特涂艙中銹點(diǎn)區(qū)焊補(bǔ)工藝研究及應(yīng)用
2021-08-04 08:39:02陸子友
中國(guó)修船 2021年3期
關(guān)鍵詞:焊縫
陸子友,朱 池
(中船澄西船舶修造有限公司,江蘇 江陰 214433)
在現(xiàn)代船舶建造中,一般采用CO2氣體保護(hù)焊、焊條電弧焊和手工鎢極氬弧焊進(jìn)行焊縫修補(bǔ)[1]。在化學(xué)品船的特涂艙修補(bǔ)中,不僅要考慮工作效率、施工環(huán)境和對(duì)特涂油漆損壞程度影響,還需要找出特涂液貨艙的最優(yōu)修補(bǔ)焊接方法。CO2氣體保護(hù)焊需要送絲機(jī)、氣瓶和焊線,其中送絲機(jī)容易破壞艙室地面的特涂油漆以及焊線笨重,該焊接方法還存在有藥渣、熱輸入量大和焊縫抗裂性較差等問(wèn)題。經(jīng)過(guò)分析,采用焊條電弧焊和手工鎢極氬弧焊較為合適。為了找到最優(yōu)的修補(bǔ)方法,對(duì)焊條電弧和手工鎢極氬弧焊進(jìn)行對(duì)比試驗(yàn),找出合理的焊接工藝,不僅能提高特涂艙修補(bǔ)成功率,還能減少背面油漆修補(bǔ),提高工作效率。文中通過(guò)對(duì)比試驗(yàn)進(jìn)行分析,為實(shí)船修補(bǔ)找出合適的焊補(bǔ)方案。
1 試驗(yàn)材料及焊前準(zhǔn)備
按照LR船級(jí)社規(guī)范要求,新的修補(bǔ)方案在實(shí)船應(yīng)用需要進(jìn)行工藝認(rèn)可試驗(yàn),具體試驗(yàn)如下。
1)焊接試板。焊接試驗(yàn)采用母材為AH36,厚度為18 mm,尺寸為250×500,一共12塊試板。
2)焊接材料及方法。焊接方法和焊材見表1。
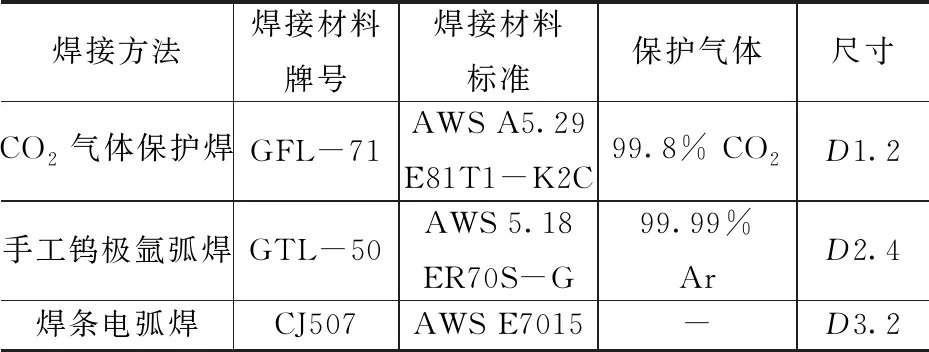
表1 焊接方法和焊材
