鑲墊型向心關(guān)節(jié)軸承技術(shù)設(shè)計
2021-08-19 03:51:48莊藝鋒
機械工程師 2021年8期
莊藝鋒
(福建漳州職業(yè)技術(shù)學院,福建 漳州 363000)
0 引言
鑲墊型向心關(guān)節(jié)軸承是向心關(guān)節(jié)軸承中的一種,其外圈型腔和襯墊設(shè)計十分重要,它將直接影響到產(chǎn)品的質(zhì)量和加工速度,甚至影響到產(chǎn)品開發(fā)的成功與否。本文介紹的關(guān)節(jié)軸承基本結(jié)構(gòu)是一個由內(nèi)凹面的外圈和有外球面的內(nèi)圈組成,外圈內(nèi)凹面鑲有襯墊,襯墊與內(nèi)圈外球面形成一對滑動副,主要適用于擺動運動、傾斜運動和低速旋轉(zhuǎn)運動[1]的機械機構(gòu)。外圈內(nèi)凹面(下稱型腔)鑲有襯墊是該產(chǎn)品的主要結(jié)構(gòu)特點,軸承型腔與襯墊設(shè)計、襯墊壓配及其裝置,是該產(chǎn)品開發(fā)的技術(shù)關(guān)鍵。
1 軸承型腔、襯墊尺寸設(shè)計
1.1 外圈型腔尺寸設(shè)計
外圈型腔結(jié)構(gòu)示意圖如圖1所示。圖中:C3為外圈型腔高度;C1為外圈寬度;H為型腔圓柱 部 分 長 度;D1′為型腔內(nèi)徑;Sφ為軸承球徑;D′為型腔外徑;α角度為10°~13°。主要尺寸計算如下:外圈型腔高度C3=K1·C1;型腔圓柱部分長度H=K2×C1;型腔內(nèi)徑D1′=Sφ+K3;型腔外徑D′= D1′+2×cos α×(C3-H)。式中:系數(shù)K1為2/5~1/3;系數(shù)K2為4/25~2/1;系數(shù)K3為0.4~0.5。
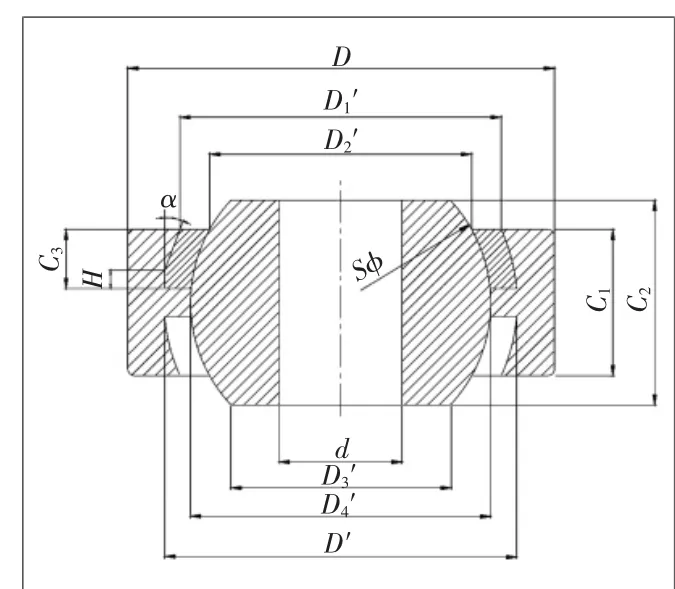
圖1 外圈型腔結(jié)構(gòu)示意圖
1.2 軸承襯墊尺寸設(shè)計
軸承襯墊結(jié)構(gòu)如圖2所示。主要尺寸計算如下:
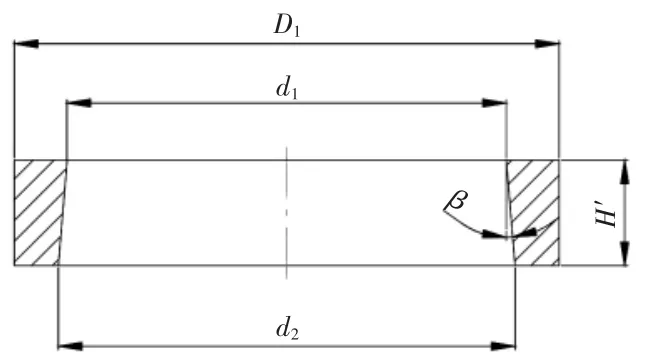
圖2 軸承襯墊結(jié)構(gòu)示意圖
襯墊外徑D1= D1′-K1;襯墊高度H′=C3+K2。式中:系數(shù)K1為0.2~0.4;系數(shù)K2為0.1~0.2,
