新視域下金屬切削毛刺控制技術實踐運用探究
2021-08-06 07:07:38凱其雄
中國金屬通報 2021年9期
關鍵詞:控制技術
凱其雄
(安順機械工業學校,貴州 安順 561000)
在新視域下,工業的發展已經由粗狂型變為精密型,對工業技術的要求越來越高,但在工業中處理毛刺等方面還存在一定的問題。毛刺的出現在金屬加工過程中具有普遍現象,在加工過程中金屬表面會出現毛刺及凹凸不平的地方,降低了產品的精密度,不能使兩件產品完全吻合,降低工件裝配精度從而影響產品質量。金屬切削毛刺控制技術有效地控制了這一問題,由于毛刺產生的程度不一樣,毛刺產生程度越嚴重,造成產品的精密度與吻合度越低。切削毛刺在金屬切削中是比較復雜的一個過程,并且在很大程度上會增加產品的成本,也會影響產品生產的效率。現階段,已經對金屬切削毛刺技術越來越重視,在技術研究方面提供了很多支持。金屬毛刺控制技術的發展有效地控制工業生產的成本。新視域下,金屬切削毛刺控制技術的使用具有重要的意義。
1 新視域下金屬切削毛刺控制技術發展現狀
工件上毛刺的出現會嚴重影響到整個裝備設施的精密度,會影響到整個產品的使用,金屬切削毛刺不同的工具,不同的力度,以及不同的切面都會有一定程度的影響。有不同的影響因素造成毛刺的形成,在加工過程中材料會殘留下來毛刺形成凹凸不平的表面,由于材料的缺損也會造成毛刺的形成[1]。了解到毛刺形成的原理才能更好的使用金屬切削毛刺技術對毛刺進行控制。隨著科學技術的進步,在對毛刺控制方面不斷進行研究,在一定程度上取得了很大的成功,由于金屬切削毛刺控制技術是一個復雜的過程,現在還面臨著很多問題。在切削過程中,由于刀具使用切削力的不同會導致毛刺的控制程度不同,不同的力道對工件毛刺的影響也不同。金屬切削毛刺技術是一項綜合性的學科,它包含材料學、物理知識、理論學等學科,所以實施起來相對比較復雜。需要對各個學科進行分析、整合,找出能夠統一的方法,對毛刺問題進行解決。環境對金屬切削毛刺也會有一定的影響,環境狀態不同,毛刺切削難易以及方法會有所不同,由于在不同環境下切削毛刺技術的研究較少,沒有進行大量的實驗,所以要加強對環境因素的考慮[2]。能生產過程中對毛刺的有效控制是最好的辦法,能夠降低成本,如果在對產品進行重新的毛刺處理,增加了產品的生產環節,使產品達不到更高的效率。在進行金屬切削毛刺過程中需要建立一套理論模型,因為毛刺尺寸的大小會影響切削的力度和切面。根據理論模型進行切削會提高產品的精準度以及提高生產的效率。我們在研究金屬切削毛刺技術方面要擴大研究的范圍,不要局限于此,加強控制技術在更多領域上的運用,研究新的控制金屬切削毛刺的方法,研究在生產中就能有效控制毛刺的方法,促進毛刺最小化。
2 新視域下金屬切削毛刺控制技術的實踐運用
2.1 設置切削角度
