超高強(qiáng)鋼補(bǔ)丁板熱成形模具關(guān)鍵控制點研究
2021-08-06 01:07:44張海龍樊宇鵬
模具制造 2021年6期
關(guān)鍵詞:設(shè)計
李 松,張海龍,樊宇鵬
(長城汽車股份有限公司技術(shù)中心,河北省汽車工程技術(shù)研究中心,河北保定071000)
1 引言
高強(qiáng)度鋼板熱成形技術(shù)作為汽車輕量化的重要途徑,近幾年來在汽車行業(yè)呈現(xiàn)爆發(fā)式增長,熱沖壓零件的應(yīng)用范圍已經(jīng)從傳統(tǒng)的中高檔車型拓展到10萬元以下的低檔車型。同時,熱成形技術(shù)也有了很大發(fā)展,補(bǔ)丁板等先進(jìn)熱成形技術(shù)應(yīng)運而生,并逐漸應(yīng)用于車身結(jié)構(gòu)。補(bǔ)丁板熱成形技術(shù)是通過將兩種不同形狀尺寸的板料焊接,進(jìn)行整體沖壓和淬火完成制件成形的新技術(shù)。補(bǔ)丁板熱成形技術(shù)在提升性能的同時,能夠顯著降低成本,是實現(xiàn)汽車輕量化一項先進(jìn)技術(shù)。
高憲臣等人研究了點焊參數(shù)對熱成形補(bǔ)丁板焊點及性能的影響規(guī)律[1],王晨磊等人對補(bǔ)丁板熱成形進(jìn)行了有效的試驗研究和有限元分析[2],目前國內(nèi)對熱成形模具的研究主要集中在前期的工藝設(shè)計和有限元分析層面;制約熱成形模具質(zhì)量和生產(chǎn)效率的結(jié)構(gòu)設(shè)計、模具加工、制造、調(diào)試鮮有人提,本文通過對補(bǔ)丁板熱成形模具工藝設(shè)計、結(jié)構(gòu)設(shè)計、水道設(shè)計、數(shù)控加工、裝配調(diào)試、模具整改各階段關(guān)鍵控制點進(jìn)行研究,為提升模具質(zhì)量和生產(chǎn)效率打下了堅實基礎(chǔ)。
2 工藝設(shè)計階段管控要點
工藝設(shè)計階段,除需注重常規(guī)熱成形工藝的開裂、起皺、回彈、相變及制件性能外,還需對激光拼焊板特有的:焊縫開裂、板料精定位、焊縫位置排布及壓料位置選擇等問題著重關(guān)注。
(1)開裂。材料變薄率滿足:-0.17~-0.15。
(2)起皺。成形過程無明顯起皺趨勢,板料增厚滿足:0.05~0.10。
(3)回彈及相變。熱成形制件的相變情況直接關(guān)系到回彈狀態(tài),板料出爐溫度930℃~950℃,板料加熱至100%奧氏體狀態(tài),成形淬火完成后要求制件馬氏體占比≥90%,貝氏體占比0%。
3 結(jié)構(gòu)設(shè)計階段管控要點
熱成形的結(jié)構(gòu)設(shè)計直接影響制件成形過程中的熱傳遞效果,間接影響了制件的成形性、相變轉(zhuǎn)化率及制件回彈情況。常規(guī)的模具設(shè)計此處不重復(fù)提及,本文主要介紹熱成形常見的結(jié)構(gòu)問題,主要涉及:托料的設(shè)計、鑲塊設(shè)計及水道設(shè)計與分析。
(1)托料設(shè)計。為減少制件成形前的熱損失,需將板料托起避免有凸模接觸,在板料兩側(cè)設(shè)計多處托料定位,保證板料下落后與凸模存在5mm以上的間隙,如圖1、圖2所示,多處托料定位既能夠保證板料的精確位置,又能夠有效的降低接觸造成的熱量損失。

