大型塑料模具鋼拋光性檢驗方法
2021-08-12 08:43:08焦其慧馮彬彬
模具制造 2021年5期
焦其慧,付 博,王 洋,馮彬彬
(1.東北特殊鋼集團股份有限責任公司技術中心,遼寧大連 116000;2.東北特殊鋼集團股份有限責任公司質檢處,遼寧大連 116000)
1 引言
近年來,隨著塑料制品行業的不斷發展,對塑料模具鋼要求逐漸提升,主要體現在:大型化、精密化、高壽命、高質量等方面,其中塑料模具鋼的拋光性能顯得尤為重要。
傳統的模具制造的加工過程為:銑削→粗加工→精加工→線切割、電火花→拋光[1]。加工過程十分復雜,所以塑料模具鋼的加工成本占整個模具的生產成本的60%以上[2],如果模具制造前不能很好地判斷拋光性是否合格,待投入大量的人力、物力和財力,加工成模具成品后發現大量“麻點”而無法使用,會造成大量的浪費,尤其是大型塑料模具,一副模具成本高達上百萬,大大增加了模具制造的成本投入。
目前,國內外僅有關于模具型腔最終使用上的一個拋光光潔度和粗糙度的標準,用于評價不同鋼種能達到的拋光等級,便于根據使用用途選擇不同鋼種。但是沒有關于同鋼種拋光性缺陷檢驗方法和標準[1]。故摸索一種大型塑料模具鋼拋光性檢驗方法迫在眉睫。
2 試驗材料
材料選用大截面預硬型塑料模具鋼718HH,化學成分如表1所示,厚度為600~1,200mm,寬度為1,200~1,800mm,長度為2,000~3,200mm。試驗材料的生產工藝為:轉爐→LF→RH→模鑄→紅送→80MN快鍛→空冷、正火、退火→加熱淬水→兩次回火。

表1 塑料模具鋼718HH化學成分 %
3 檢驗位置及面積
由于鑄錠的冒口端為澆注后期補縮和夾雜物上浮聚集的區域,易形成夾雜和縮孔缺陷,是材料的致密度、純凈度最差的位置,故選擇材料冒口端心部位置檢驗拋光性更具代表意義。同時考慮可操作性及準確性,選擇冒口端心部約100×100mm的正方形區域。檢驗位置示意圖如圖1所示。
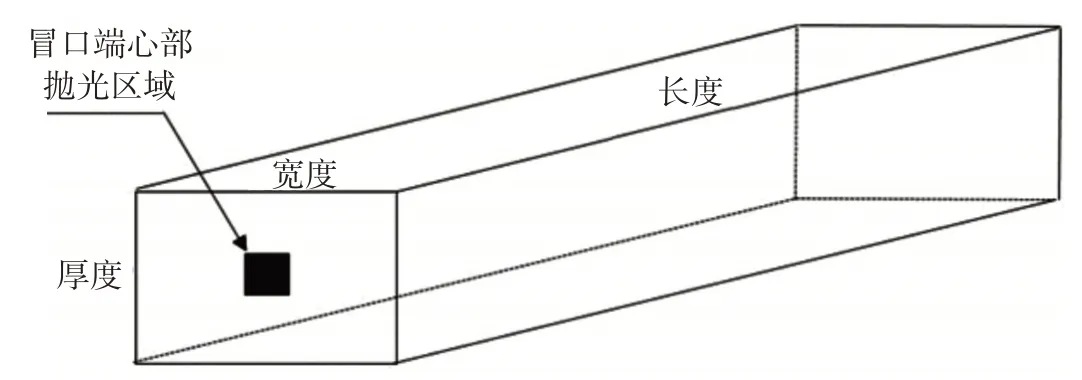
圖1 檢驗位置示意圖
4 拋光工具
(1)砂輪機和砂輪片。
(2)可粘貼砂紙(包括100#、200#、400#、600#、800#、1000#砂紙)。
(3)電動吊磨機(電壓220V,轉速0~27,000r/min)、圓柱形金屬磨頭、圓柱形羊毛氈磨頭。
(4)鉆石拋光膏(粗糙度Ra=3.5μm)。