在金屬切削毛刺技術中,切削的角度至關重要,不同的角度對切削的有效程度不同。在增大切削刀具前角時,能夠有效地減少金屬的變形,從而減少毛刺的生成。在對刀具切削的后角加大時,減少刀具與材料相互擠壓,有效地控制了毛刺的生成。金屬切削過程中一定會有毛刺的產生,為了減少毛刺的產生,一定要合理選取切削角度。毛刺是金屬表面出現凹凸不平的現象,毛刺放大看,它是有棱角的,根據棱角的方位進行切削,在位于大的棱角上進行切割,會減少毛刺的產生,在生產過程中就進行部分處理,會降低產品的成本[3]。設置切削角度,一定確好切角的幾何模型,根據建立的模型進行切削,在刀具進行切削時,會考慮兩種參考系數,一種是在靜止狀態下的系數,一種是在切削時的系數,不同系數的假設條件也會不同,在假設條件成立時,利用不同狀態下的參數進行切削,確保切削毛刺控制技術有效進行。在進行刀具安裝時,要考慮到刀具與切削面的垂直或者平行關系,由于切削面的不同,也會帶來切削角度的不同。由于切削量比較大,毛刺產生的就會越多,在進行毛刺切削過程中,就要考慮不同毛刺棱角的分布,根據棱角分布狀態較多的一方,制定切削角度。由于切削角度不同,切削毛刺控制效果不同,所以在進行設定切削角度是非常重要的,很大程度上了控制了毛刺。如圖1所示:
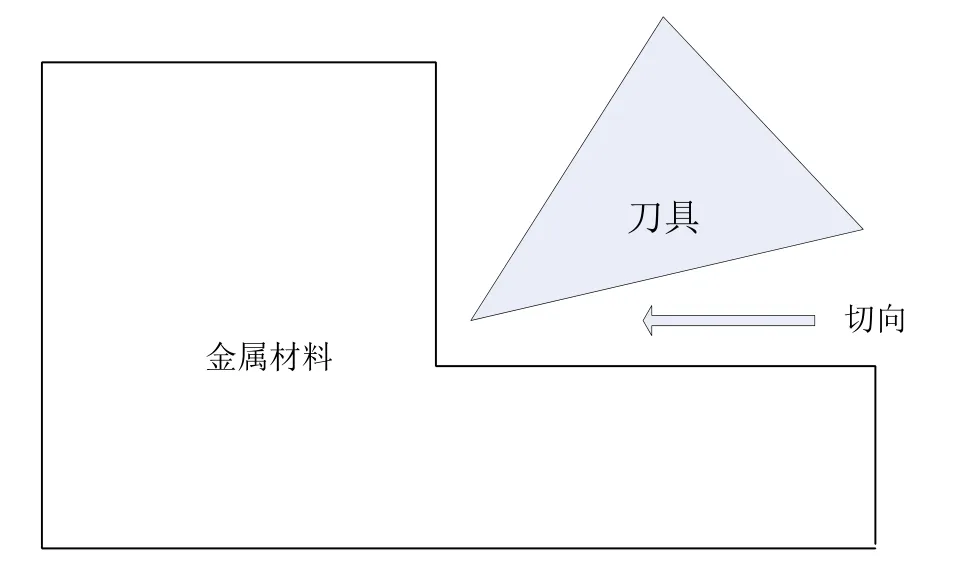
圖1 刀具切向示意圖
圖1展示的是金屬材料在切削過程中切削的角度,在不同方向,角度進行切削,產生的效果是不同。設置合理的切削角度,可以有效控制毛刺的產生。
2.2 控制切削速度
切削速度對金屬切削毛刺控制具有重要的影響,不同的切削速度,對毛刺產生具有不同的影響,由于在加工過程中,毛刺就已經開始在慢慢產生了。切削的速度控制,不單單指的是在毛刺切削中,還是在工件制造切削中進行控制,從生產上就進行控制。由于切削面積越大,毛刺產生得越多,有效地控制切削速度,就會減少毛刺的產生,在為后面切削毛刺的工作中,減輕了工作量。在進行切削刀具的選擇時,考慮到不同刀具使用的切削速度不同,并不是在毛刺控制中,切削速度較快,就會使毛刺得到有效的控制,要根據材料屬性,材料切削毛刺的范圍[4]。在一定范圍內,切削速度較快會使材料容易出現變形的情況。制定好切削速度參數,在控制切削速度時,采用切削潤滑油作為切削的輔助材料,在切削表面涂上潤滑油,可以很大程度上散發加工過程中產生的熱量,熱量會使材料具有可塑性,加大了切削毛刺的難度,潤滑油會使切削面冷卻,降低切削難度,減少毛刺的第二次產生。潤滑油的使用加大切削表面的潤滑程度,減少切削刀具與切削面的摩擦,可以有效控制刀具的切削速度,為切削速度控制提供前提保障。所以有效地控制金屬切削速度在很大程度上有效的控制了金屬切削毛刺的產生,控制切削速度,促進加工產業的發展。
2.3 控制金屬切削力度