圖1 托料板模具指示圖
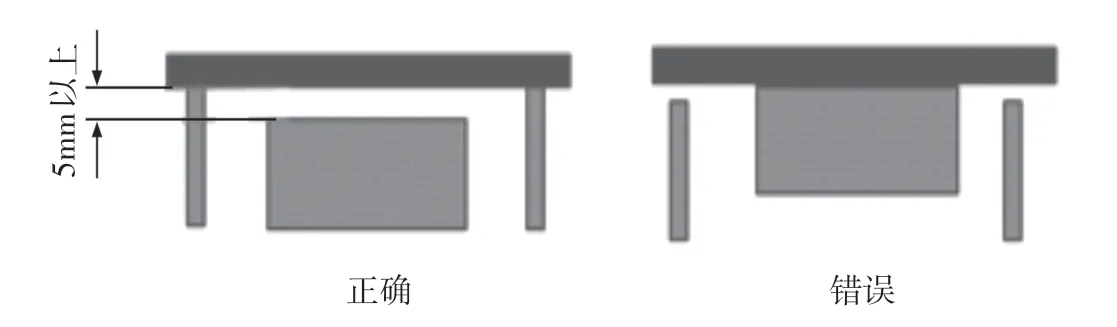
圖2 托料板設(shè)計示意圖
(2)鑲塊設(shè)計。鑲塊分塊設(shè)計橫向采用中間分塊拼裝方式,鑲塊中間設(shè)計0.5mm間隙,以利于水道加工、鉗工研合;縱向分縫位置優(yōu)先選擇型面落差較大的位置用以保證不易加工的位置能夠更好的設(shè)計水道排布;根據(jù)需求選擇使用鎖緊螺釘,確保鑲塊拼縫的密封性,防止漏水的產(chǎn)生。
(3)橫向分塊。分縫圖如圖3、圖4所示。

圖3 橫向分塊示意圖

圖4 橫向分塊截面示意圖
(4)縱向分塊。分塊位置如圖5所示。

圖5 縱向分塊位置示意圖圖
(5)水道設(shè)計。熱成形模具的結(jié)構(gòu)設(shè)計關(guān)鍵點所在:①水道與制件型面隨型布置[3],水道直徑?8.5mm,孔距14~18mm,距離型面8~12mm(見圖6);②由于補(bǔ)丁板位置板料較厚,溫度傳遞比單層板位置慢,需在補(bǔ)丁板位置加寬水道直徑?9~?11mm、加密水道數(shù)量(即減小孔距10~14mm)以保證補(bǔ)丁板位置的淬火速率。

圖6 水道設(shè)計要求指示圖
(6)水道熱傳遞分析。水道設(shè)計完成后,需進(jìn)行水道熱力學(xué)有限元分析,對水道的熱傳遞效果進(jìn)行模擬分析,判斷是否能夠達(dá)到預(yù)期效果,是否滿足工藝分析的需求淬火速率,在結(jié)構(gòu)會簽時此項作為判斷結(jié)構(gòu)合理性的重要依據(jù)之一,需重點關(guān)注。
4 模具制造過程關(guān)鍵控制點
熱成形模具結(jié)構(gòu)復(fù)雜,要求制造和裝配精度高,對制造過程提出了嚴(yán)重的挑戰(zhàn),為保證模具精度必須安排合理的的加工工藝和制造流程才能保證模具的裝配精度避免漏水等意外情況的發(fā)生,如圖7所示。

圖7 模具制造流程圖
4.1 模具制造注意事項
(1)數(shù)控車間磨底面到設(shè)計尺寸(結(jié)合面留量0.3mm)。
(2)水道加工。采用高速深孔鉆進(jìn)行水路加工,水道堵頭螺紋孔加工到位,隨后檢測水道保證貫通。
(3)3D粗半精加工型面。鑲塊采用單獨加工,型面留量0.5mm的火后精量。
(4)熱處理。鑲塊采用WP7V材質(zhì)需要專業(yè)廠家進(jìn)行整體熱處理,并出具檢測報告。
(5)機(jī)加鑲塊底面及結(jié)合面(型面流量0.2mm)。
(6)經(jīng)過磨床加工,轉(zhuǎn)入鉗工進(jìn)行拼裝作業(yè)。
(7)型面精加工到位。
(8)三坐標(biāo)檢測型面。
模具加工流程表如圖8所示。

圖8 模具加工流程表
4.2 模具裝配過程注意事項
(1)查看三坐標(biāo)鑲塊檢測數(shù)據(jù),是否滿足技術(shù)要求。
(2)鑲塊堵頭處用螺塞和螺紋膠進(jìn)行封死。
(3)將鑲塊裝配于模座上:每一個螺釘孔,每一處結(jié)合面均使用專用油進(jìn)行擦拭。
(4)安裝鑲塊之間密封圈(密封圈安裝槽深1.5mm),使用白色膏狀油類物品進(jìn)行固定。
(5)對擋鍵安裝位置實際尺寸進(jìn)行測量,根據(jù)測量值對擋鍵進(jìn)行磨配。
(6)安裝定位鍵及其他標(biāo)準(zhǔn)件。
(7)安裝水路及油路裝置:現(xiàn)場鉗工自己進(jìn)行測量后,依據(jù)實際尺寸進(jìn)行拆剪,并對水路的接頭進(jìn)行緊固,保證其整齊及美觀度。
(8)水路及油路密封性的測試。
4.3 模具水路測試流程
模具整改裝配完成后需進(jìn)行專門的水路熱傳遞測試,流程如圖9所示。