3)焊接坡口形式。 焊接坡口形式見圖1,焊條電弧焊焊接接頭要求見圖2,手工鎢極氬弧焊焊接接頭要求見圖3。
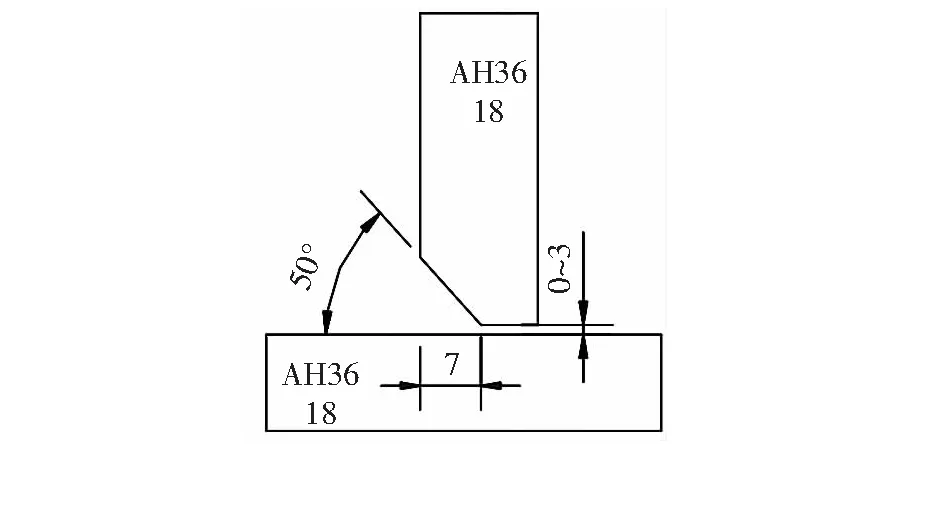
圖1 焊接坡口形式
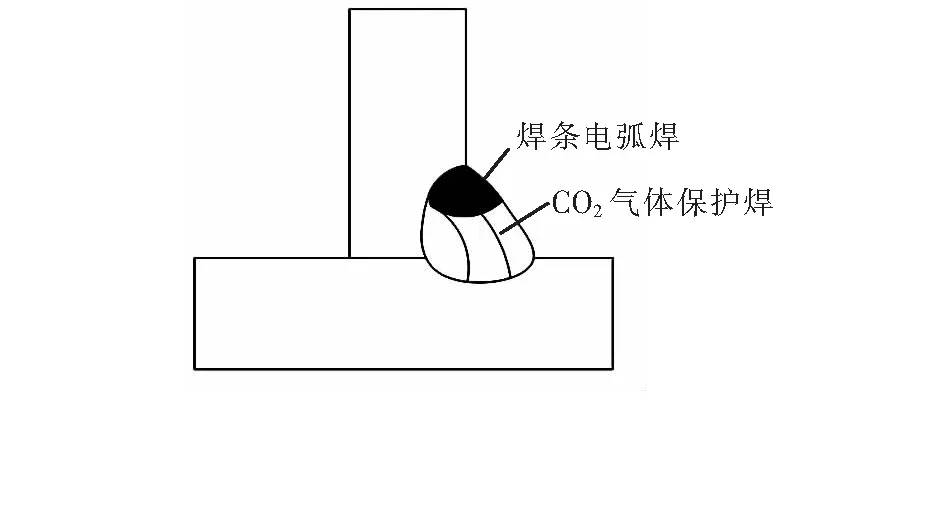
圖2 焊條電弧焊焊接接頭要求
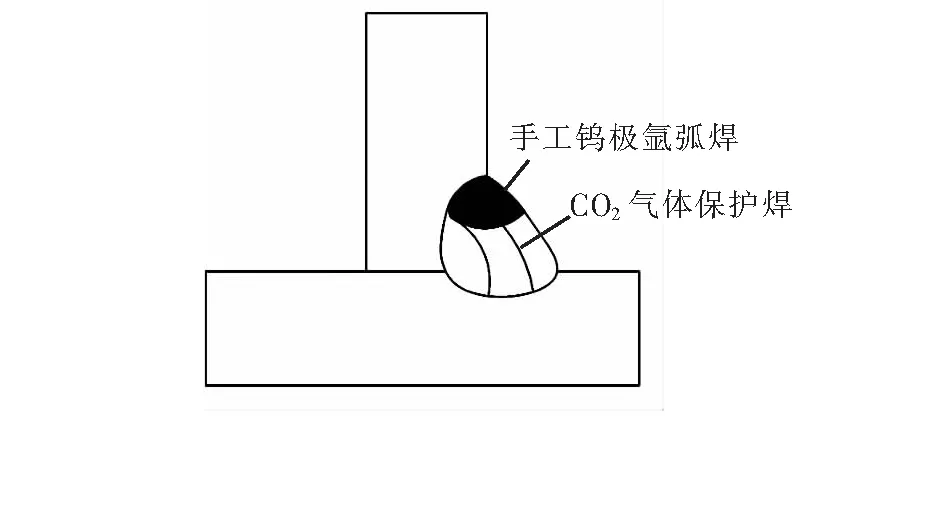
圖3 手工鎢極氬弧焊焊接接頭要求
4)補(bǔ)焊試驗(yàn)要求。
(1)補(bǔ)焊位置為角焊縫與母材處,見圖2和圖3所示。需要將補(bǔ)焊處刨4~5 mm深度后修補(bǔ)。
(2)補(bǔ)焊過(guò)程中需要記錄電流、電壓、焊接速度、背面焊接溫度(小于等于170 ℃,當(dāng)溫度即將到170 ℃時(shí)停止補(bǔ)焊,記錄焊接時(shí)長(zhǎng)。待溫度降下來(lái)后繼續(xù)補(bǔ)焊,依次循環(huán))。溫度測(cè)量要求:紅外點(diǎn)溫與接觸式測(cè)溫同時(shí)進(jìn)行。接觸式測(cè)溫只需要測(cè)3個(gè)點(diǎn),測(cè)溫點(diǎn)位置示意圖見圖4,由于有延遲性,點(diǎn)①、②溫度無(wú)需是最高讀數(shù),但是點(diǎn)③必須是最高讀數(shù)。紅外點(diǎn)溫移動(dòng)需與焊接速度同步。
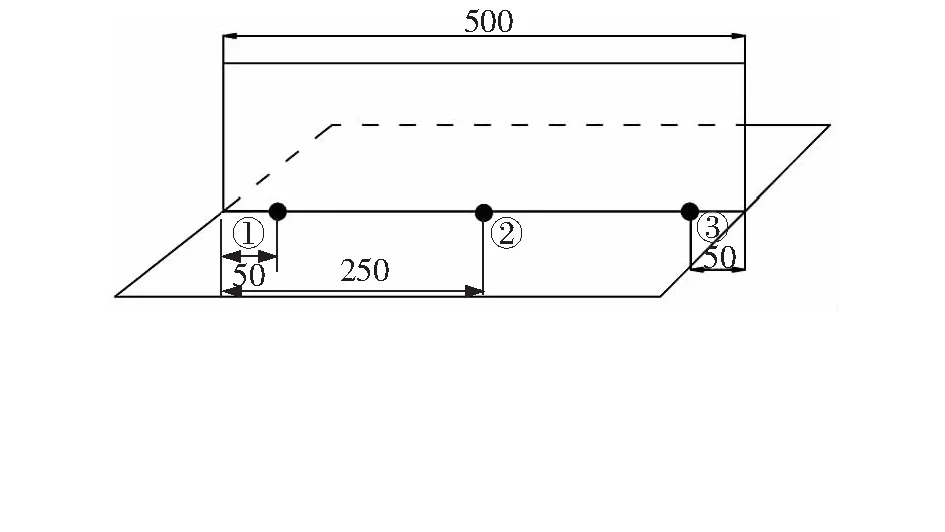
圖4 測(cè)溫點(diǎn)位置示意圖
3)確定試驗(yàn)位置。硬度點(diǎn)測(cè)試位置示意圖見圖5。其中,圓點(diǎn)代表測(cè)試點(diǎn)。
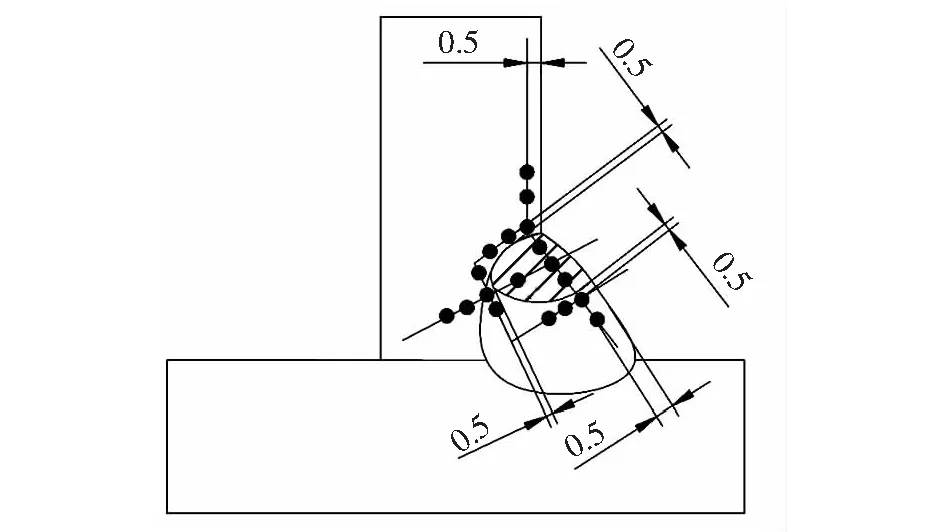
圖5 硬度點(diǎn)測(cè)試位置示意圖
2 焊接