在金屬切削毛刺過程中,切削的力度不同也會對毛刺控制有影響,力度合適就會有效的控制毛刺,力度不合適,甚至可能加劇毛刺的產生。根據切削工件毛刺的大小,選擇合適的刀具,刀具的結構有效的控制了毛刺的產生,在加工過程中就直接使用復合刀具,就會使大部分的毛刺被切削掉,在后面切削毛刺的過程中就減少了工作量,很大的提高了生產下利率[5]。刀具結構與切削力度的配合對控制金屬切削毛刺有很大的幫助。由于切削的屬性不同,設置的切削力度也會不同,不同材質生產加工時,產生毛刺的數量,尺寸也是不一樣的。所以要設置在不同金屬屬性下,切削力度,由于在切削毛刺的過程是一個穩定的過程,沒有相對較為復雜的環節,且刀具在切削過程中,切削擺動的幅度不大,相對比較平穩,所有經過反復實驗控制好金屬切削力度。由于現在的科學發展越來越迅速,在切削毛刺控制力度的時候會采用機器人來進行控制,根據最先測定好的力度進行切削,機器人在控制力度的時候會產生一系列參數,對參數的設定,就可以直接進行機器人切削,比人為控制力度更可靠,精準度更高。在實際操作過程中,當在毛刺切削過程中,遇到毛刺的硬度比較高,且尺寸比較大時,使用較大的切削力度,會更有效的對毛刺切削。由于切削面積不同,切削力度不同,所以切削力度對金屬切削控制有著很重要的作用,切削力利用得合理,才能有效解決毛刺的產生。如圖2所示:
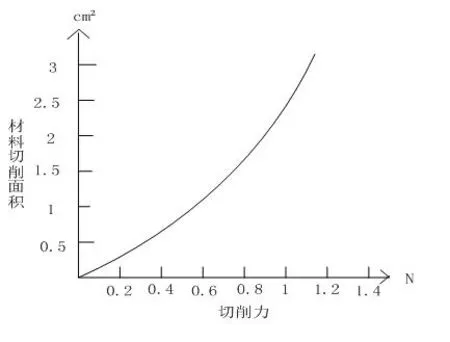
圖2 切削力度圖
縱坐標為金屬切削面積,橫坐標為切削力度,切削面積與切削力度呈正相關,切削面積越大,切削力度越大。根據切削范圍,合理控制切削力度,才能有效減少毛刺。綜上所述,在金屬切削毛刺控制技術中,從切削角度、切削速度、切削力度方面出發,有效控制毛刺產生。
3 結語
金屬切削毛刺控制技術在很大程度上取得了優秀的成果,促進了企業的經濟效益,擴大對金屬切削毛刺的控制技術的應用。在本文中涉及的是金屬切削毛刺在實際中的應用,在這個過程中會涉及到很多學科,金屬切削毛刺技術是一個綜合運用,希望不斷加強對這些學科的研究,促進這項技術的發展。在下一次研究中分析,具體分析金屬切削毛刺技術在工業中取得的成果,以及在控制過程中出現的問題進行分析,研究解決辦法,以此讓金屬切削毛刺技術得到更大的發展。
猜你喜歡
機電安全(2022年1期)2022-08-27 02:15:16
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2019年7期)2019-04-25 13:16:50
電子測試(2018年14期)2018-09-26 06:04:44
上海大中型電機(2017年4期)2017-02-06 05:27:06
山東工業技術(2016年15期)2016-12-01 05:30:51
照明工程學報(2016年3期)2016-06-01 12:17:56
水電站機電技術(2014年4期)2014-10-13 08:30:07
水電站機電技術(2014年1期)2014-09-26 11:59:46
導航定位與授時(2014年2期)2014-04-27 13:41:08