螺栓預(yù)緊力的驗(yàn)證方法
2021-08-19 03:51:48葉銳智慶杰崔巍韓順坤衛(wèi)帥兵張景惟
機(jī)械工程師 2021年8期
葉銳,智慶杰,崔巍,韓順坤,衛(wèi)帥兵,張景惟
(1.寶雞石油機(jī)械有限責(zé)任公司,陜西 寶雞 721002;2.中油國家油氣鉆井裝備工程技術(shù)研究中心有限公司,陜西 寶雞 721002)
0 引言
螺栓連接以其結(jié)構(gòu)簡單、連接可靠、拆卸方便等優(yōu)點(diǎn)在采油機(jī)械設(shè)備設(shè)計(jì)制造中得到廣泛應(yīng)用,特別是螺紋連接在承受工作載荷之前,預(yù)先施加稱之為預(yù)緊力的作用力,便可使螺紋連接的可靠性及緊密性得到有效保證[1]。此預(yù)緊力的適當(dāng)施加有著關(guān)鍵性作用,若預(yù)緊力達(dá)不到規(guī)定要求就會(huì)使被連接件之間在受載后出現(xiàn)縫隙和發(fā)生相對滑動(dòng),造成零部件的松動(dòng),甚至使整機(jī)無法正常工作;若預(yù)緊力過大就會(huì)引起人為的零部件損壞,螺栓可能被擰斷,連接件被壓碎、咬粘、扭曲或斷裂,也可能使螺紋牙型被剪斷而脫扣。被國際廣泛認(rèn)可的API 采油機(jī)械技術(shù)標(biāo)準(zhǔn)中也有明確的要求:“當(dāng)設(shè)計(jì)規(guī)定預(yù)載時(shí),螺栓預(yù)緊應(yīng)視為要求確認(rèn)的過程”。而目前國內(nèi)外長期以來應(yīng)用廣泛的控制預(yù)緊力方法是采用力矩扳手,其制造費(fèi)用相對較低,缺點(diǎn)是預(yù)緊力與轉(zhuǎn)矩值的換算過程受連接面表面質(zhì)量、螺紋精度等難以預(yù)計(jì)的參數(shù)影響,轉(zhuǎn)矩值誤差較大,一般在±25%左右。研制的預(yù)緊力-轉(zhuǎn)矩值驗(yàn)證裝置可對在轉(zhuǎn)矩扳手施加一定轉(zhuǎn)矩值的過程中,對螺栓進(jìn)行預(yù)緊力的測量,經(jīng)過對現(xiàn)場試驗(yàn)的數(shù)據(jù)進(jìn)行記錄、對比,此裝置對轉(zhuǎn)矩扳手施加的轉(zhuǎn)矩值可進(jìn)行進(jìn)一步驗(yàn)證。
1 技術(shù)分析
所謂預(yù)緊力就是在安裝螺栓時(shí)預(yù)先作用在螺栓上的一個(gè)力(壓強(qiáng)),作用是使螺栓在其彈性范圍內(nèi)變形,把連接件結(jié)合在一起[2]。常規(guī)使用的轉(zhuǎn)矩扳手利用T=F·K·d(式中:F為預(yù)緊力;T為轉(zhuǎn)矩值;K為擰緊力矩系數(shù);d為螺紋公稱直徑)得出所須預(yù)緊力對應(yīng)的轉(zhuǎn)矩值,式中的K值主要取決于螺紋當(dāng)量摩擦因數(shù)及螺母與被連接件的摩擦因數(shù),關(guān)聯(lián)因素較多,難以測量,且隨著加工方式的變化,可變性較大,一般誤差在±25%。而預(yù)緊力-轉(zhuǎn)矩值驗(yàn)證裝置利用油液對壓力的敏感性,采用上下結(jié)構(gòu)液缸準(zhǔn)確地將螺栓的變形反映到油壓顯示裝置。