg/t左右(2019年5月份乳化液的消耗過高是由于進行乳化液系統的檢修,需對乳化液箱進行排液清洗造成的)。按照酸軋設計產能120 萬t,乳化液每噸約15 380 元計算,每年可節約成本184.56 萬元。2019年每個月乳化液系統的噸鋼消耗如圖2所示。
5 結語
通過分析乳化液系統工藝及各設備與乳化液消耗及產品質量的關系,修改完善了乳化液系統工藝要求和關鍵設備的生產操作維護規范,大大降低了乳化液的噸鋼消耗。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32