襯墊小端面內(nèi)徑尺寸d2=d1+2×sin β×H′;襯墊大端面內(nèi)徑尺寸

式中:β為襯墊內(nèi)孔斜角,11°~14°;V為型腔的體積(單邊)。
1.3 襯墊壓配裝置零件設(shè)計
1.3.1 壓配上模
壓配上模結(jié)構(gòu)如圖3所示。主要尺寸計算如下:

圖3 壓配上模結(jié)構(gòu)示意圖
壓配上模外徑D1=D1′-K1。式中:系數(shù)K1為0.3~0.6;D1′為軸承型腔內(nèi)徑(如圖1)。
壓配上模內(nèi)徑d1=d+K2。式中,系數(shù)K2為0~0.05。
壓配上模錐槽小徑d2=D3′+K3。式中:系數(shù)K3為0.3~0.6;D3′為軸承內(nèi)圈端面直徑(如圖1)。
壓配上模錐槽大徑d3=D2′-K4。式中:系數(shù)K4為0.3~0.6;D2′為軸承外圈端面直徑(如圖1)。
壓配上模高度B1=20~50。
壓配上模錐槽高度B2=(C2-C1)/2+ K5。式中:系數(shù)K5為0.5~5.0;C1為軸承外圈寬度;C2為內(nèi)圈寬度(如圖1)。
1.3.2 壓配下模
壓配下模結(jié)構(gòu)如圖4所示。主要尺寸計算如下:
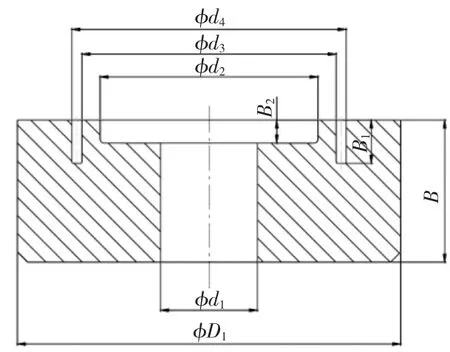
圖4 壓配下模結(jié)構(gòu)示意圖
壓配下模外徑D1=D+K1。式中:系數(shù)K1為5~20;D 為軸承外圈外徑。
壓配下模內(nèi)徑d1=d+K2。式中:系數(shù)K2為0~0.05;d為軸承內(nèi)圈內(nèi)徑。
壓配下模凹槽槽徑d2=D2′+K3。式中:系數(shù)K3為0.3~0.6;D2′為軸承外圈端面直徑。
壓配下模壓簧槽內(nèi)徑d3=D1′+K4。式中:系數(shù)K4為2~10;D1′為軸承型腔內(nèi)徑。
壓配下模壓簧槽外徑d4=d3+1/2×(1/2~1/4)×(D-D1′)。式中:D為軸承外圈外徑;D1′為軸承型腔內(nèi)徑。
壓配下模高度B=30~70。
壓配下模壓簧槽深度B1=(1/3~2/3)×B。
壓配下模凹槽深度B2=(C2-C1)/2+K5。式中:系數(shù)K5為0.5~5.0;C1為軸承外圈寬度;C2為內(nèi)圈寬度。
