HXD出料氣鎖高溫特性研究與分析
2021-08-19 03:51:48于富冬仲崇寶張煜昊張朋
機械工程師 2021年8期
于富冬,仲崇寶,張煜昊,張朋
(山東中煙工業有限責任公司濟南卷煙廠,濟南 250104)
0 引言
煙絲高溫在線膨脹干燥系統(HXD)干燥部結構為高溫管道處理系統,其主要結構由燃燒爐,進出料氣鎖、主工藝風機、旋風分離器、滅火系統和蒸汽管路系統構成。模擬水管路部分用來模擬初始過料時的水分,控制水管路部分用來實現工作過程中的水分的精準調控[1]。
在生產過程中,物料(煙絲)進入干燥管后迅速被高溫工藝氣體脫水,實現快速膨脹干燥,整個過程大約需要1~2 s。物料(煙絲)經過干燥后,通過旋風分離器實現空氣和煙絲的分離[1],出料氣鎖安裝在旋風分離器下面,煙絲從出料氣鎖進到出料槽后分成了兩部分,一個分叉防止火花和熾熱的煙絲進入下游設備,在出料氣鎖緊跟的出料滑槽上安裝有一個紅外探測器,并設置有空氣凈化裝置以防止灰塵積聚在探測器鏡頭上,在探測器下面是一個快速換向閥能夠使廢物進入到出廢料滑槽和收集箱[2]。
在換向閥下面的廢料滑槽有一個水滅火區,有2個滅火用水噴嘴,當探測到單束火光或陰燃的煙絲,換向閥立即根據預置的時間(通常為2 s)換向并將廢料排出。同時,滅火噴嘴開始噴水,對于探測到單束火花這種過程會循環動作。但是,當單束火花頻率增大到危險的情況或者出現明火,換向閥則保持在滅火狀態,生產過程將停止,并發出相應的警報。
1 出料氣鎖結構分析
HXD出料氣鎖轉子刀片和轉子軸為不銹鋼材料,采用連接緊密的機械結構,轉子有10個徑向的刀片,包容轉子的外殼是由鑄鐵加工而成[3]。
出料氣鎖調整板與殼體內腔間隙為0.92~1.03 mm,該間隙在設備出廠前已經調整好。工作一段時間后,由于氣鎖運轉磨損,會造成間隙逐漸變化,因此工作人員需每月用塞尺檢查進出料氣鎖調整片與氣鎖內腔在徑向和軸向間隙[4],不能超過1.03 mm。如果超過應停止工作及時適當調整,保證各調整片調整均勻,且間隙一定不能小于0.92 mm,否則將會造成氣鎖堵轉或摩擦噪聲現象[5]。
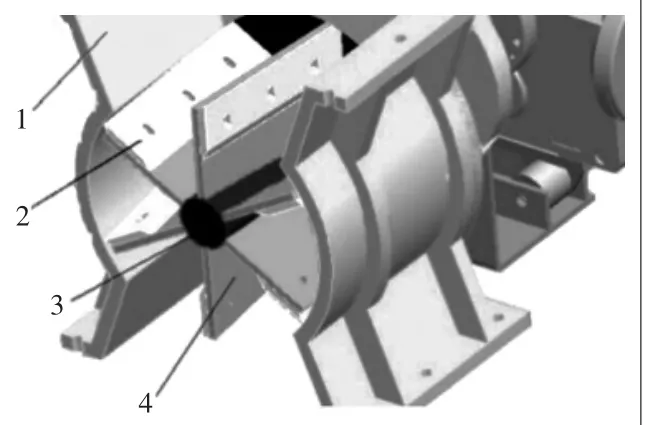
圖1 出料氣鎖外部結構圖
2 出料氣鎖工況分析
生產過程中,出料氣鎖需要長期在高溫環境下工作,這就要求轉子葉片具有一定的耐高溫性能,在工作環境下不會因高溫發生大變形而影響正常的工作間隙,進而保證出料氣鎖在高溫下工作的安全性。
通常情況下,出料氣鎖的室溫環境為30 ℃,HXD啟動預熱程序開始后,溫度開始上升,一般經過0.5 h后,溫度達到160 ℃左右。通過對生產數據的統計,出料氣鎖最高溫度達到過180 ℃。最長連續工作時間為36 h。
