水輪發(fā)電機(jī)條式線圈VPI模具設(shè)備的通用化應(yīng)用
2021-08-16 09:26:54彭善國施利明鐘志誠
小水電 2021年4期
關(guān)鍵詞:發(fā)電機(jī)
彭善國,胡 云,施利明,鐘志誠
(杭州江河水電科技有限公司,浙江 杭州 310012)
0 引 言
目前,我國擁有全球最多的水電站,隨著水輪發(fā)電機(jī)使用時間逐漸延長,在運(yùn)行過程中會出現(xiàn)各種各樣的問題,威脅了機(jī)組的安全運(yùn)行。近年來,發(fā)電機(jī)線圈真空壓力浸漆(Vacuum Pressure Immerge,簡稱VPI)技術(shù)在國內(nèi)外被廣泛應(yīng)用。筆者所在公司VPI技術(shù)也是從無到有,通過某電廠的技改,在VPI技術(shù)的制造工藝、產(chǎn)品質(zhì)量控制、材料選取、人員培訓(xùn)等多方面進(jìn)行總結(jié)和完善,研制出通用化模具設(shè)備。經(jīng)使用后,提高了產(chǎn)品質(zhì)量的一致性,同時大大縮短了交貨期,取得了良好效果,為今后新建及老舊水輪發(fā)電機(jī)的增容技改提供了有利條件。
1 條式線圈VPI模具概述
1.1 產(chǎn)品參數(shù)及技術(shù)要求
某電廠水輪發(fā)電機(jī)定子鐵芯內(nèi)徑6 495 mm,槽數(shù)336槽,線圈槽部直線長度1 280 mm,上引線端188 mm,下引線端207 mm,槽部截面尺寸22.2×54.2 mm。線圈兩端采用銀銅焊連接方式,其節(jié)距、升高、截面等尺寸要求按《大型水輪發(fā)電機(jī) 產(chǎn)品質(zhì)量分等》(DS/ZJ 011—2002)的優(yōu)等品控制。
1.2 模具設(shè)計
公司根據(jù)電廠技術(shù)合同要求,結(jié)合今后發(fā)展需求,制定了線圈VPI生產(chǎn)工藝流程:平直下料→引線部位刮頭→壓換位彎→導(dǎo)線編織→墊換位絕緣→端部成型→包扎半導(dǎo)體填充膩子→半成品膠化→股間短路檢查→引出線端部焊接→鋸頭→端部整形→打磨倒角→清洗干燥→機(jī)包扎主絕緣層→手工包扎防暈層及脫模帶→裝VPI模具→預(yù)熱→真空壓力浸漬→加熱固化→拆除模具→引線余膠打磨→電氣性能試驗→端部刷涂保護(hù)油漆→吹塑袋包裝→成品入庫保管。
圖1為多根線圈模具圖(上層,見圖1),依據(jù)工藝要求,在考慮充分利用現(xiàn)有設(shè)備的基礎(chǔ)上,研制了VPI模具;為了保證交貨期,模具采用上、下層線圈分模制作。模具設(shè)計為3層(底層、中間層和上層)組合結(jié)構(gòu),每層10根線圈;底部采用U型框架作為基礎(chǔ),將線圈端部和槽部分別固定成整體。