2.1 焊接準(zhǔn)備
在焊接或者焊接預(yù)熱前,焊縫坡口及焊縫周圍30 mm區(qū)域內(nèi)應(yīng)清潔,沒(méi)有潮氣、油、渣、鐵銹、氧化物或任何可能污染焊縫的外來(lái)雜質(zhì)。
2.2 焊前檢查
焊前檢查包括焊接工作條件、焊接設(shè)備及焊接材料等的準(zhǔn)備工作情況。首先要檢查焊接結(jié)構(gòu)裝配是否符合公差要求;再檢查設(shè)備的外部接線是否正確,電纜接頭、接地線、控制線插頭等是否擰緊;通電后,各按鈕動(dòng)作是否正常,并檢查焊絲能否保證整條焊縫的需求量。
2.3 焊接注意事項(xiàng)
電弧電壓的選用值必須與焊接電流相匹配。在其他規(guī)范參數(shù)不變情況下,當(dāng)電弧電壓增大時(shí),焊縫熔寬增加,過(guò)高的電弧電壓會(huì)出現(xiàn)焊縫咬邊;反之則焊縫熔寬減少,過(guò)低電弧電壓會(huì)使電弧燃燒不穩(wěn)定。電弧電壓的變化對(duì)余高影響不大[2]。在保證焊接過(guò)程和焊縫成形良好情況下,應(yīng)盡量降低電壓,這對(duì)于防止氣孔和減少合金元素的燒損都是有利的[3]。
2.4 焊接認(rèn)可焊接規(guī)范
焊條電弧焊焊接參數(shù)見表2,手工鎢極氬弧焊焊接參數(shù)見表3。
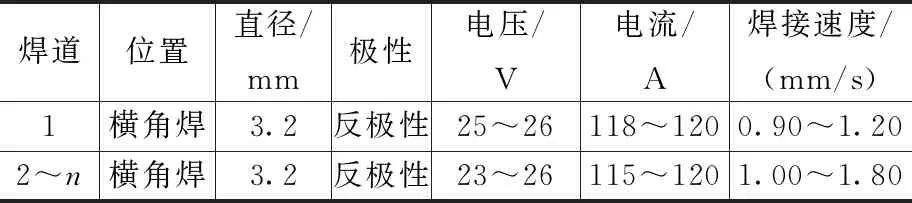
表2 焊條電弧焊焊接參數(shù)
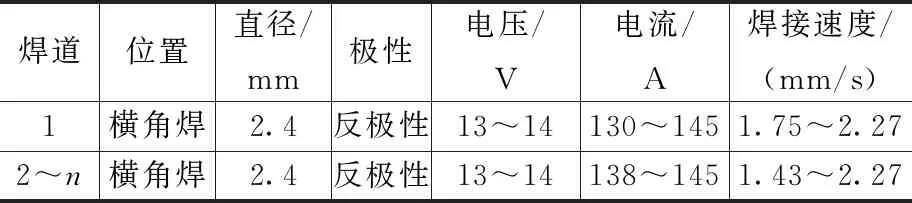
表3 手工鉤極氬弧焊焊接參數(shù)
2.5 背面測(cè)量溫度