圖9 模具水路測試示意圖
(1)模具顯像劑噴涂。
(2)水路暢通及密封性能測試后,通入熱水(50℃~60℃)。
(3)將成像儀調(diào)整至最佳角度進(jìn)行檢測記錄。
(4)通入熱水,記錄模具升溫過程,直至模具溫度趨于穩(wěn)定后結(jié)束通熱水。
(5)通入冷水,記錄模具冷卻過程,直至模具溫度趨于穩(wěn)定后結(jié)束通冷水。
(6)分析影像記錄,查看各時間段溫度變化趨勢,確認(rèn)制件冷卻效果。
4.4 模具研合過程注意事項
(1)取無皺無裂的制件,使用拋光片將制件表面的氧化皮清除。對于局部由于工藝設(shè)計或制件造型造成的起皺部位,使用工具將其修整。
(2)將制件激光切割等分,起皺的地方修整。
(3)均勻刷藍(lán)油,機(jī)床壓制。
(4)鉗工依據(jù)著色情況進(jìn)行研合作業(yè)。
(5)模具型面研合一般以2~3天為一周期,研合后重新出件(因研合后制件的狀態(tài)不一致,越研合制件的貼合性越好),然后以最新的制件進(jìn)行研合作業(yè),當(dāng)研合率達(dá)到85%以上后,出件三坐標(biāo)檢測制件合格率,并出具檢測報告,鉗工依據(jù)三坐標(biāo)檢測報告所給數(shù)據(jù),確認(rèn)研合方向,最終研合率要求90%以上。
5 制件整改過程關(guān)鍵控制點
(1)制件檢測。三坐標(biāo)檢測三臺份制件,保證整改數(shù)據(jù)的真實性,制件需滿足穩(wěn)定性要求,單點波動不大于0.5mm,整改合格率波動不大于3%。
(2)回彈補(bǔ)償。依據(jù)三坐標(biāo)檢測數(shù)據(jù)進(jìn)行回彈補(bǔ)償,補(bǔ)償系數(shù)為1:1。同時保證更改部位的均勻更改,需保證整改位置加工完成后,水道到型面的距離基本保持原比例關(guān)系,不至于造成模具整改后制件出現(xiàn)冷卻不均影響回彈的問題。
(3)整改方案。結(jié)合模具結(jié)構(gòu)及水道位置確認(rèn)整改方案,補(bǔ)焊或是加墊后加工,必須保證水道不出現(xiàn)圖10a所示的不暢通情況,加墊整改按照圖10b所示。

圖10 模具加墊整改示意圖
6 熱成形模具常見問題及解決方法
6.1 模具漏水原因分析
(1)密封圈安裝不到位。
(2)經(jīng)鉗工底面研合后,無法保證鑲塊底面與結(jié)合面垂直度造成密封圈無法壓死出現(xiàn)漏水。
(3)鑲塊熱傳遞不均造成密封圈老化,防水效果變差。
(4)鑲塊底面密封膠造成底面不平,長期鑲塊受力不均造成堵口錯位產(chǎn)生漏水。
(5)水路接頭固定不到位造成漏水。
(6)鑲塊未設(shè)計定位裝置,后期二次拼裝過程中拼接不到位出現(xiàn)錯臺造成漏水。
6.2 解決措施
(1)適當(dāng)增大密圈直徑及安裝槽,減小鉗工安裝難度,保證密封圈安裝到位。
(2)鑲塊底面磨床加工后,鉗工不再進(jìn)行研合,從而保證結(jié)合面的貼合效果。
(3)優(yōu)化鑲塊熱傳遞效果,防止出現(xiàn)局部受熱不均,并定期更換密封圈。
(4)鑲塊安裝后及時清理密封膠,保證鑲塊底面的平整度。
(5)結(jié)合現(xiàn)場狀況設(shè)計便于裝配的水路接頭,避免鉗工勉強(qiáng)作業(yè)造成的接口松動漏水。
(6)鑲塊設(shè)計時增加定位基準(zhǔn),保證出現(xiàn)二次拼裝時最大限度的保持初始狀態(tài)。
7 總結(jié)
通過對補(bǔ)丁板熱成形模具工藝設(shè)計、結(jié)構(gòu)設(shè)計、水道設(shè)計、數(shù)控加工、裝配調(diào)試、模具整改各階段關(guān)鍵控制點進(jìn)行研究,給出了補(bǔ)丁板熱成形模具各階段需要管控的關(guān)鍵點,同時對熱成形模具常見的漏水問題進(jìn)行了原因分析,并給出了解決措施。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