圖1 多根線圈模具
線圈端部結(jié)構(gòu)采用槽形枕將線圈引線卡在開口槽內(nèi),線圈模具端部直線和R處采用熱縮帶加適形鋼板的方式,將適形鋼板緊密貼在線圈表面。用熱縮帶將適形鋼板半疊包若干層,在熱縮帶寬面處用C型卡將其卡緊;端部與槽部絕緣采用薄銅片過渡銜接。
線圈槽部直線部分采用導(dǎo)板和上、下壓條組合形式,上、下壓條厚度方向尺寸為線圈寬度尺寸(含脫膜帶厚度),導(dǎo)板高度方向尺寸為上、下壓條及線圈高度尺寸之和。通過對線圈高度和寬度方向的反復(fù)預(yù)壓,直到寬度方向?qū)О搴蜕稀⑾聣簵l無間隙,高度方向無錯位。水平方向預(yù)緊力來自中間漲鐵,將導(dǎo)板由中間向兩側(cè)擠壓,直至導(dǎo)板與壓條無間隙;垂直方向利用頂絲將上壓條向下壓緊。每層線圈裝模完成后,裝間隔板;全部完成后安裝楔鐵,拆除頂絲。這樣在進(jìn)行VPI和烘烤過程中避免了浸漬漆將螺桿絲扣粘牢造成拆除困難的情況,減輕了模具清理的工作量,提高了生產(chǎn)效率(見圖2)。
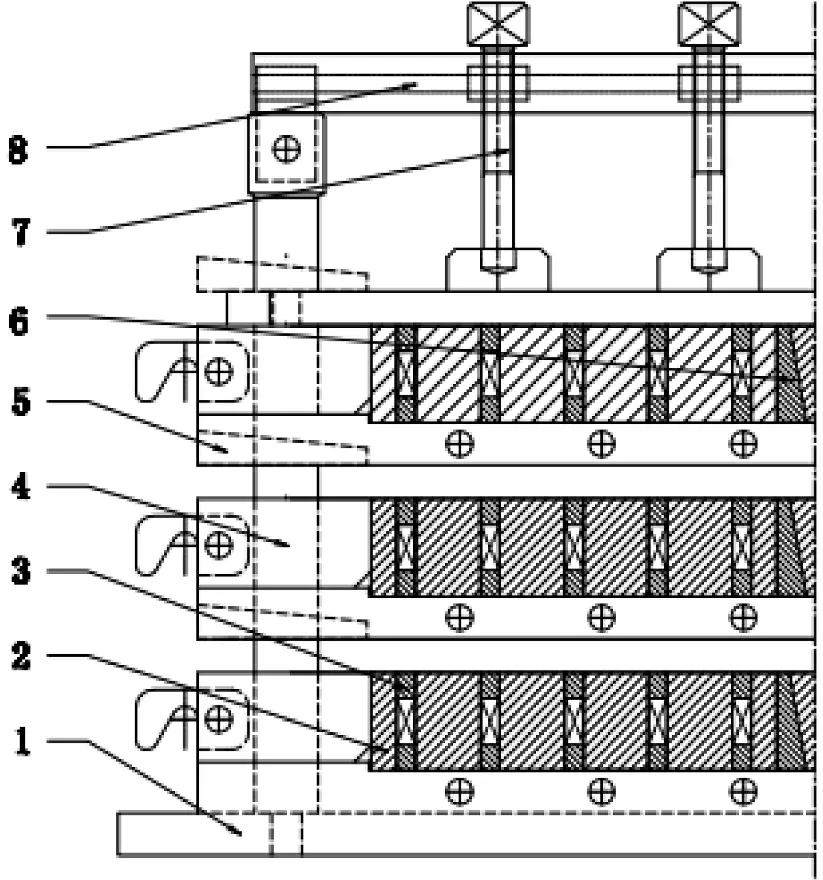
1-U型框架;2-導(dǎo)板;3-上下壓條;4-間隔板;5-楔鐵;6-漲鐵;7-頂絲;8-橫梁
1.3 模具及主要設(shè)備循環(huán)使用流程
上、下層線圈各設(shè)計制作1套,充分利用VPI設(shè)備、烘箱及場地,提高生產(chǎn)效率,縮短生產(chǎn)周期,設(shè)備循環(huán)利用流程圖如下所示(見圖3)。
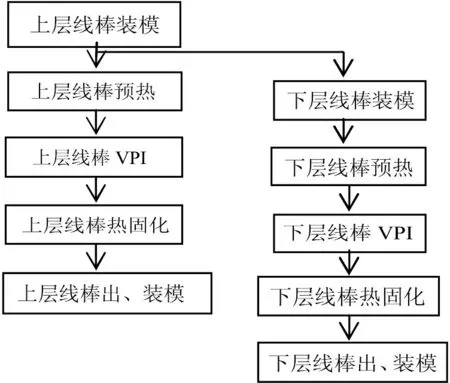
圖3 設(shè)備循環(huán)利用流程
1.4 模具特點
(1) 線圈外形尺寸按照《大型水輪發(fā)電機(jī) 產(chǎn)品質(zhì)量分等》及圖紙逐項測量,結(jié)果表明所有檢測項目均能達(dá)到優(yōu)等品標(biāo)準(zhǔn)。
(2) 通過合理安排生產(chǎn)工藝,可以有效實現(xiàn)模具、VPI設(shè)備、烘箱及場地的穿插使用。
(3) 模具的制作周期長、成本高,單模重量約8 t,對電氣工廠的起重設(shè)備、VPI設(shè)備和烘箱的臺車承載能力有較高的要求。
(4) 拆裝模工作量較大,不適合在封閉環(huán)境作業(yè),尤其是拆模過程中余膠的清理;當(dāng)清理不凈時,下次裝模很容易有余膠顆粒落入模具,造成線圈表面凹坑,導(dǎo)致線圈的報廢,產(chǎn)生不必要的損失,對操作人員體力和精力有較高的要求。