(5)擦拭物品:無水酒精、羊皮布。
5 拋光步驟
(1)粗拋。
采用裝有砂輪片的砂輪機在鋼材冒口端心部打磨出100×100mm方形區域,目的是為了將鋸切痕打磨平滑,防止凹凸不平影響后續拋光。
(2)半精拋。
依次選用100-1000#砂紙進行半精拋。將砂紙裁剪成磨頭形狀的大小,并粘貼在金屬磨頭上,開啟吊磨機后使用均勻的力道進行拋光(注意:每小片砂紙使用20~30s必須更換新的砂紙)。當換不同型號的砂紙時,拋光方向應變換45°~90°,有利于區分是否將前一種型號的砂紙拋光留下的拋光痕徹底打磨掉,當前一種型號的砂紙的拋光痕打磨掉后,再延長25%左右的拋光時間后方可更換下一種型號的砂紙(切記每種型號的砂紙拋光時間不要過長,以免造成拋光過度,反而影響拋光性[3])。
(3)精拋。
將吊磨機的磨頭更換成羊毛氈磨頭,并將拋光膏均勻涂抹在鋼材的拋光面上,采用輕柔且均勻的力道將磨頭放在拋光面上拋光[3],直至拋光面上無明顯的肉眼可見的拋光痕為止。
(4)擦拭。
采用無水酒精侵濕的羊皮布將拋光面上殘留臟物擦掉,以免影響后續的評判。
6 拋光評級
模具拋光后,若在拋光面存在大量“麻點”缺陷,會導致塑料制品表面存在“小凸起”,影響塑料制品外觀,嚴重時會導致制品報廢,雖可通過局部焊補消除模具上的“麻點”,但大大降低了模具使用壽命。
故可通過肉眼觀察拋光區域存在的“麻點”數量以及便捷式顯微鏡觀察“麻點”大小進行綜合評判,分成三個等級,等級對照表如表2所示。
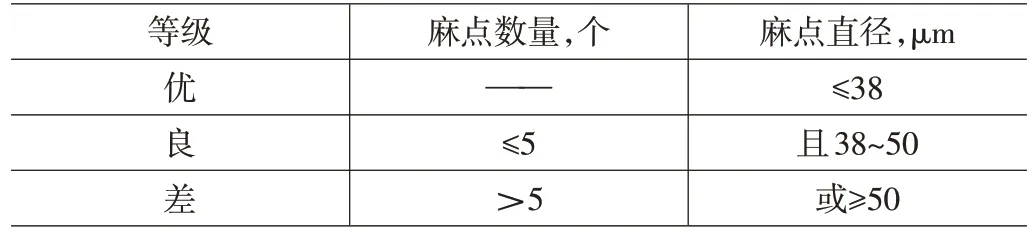
表2 拋光等級對照表
肉眼可觀察的最小物體直徑約為φ40~φ50μm,當拋光面無肉眼觀察的“麻點”(≤38μm)評級為優,此時可用做高端塑料模具使用,例如:高檔汽車保險杠、尾燈模具等;當拋光面存在≤5個“麻點”,且直徑均<50mm評級為良,此時可用做中端塑料模具使用,例如:低檔汽車保險杠、汽車門板模具等;當拋光面存在>5個“麻點”或存在直徑≥φ50μm評級為差,此時可用做低端塑料模具使用,例如:塑料凳、塑料桌等要求拋光性較低的模具。
7 結束語
(1)該檢驗方法是通過實踐經驗,并結合用戶使用情況,反復摸索總結出來的,目前做為東北特殊鋼集團股份有限責任公司生產大型塑料模具鋼的內控檢驗手段之一。
(2)隨著該檢驗方法的實施,并不斷與用戶使用情況進行對標,不斷完善,形成行業標準,甚至是國家標準。