根據(jù)試驗(yàn)要求,采用接觸和紅外線溫度計(jì)進(jìn)行溫度測(cè)量,當(dāng)采用焊條電弧焊,焊縫長(zhǎng)度達(dá)到400 mm時(shí),溫度為170 ℃,焊接時(shí)長(zhǎng)為3.0 min;當(dāng)采用手工鎢極氬弧焊,焊縫長(zhǎng)度達(dá)到180 mm時(shí),溫度為170 ℃,焊接時(shí)長(zhǎng)為2.5 min。
2.6 試驗(yàn)結(jié)果及分析
1)無(wú)損檢測(cè)。對(duì)本次焊條電弧焊和手工鎢極氬弧焊的修補(bǔ)接縫進(jìn)行無(wú)損檢測(cè)。按照CB/T 3958-2004《船舶鋼焊縫磁粉檢測(cè)、滲透檢測(cè)工藝和質(zhì)量分級(jí)》中的磁粉檢測(cè)標(biāo)準(zhǔn)進(jìn)行100%MT檢測(cè),試樣無(wú)裂紋、未焊透、氣孔等缺陷,試樣均為Ⅰ級(jí)合格。
2)硬度檢測(cè)。測(cè)定6組焊接試樣的硬度值,為了便于對(duì)比分析,分別對(duì)試樣的母材、熱影響區(qū)、修補(bǔ)焊縫進(jìn)行了檢測(cè)。焊條電弧焊維氏硬度(HV)試驗(yàn)結(jié)果見表4,手工鎢極氬弧焊維氏硬度(HV)試驗(yàn)結(jié)果見表5。
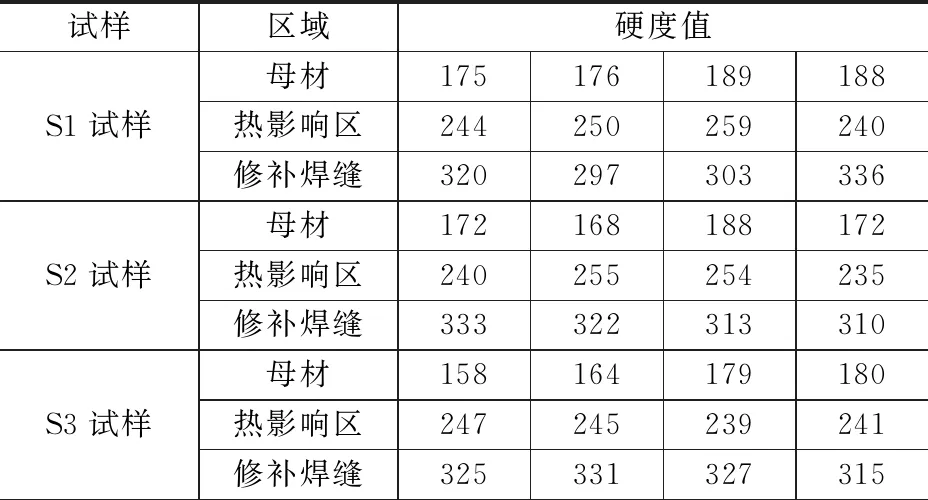
表4 焊條電弧焊維氏硬度(HV)試驗(yàn)結(jié)果
從表4和表5中發(fā)現(xiàn),當(dāng)采用焊條電弧焊修補(bǔ)焊縫時(shí),與母材硬度值相比,維氏硬度值高出較多;當(dāng)采用手工鎢極氬弧焊修補(bǔ)時(shí),與母材硬度相比,維氏硬度偏差較小,數(shù)值相近。說(shuō)明手工鎢極氬弧焊修補(bǔ)焊縫的綜合力學(xué)性能優(yōu)于焊條電弧焊。

表5 手工鎢極氬弧焊維氏硬度(HV)試驗(yàn)結(jié)果