(5) 對線圈進(jìn)行介質(zhì)損耗測定時,發(fā)現(xiàn)有同模線圈的常態(tài)介質(zhì)損耗正切值(tgδ%)及常態(tài)介質(zhì)損耗角正切增量(△tgδ%=tgδ0.6UN-tgδ0.2UN)有不同程度的差異。通過分析認(rèn)為產(chǎn)生差異的主要原因可能是由烘烤固化和VPI階段線圈擺放位置引起。每模裝有線圈30根,抽取兩個典型區(qū)域的線圈1號和13號進(jìn)行烘烤溫度監(jiān)測和VPI電容監(jiān)測(見圖4)。
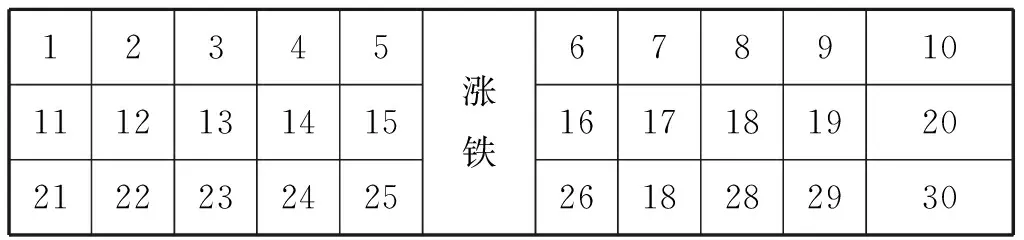
1234511121314152122232425漲鐵67891016171819202618282930
烘烤溫度監(jiān)測:在1號和13號線圈模具的導(dǎo)板中埋入PT100測溫電阻,對烘烤固化過程的溫度實施在線監(jiān)測,并繪制實時曲線圖(見圖5)。發(fā)現(xiàn)13號線圈比1號線圈到達(dá)凝膠保溫溫度滯后了18 min,到達(dá)固化保溫溫度滯后了19 min;其固化保溫時間也相應(yīng)被縮短了,凝膠保溫和固化保溫溫度低約1~3 ℃。
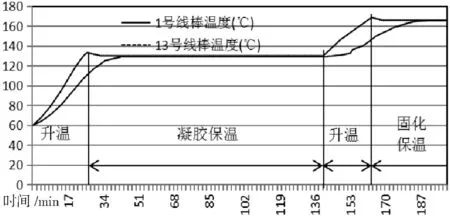
圖5 溫度曲線
VPI電容監(jiān)測:采用日置OKI3511—50LCR數(shù)字電橋高速測量儀對13號線圈與1號線圈VPI過程電容變化實時監(jiān)測,并繪制電容曲線圖(見圖6)。在保濕真空階段兩者電容基本相同,當(dāng)解除真空進(jìn)行加壓時發(fā)現(xiàn)1號線圈的電容增幅明顯比13號線圈大;且當(dāng)二者穩(wěn)定后,1號線圈電容為113 606 pF,13號線圈電容為112 840 pF,兩者相差766 pF。
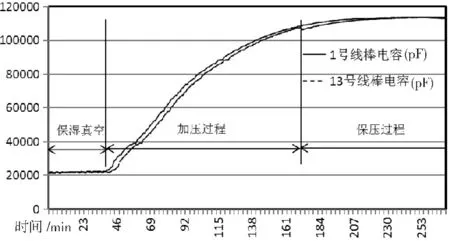
圖6 線圈VPI過程電容曲線
2 單根線圈VPI模具設(shè)備
圖7為單根線圈VPI模具設(shè)備(見圖7),線圈模具采用2~4 mm(根據(jù)線圈槽部截面尺寸定)白口鐵皮,用數(shù)控拆彎機(jī)拆成L型,將兩片模具對稱合攏而成。為了實現(xiàn)通用化,研制開發(fā)了專用設(shè)備,水平方向放置若干個框架(根據(jù)線圈槽部長度尺寸定),框架采用上、下分體結(jié)構(gòu),方便打開。選取合適數(shù)量的框架,使其與線圈直線部分長度吻合,向上打開上框架,在下框架上放置1片L型模具;然后將線圈平放在模具上,將另一片模具合反扣合攏,保持模具與線棒兩端尺寸一致,合上框架,這樣模具擺放完成。