預(yù)緊力的最終計(jì)算僅依據(jù)“F=PA(式中:F為預(yù)緊力;P為油壓;A為油缸面積)”便可得出。從計(jì)算過程來看,過程誤差主要由油缸內(nèi)腔面積加工誤差及油壓顯示裝置誤差產(chǎn)生。因油缸蓋、油缸座最終須形成密封的內(nèi)腔,在設(shè)計(jì)要求中比較嚴(yán)格,密封處最大間隙僅為0.05 mm,最高精度為Ra0.8 μm,油缸內(nèi)腔面積加工誤差可忽略不計(jì)。預(yù)緊力-轉(zhuǎn)矩值驗(yàn)證裝置實(shí)際誤差僅與油壓顯示裝置誤差有關(guān),而油壓顯示裝置誤差是一個(gè)可知、可控的誤差。量程范圍是0~30 MPa,精度等級(jí)為2.5的普通壓力表允許誤差僅為2.5%。
1.1 結(jié)構(gòu)設(shè)計(jì)
該測量裝置主要由油缸蓋、油缸座、扶正銷軸、油壓測量裝置、手搖泵等零部件組成,結(jié)構(gòu)如圖1所示。密封8、9采用尼龍擋板與O形圈雙重密封的方式,在油缸蓋、油缸座內(nèi)部形成可伸縮的密封腔體。6件定位銷釘保證油缸蓋的上下移動(dòng)、4件扶正銷軸的導(dǎo)向作用,可使螺栓在受預(yù)緊力拉伸的過程中,沿其軸向自由伸長。主要部件上扶正板1、下支撐板5、油缸蓋3、油缸座7采用通用設(shè)計(jì),可保證常規(guī)M42以下螺栓的驗(yàn)證。試驗(yàn)中,只需更換待測螺栓的直接接觸件(上墊塊12與下墊塊6),不需整體拆卸、拆解裝置,便可實(shí)現(xiàn)對不同螺栓轉(zhuǎn)矩值的驗(yàn)證;同時(shí)該結(jié)構(gòu)主要部件之間無需連接,只需疊加即可,拆卸、組裝方便。
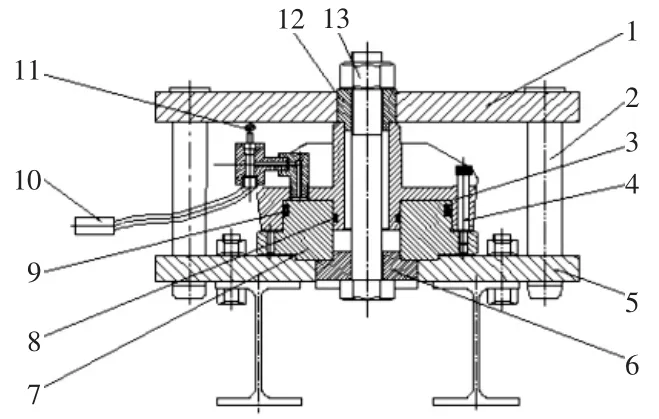
圖1 轉(zhuǎn)矩值-預(yù)緊力驗(yàn)證裝置結(jié)構(gòu)圖
1.2 工作原理
驗(yàn)證裝置使用時(shí),利用手搖泵等壓力裝置將油液打入油缸蓋、油缸座之間,油缸座的壓力傳遞使驗(yàn)證螺栓頭部受到向下的壓力,油缸蓋的上移來推動(dòng)驗(yàn)證螺母,使螺母受到向上的推力,此種螺栓的受力狀況,完全符合螺栓僅受預(yù)緊力時(shí)的拉伸狀態(tài),圖2(a)所示是螺母剛好擰到和被連接件接觸,但尚未擰緊;圖2(b)所示是螺母已擰緊,但尚未承受工作載荷,螺栓此時(shí)僅受預(yù)緊力的拉伸作用,伸長量為λ。此時(shí)油壓通過“ P=F/A(式中:P為油壓;F為預(yù)緊力;A為油缸面積)”的對應(yīng)關(guān)系,上緊至驗(yàn)證螺栓要求的預(yù)緊力的80%,保證油缸腔內(nèi)有充足的油液,同時(shí)未上緊到預(yù)定的轉(zhuǎn)矩值。最終利用轉(zhuǎn)矩扳手上緊螺母至預(yù)定的轉(zhuǎn)矩值,油缸蓋向下移動(dòng),缸內(nèi)油壓增大,直接反映至油壓檢測裝置,通過P=F/A計(jì)算出預(yù)緊 力,與F=T/(Kd)(式中:F為預(yù)緊力;T為轉(zhuǎn)矩值;K為擰緊力矩系數(shù);d為螺紋公稱直徑)計(jì)算出的預(yù)緊力進(jìn)行對比,實(shí)現(xiàn)對轉(zhuǎn)矩扳手預(yù)緊力的驗(yàn)證。