1.3.3 定位軸
定位軸結(jié)構(gòu)如圖5所示。主要尺寸計算如下:
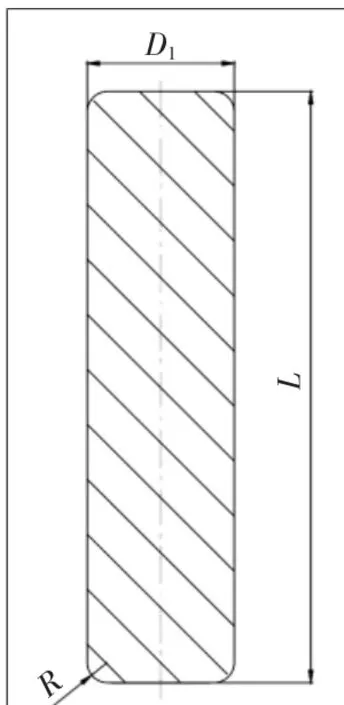
圖5 定位軸結(jié)構(gòu)示意圖
定位軸外徑D1=d- K1。式中:系數(shù)K1為0.04~0.09;d為軸承內(nèi)圈內(nèi)孔直徑。
定位軸長度L=C1+B+B1- K2。式中:系數(shù)K2為1~10;C1為軸承外圈寬度。
在20世紀70年代初美國的預制裝配式結(jié)構(gòu)就已經(jīng)得到了高速的發(fā)展,和其他國家的發(fā)展情況是非常不盡相同的。在住宅建筑上面,大多是以低層次木結(jié)構(gòu)和輕鋼結(jié)構(gòu)為主,主要表現(xiàn)為個性化、多樣性、現(xiàn)代化等特點。
定位軸圓角R=(1/8~1/12)×D1。
1.3.4 壓簧壓塊壓簧壓塊結(jié)構(gòu)如圖6所示。主要尺寸計算如下:
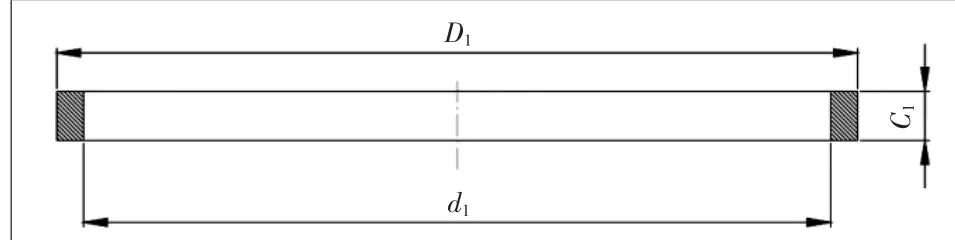
圖6 壓簧壓塊結(jié)構(gòu)示意圖
壓簧壓塊外徑D1=d4-K1。式中:系數(shù)K1為0.4~0.8;d4為壓配下模壓簧槽外徑(如圖8)。
壓簧壓塊內(nèi)徑d1=d3+ K2。式中:系數(shù)K2為0.4~0.8;d3為壓配下模壓簧槽內(nèi)徑(如圖8)。
壓簧壓塊高度C1=(3/4~1/2)×B。式中,B為壓配下模高度(如圖8)。
1.3.5 壓簧
壓簧結(jié)構(gòu)示意圖如圖7所示。主要尺寸計算如下:
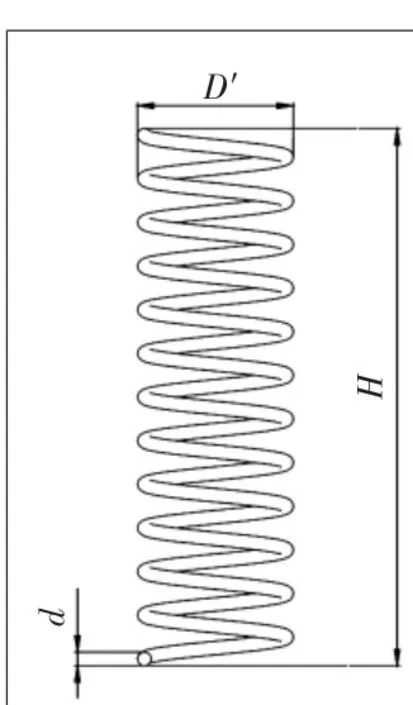
圖7 壓簧結(jié)構(gòu)示意圖
壓簧外徑D′= 1/2×(d4-d3-K)。式中:系數(shù)K為0.8~5.0;d3、d4分別為壓配下模壓簧槽內(nèi)、外徑(如圖8)。
壓簧高度H=B1-(1/4~1/2)×C1。式中:B1為壓配下模壓簧槽深度;C1為壓簧壓塊高度(如圖8、圖10)。
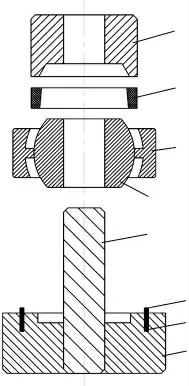
圖8 關(guān)節(jié)軸承、襯墊和壓配上模依次放入壓配下模之前的結(jié)構(gòu)示意圖