壓緊機(jī)構(gòu)分為水平和垂直兩個方向,采用全自動液壓驅(qū)動,其壓力大小可根據(jù)線圈槽部截面尺寸大小分別設(shè)定。將模具壓到所需尺寸后,采用氬弧焊將模具固定裝置焊接牢固,松動水平和垂直壓緊機(jī)構(gòu),打開上框架,將線圈和模具抬出,這樣單根線圈裝模完成。
根據(jù)VPI設(shè)備槽罐和烘箱尺寸確定每次線圈數(shù)量,設(shè)計定型架,將裝模后的線圈固定在定型架并形成整體,其余工藝同多模。
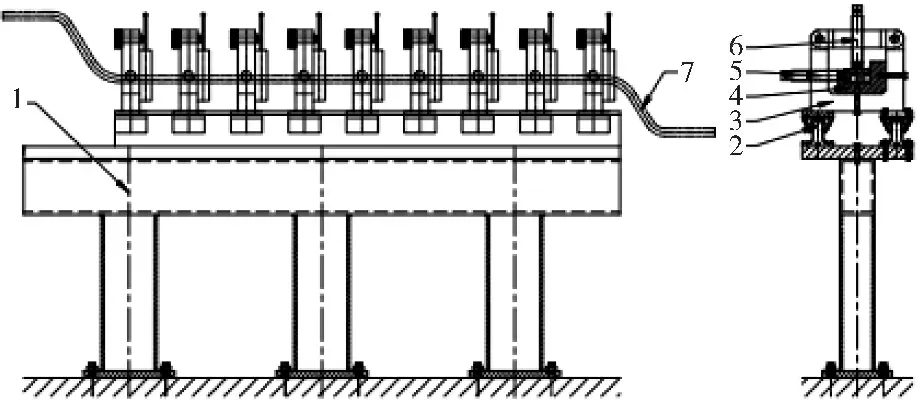
1-平臺基礎(chǔ);2-直線滑板;3-框架;4-固定裝置;5-水平壓緊機(jī)構(gòu);6-垂直壓緊機(jī)構(gòu)
單根模具設(shè)備具有以下特點:
(1) 單根模具設(shè)備具有通用性,模具制作簡單,周期短,縮短了交貨期,可以分批進(jìn)行VPI和烘烤固化,減輕了本身重量。
(2) 裝模過程無需起吊設(shè)備,可在封閉無塵車間完成,提高了產(chǎn)品質(zhì)量。
(3) 在VPI浸漬和烘烤固化過程中,線圈擺放位置差異較小,減小了設(shè)備的影響,提高了產(chǎn)品質(zhì)量的一致性。
(4) 拆裝模作業(yè)可由白班完成,減少了夜班工作量,降低了勞動強(qiáng)度,提高了裝模效率。
(5) 方便流水作業(yè),利于車間生產(chǎn)管理。
3 結(jié) 語
筆者所在公司通過某電廠發(fā)電機(jī)技改,將線圈
VPI模具設(shè)備通用化改進(jìn),節(jié)約了模具制作成本,提高了線圈質(zhì)量的一致性,縮短了線圈交貨周期。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
電子制作(2019年7期)2019-04-25 13:18:26
大電機(jī)技術(shù)(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(shù)(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(shù)(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機(jī)電技術(shù)(2014年6期)2014-09-26 12:07:48