圖2 螺栓擰緊過程中的受力情況
1.3 主要設(shè)計(jì)參數(shù)
1.3.1 銷子的設(shè)計(jì)尺寸確定
1)4根銷子在工裝使用中,主要承受來自螺栓最終采用力矩扳手上緊時(shí)的旋轉(zhuǎn)力矩,銷子主要承受剪切力,且因4根銷子均勻分布,每根的剪切力相同。銷子材質(zhì)選用35CrMoA,以被測螺栓最大轉(zhuǎn)矩值3161 N·m為準(zhǔn)進(jìn)行計(jì)算:

2)銷子定位下底板與上頂板,在工作中承受彎矩,計(jì)算如下:

結(jié)合銷子的受剪、抗彎能力,選取d=40 mm。同時(shí)考慮便于拆卸,銷孔與銷子選取C12/h11的間隙配合。
1.3.2 上、下墊塊的設(shè)計(jì)尺寸確定
按照《一般螺栓螺母連接的設(shè)計(jì)及裝配要求》[3]中“8.8級(jí)以上的高強(qiáng)度螺栓連接,應(yīng)當(dāng)按預(yù)緊力校核被連接件結(jié)合面的擠壓應(yīng)力,許用應(yīng)力=0.8×被連接件的屈服強(qiáng)度”。螺栓預(yù)緊力-轉(zhuǎn)矩值驗(yàn)證工裝中,上、下墊塊可視為被連接件,對其分別進(jìn)行初步設(shè)計(jì)后的校核:
1)上墊塊尺寸校核。墊塊材質(zhì)選用35CrMoA,其屈服強(qiáng)度σs=520 MPa;擠壓作用平面是邊長為69 mm的內(nèi)空方形面A,預(yù)緊力為F0;選取M36×3螺栓預(yù)緊力556 040 N進(jìn)行校核。

1.3.3 定位螺釘?shù)男:?/p>
M10螺栓在工作中主要受到一定的剪切力,F(xiàn)=T/(6r)=4621 N;τ=F/A=4621÷(π×5×5)=58.9 MPa。
M10螺栓采用45鋼,調(diào)質(zhì)處理(217~255 HBW),σs=515 MPa,則[τ]=0.58×[σ]=0.58×σs/n=99.6 MPa,安全系數(shù)n=3。可得τ≤[τ],M10滿足工裝試驗(yàn)要求。
2 現(xiàn)場試驗(yàn)
針對表1所列廣泛使用的M24、M30×3、M306×3三種規(guī)格螺栓進(jìn)行試驗(yàn)。將實(shí)驗(yàn)裝置固定于2級(jí)鑄鐵檢驗(yàn)平臺(tái)上,測量裝置暫選用量程范圍是0~30 MPa,精度等級(jí)為0.25級(jí)的雙刻度油壓表。試驗(yàn)依驟如下:首先手動(dòng)帶緊驗(yàn)證螺栓所配螺母,使螺母剛好擰到和被連接件相接觸;其次利用鋼制手動(dòng)液壓泵打壓至螺母要求轉(zhuǎn)矩值的80%;最后利用新購的、出廠檢驗(yàn)精度在±10%以內(nèi)的諾霸定轉(zhuǎn)矩扳手上緊致該驗(yàn)證螺栓要求的轉(zhuǎn)矩值。在此過程中,觀察油壓測量裝置讀數(shù),得到試驗(yàn)數(shù)據(jù)如表2所示。

表1 試驗(yàn)螺栓各項(xiàng)參數(shù)

表2 試驗(yàn)數(shù)據(jù)記錄表
說明:油缸實(shí)測面積=π(99.98×99.98-40×40)=26363.44 mm2。
3 結(jié)論
1)利用新出廠、檢驗(yàn)合格的轉(zhuǎn)矩扳手作為被檢對象,通過實(shí)驗(yàn)得出數(shù)據(jù),計(jì)算分析得到的誤差,3種規(guī)格螺栓的預(yù)緊力誤差分別為2.0%、2.7%、2.9%,均在10%以內(nèi),在轉(zhuǎn)矩扳手的后續(xù)使用過程中,可不定期地利用此預(yù)緊力-轉(zhuǎn)矩值驗(yàn)證裝置對轉(zhuǎn)矩扳手進(jìn)行校驗(yàn)。
2)依據(jù)前述公式T=F·K·d,該驗(yàn)證裝置在設(shè)計(jì)中,被試螺栓、螺栓接觸件(上、下墊塊)的相關(guān)精度盡量選取與實(shí)際常用產(chǎn)品相同精度,根據(jù)試驗(yàn)結(jié)果對比,可對擰緊力矩系數(shù)K值的選取有一定的參考價(jià)值。