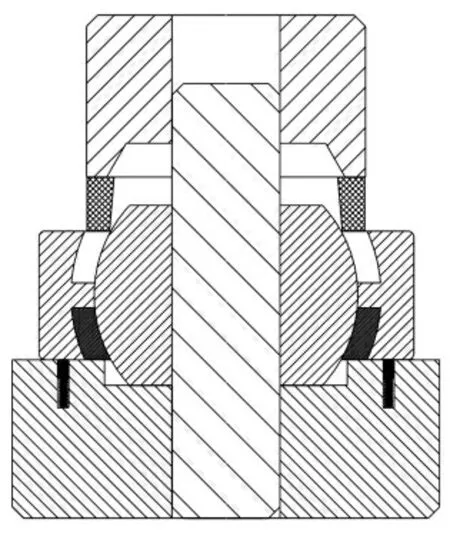
圖9 關(guān)節(jié)軸承內(nèi)外圈、襯墊和壓配上模依次放入壓配下模,且關(guān)節(jié)軸承下方的襯墊已壓裝至型腔內(nèi)的結(jié)構(gòu)示意圖
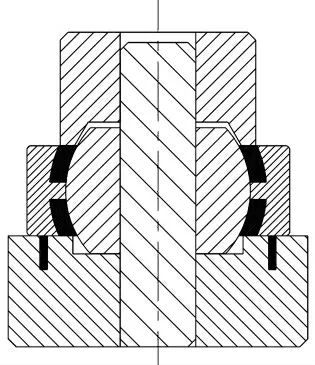
圖10 軸承兩襯墊已壓入型腔內(nèi)的結(jié)構(gòu)示意圖
2 軸承的襯墊安裝裝置
關(guān)節(jié)軸承的襯墊通過手工或者執(zhí)行元件(如氣缸等)直接將襯墊推入,這種方式較為簡單,但是容易使襯墊安裝偏移,從而影響到關(guān)節(jié)軸承的安裝效率和成品的合格率。這里介紹關(guān)節(jié)軸承的襯墊安裝裝置,主要是壓配上模、壓配下模、定位軸、壓簧等部件,該裝置是通過定位軸對關(guān)節(jié)軸承的內(nèi)孔和壓配上模的定位孔進行定位,使壓配上模和關(guān)節(jié)軸承內(nèi)圈同軸心,防止軸承內(nèi)圈擺動、偏移。安裝襯墊時,只需下壓壓配上模,使上模直接對應襯墊,下壓時襯墊沿軸承外圈和內(nèi)圈之間的間隙進入型腔。
3 襯墊壓配和鉚合工藝
1)裝第一面襯墊。壓配下模→定位軸→軸承外圈→軸承內(nèi)圈→襯墊→壓配上模→壓裝。即先將壓配下模放于壓力機的工作臺上,壓配下模內(nèi)孔插上定位軸,然后定位軸內(nèi)放入軸承外圈、內(nèi)圈,定位軸內(nèi)再依次放入襯墊和壓配上模,然后啟動壓力機壓制,使軸承一面型腔內(nèi)裝入一個襯墊。
2)裝第二面襯墊。壓配下模、定位軸→鑲墊型向心關(guān)節(jié)軸承(無襯墊面朝上)→襯墊→壓配上模→壓裝。即當裝完裝一面襯墊后,依次從定位軸內(nèi)取出壓配上模和軸承后,再往定位軸內(nèi)放入鑲墊型向心關(guān)節(jié)軸承(無襯墊面朝上),且依次放入襯墊和壓配上模,然后啟動壓力機,使軸承另一面型腔內(nèi)再裝入襯墊。
3)襯墊鉚合。鉚合下模(通用壓配上模)→定位軸→鑲墊型向心關(guān)節(jié)軸承(兩面已裝襯墊)→鉚合上模(通用壓配上模)→鉚合。即先將鉚合下模放于壓力機的工作臺上,鉚合下模內(nèi)孔插上定位軸,然后定位軸內(nèi)放入鑲墊型向心關(guān)節(jié)軸承(兩面已裝襯墊),定位軸內(nèi)再放入鉚合上模,然后啟動壓力機,對兩面襯墊進行鉚合。