3)宏觀分析。2種焊接修補(bǔ)焊縫呈金屬光澤,焊縫外觀成形良好,有足夠的熔深,無(wú)裂紋和未熔合缺陷,未發(fā)現(xiàn)氣孔、夾渣等缺陷,符合ISO5817-2014《Welding——Fusion-welded joints in steel,nickel,titanium and their alloys(beam welding excluded)-Quality levels for imperfections》中B級(jí)的要求,表明焊接接頭質(zhì)量合格。
3 實(shí)船應(yīng)用
經(jīng)過(guò)上述試驗(yàn)對(duì)比,發(fā)現(xiàn)手工鎢極氬弧焊比焊條電弧焊綜合力學(xué)性能好,因此實(shí)船修補(bǔ)采用手工鎢極氬弧焊,單次焊接長(zhǎng)度不大于180 mm,焊接時(shí)間控制在2 min內(nèi),層間溫度控制在40 ℃,獲得優(yōu)質(zhì)焊縫,焊縫背面的油漆未損壞,只需要特涂修補(bǔ)區(qū)域的油漆。修補(bǔ)結(jié)果獲得船檢和船東認(rèn)可,該船已經(jīng)完工出廠。
4 結(jié)束語(yǔ)
通過(guò)焊條電弧焊和手工鎢極氬弧焊修補(bǔ)特涂液貨艙銹點(diǎn)的對(duì)比,可以得出如下結(jié)論。
1)相比焊條電弧焊,采用手工鎢極氬弧焊修補(bǔ)特涂艙,其焊縫成形光順美觀、無(wú)飛濺物、力學(xué)性能優(yōu)。
2)采用熱輸入量集中的手工鎢極氬弧焊的焊接方法,雖然在層溫控制下,焊接時(shí)間較短,但是修補(bǔ)區(qū)域焊縫的硬度值更接近母材。
3)對(duì)于特涂艙的修補(bǔ),需要選用合理的焊接方法、焊接參數(shù)、層間溫度,才能提高修補(bǔ)成功率,避免修補(bǔ)點(diǎn)的擴(kuò)大。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07