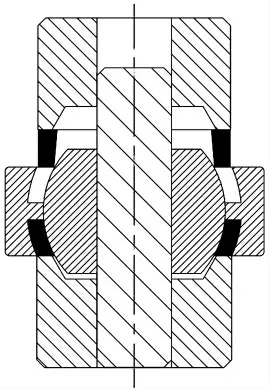
圖11 壓裝另一面襯墊且對兩個襯墊進行鉚合之前的結(jié)構(gòu)示意圖
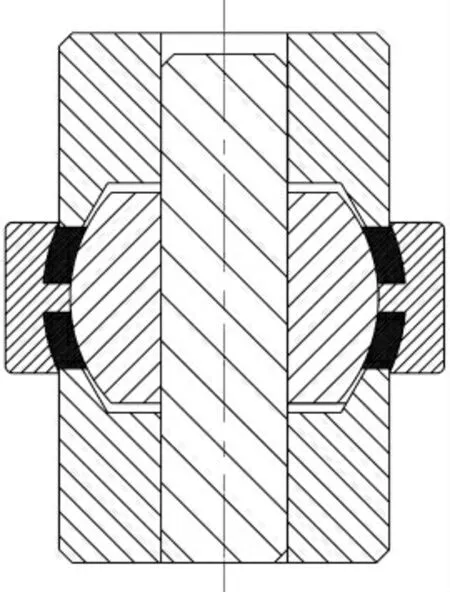
圖12 兩個襯墊鉚合之后的結(jié)構(gòu)示意圖
對于小型號,在裝第二面襯墊時,將壓配下模換成鉚合模具,就可以在裝配襯墊同時對兩個襯墊進行鉚合,具體如下:鉚合下模(通用壓配上模)→定位軸→鑲墊型向心關(guān)節(jié)軸承(無襯墊面朝上)→襯墊→鉚合上模→壓裝、鉚合。即當裝完裝一面襯墊,依次從定位軸內(nèi)取出壓配上模、鑲墊型向心關(guān)節(jié)軸承及壓配下模后,再將鉚合下模(通用壓配上模)放于壓力機的工作臺上,鉚合下模內(nèi)孔插上定位軸,然后定位軸內(nèi)放入鑲墊型向心關(guān)節(jié)軸承(無襯墊面朝上),且依次放入襯墊和鉚合上模,然后啟動壓力機,使軸承另一面型腔內(nèi)再裝入襯墊,壓力機繼續(xù)下行,完成對兩面襯墊的鉚合。
襯墊壓配和鉚合是鑲墊型向心關(guān)節(jié)軸承制造的關(guān)鍵工序,應注意:襯墊壓配過程中不得造成軸承外圈開裂;襯墊鉚合過程中同批軸承外圈高度差大于0.35 mm時,須對外圈高度尺寸先分組再鉚合,以保證同批產(chǎn)品鉚合深度統(tǒng)一;鉚合后襯墊不得高出軸承外圈端面,一般須低于外圈端面0.2~0.4 mm;鉚合后襯墊必須牢固,不允許有旋轉(zhuǎn)、松動、脫落現(xiàn)象。
4 結(jié)語
關(guān)節(jié)軸承種類繁多,有向心關(guān)節(jié)軸承、角接觸關(guān)節(jié)軸承、推力關(guān)節(jié)軸承和桿端關(guān)節(jié)軸承,每一類型都有其獨特的結(jié)構(gòu)特點和要求。實踐證明,此鑲墊型向心關(guān)節(jié)軸承設(shè)計的技術(shù)可以滿足客戶的需求,已為行業(yè)生產(chǎn)創(chuàng)造了一定的經(jīng)濟效益。