3 出料氣鎖高溫特性分析
高溫環境下,金屬材料中原子的擴散能力顯著增強,使得材料內部空位個數增多,與此同時晶界滑移系也會發生變化或數量增加。這樣就使得材料在高溫下的強度發生明顯改變。應變速率對材料的強度極限也有著顯著的作用。通常情況下應變速率越高,材料的強度也就越高。雖然在常溫環境下應變速率對材料的強度也有著一定的影響,但相比高溫環境,這種影響要小得多[6]。
在對HXD出料氣鎖進行熱應力分析時,由于出料氣鎖在工作時所處的環境溫度高,氣鎖轉子葉片調節板會發生形變,應力應變場也會發生變化,因此在使用ABAQUS/Standard進行熱應力分析時基本步驟如下[6]:
1)設置分析材料的線脹系數:
2)定義出料氣鎖的溫度場:
在分析步中設置氣鎖所在的溫度場
*INITIAL CONDITIONS,TYPE=TEMPERATURE<分析幾何的節點集合>,<溫度值>,……
采用有限元分析軟件ABAQUS對出料氣鎖在高溫環境的工作狀態進行分析。由于HXD出料氣鎖在工作時有特定的溫度要求,因此在定義彈性模量、泊松比的基礎上,添加材料的線膨脹系數屬性。在靜力分析步的基礎上添加一個熱分析步,并在場變量輸出中添加相應的熱學變量輸出。
對出料氣鎖在180 ℃的工作環境中進行熱應力分析,最大變形量為轉子葉片調節板頂端,最大變形量為1.570×10-2mm,遠小于允許的出料氣鎖調整片與氣鎖內腔在徑向和軸向間隙。因此,在正常工作環境溫度設置要求下,出料氣鎖可以安全的工作。
4 蠕變機理
材料長時間受到低于降幅或抗拉應力作用時,出現塑性變形的一種現象稱之為蠕變。金屬材料的蠕變現象一般發生在高溫環境下,如果應力增大或溫度升高,那么蠕變現象則更加明顯。
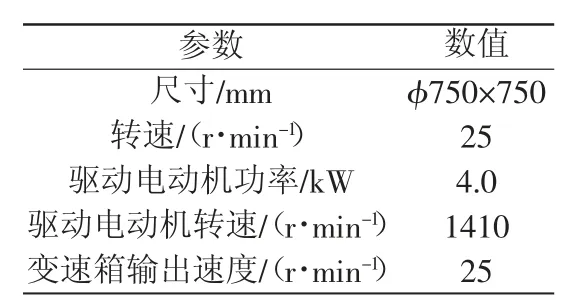
表1 出料氣鎖設備參數

圖2 在分析步中添加熱分析步
蠕變的產生通常是由三方面因素造成的:應力、溫度及時間。隨著金屬蠕變的累積,使得金屬部件產生過大的塑性變形而無法正常使用,或者進入蠕變過程的加速蠕變階段,產生蠕變斷裂,同樣會造成部件的失效,嚴重時會造成安全事故。因此,對于長期作業的高溫部件,要嚴格進行蠕變監測,當然也允許一些部件在工作中出現一定的塑性變形,只要在工作期限內由蠕變所累積的塑性變形量不超過許用值即可[7]。
5 出料氣鎖蠕變分析
出料氣鎖需要經常在高溫環境下工作,最長工作時長為36 h。通常情況下,根據生產實際,空閑時間超過2 h需要對HXD進行設備保養。為了保證出料氣鎖的正常安全工作,對出料氣鎖在180 ℃的環境下進行蠕變分析。
進行蠕變分析之前,首先要獲得材料的蠕變參數,再將所得到的參數用于有限元軟件中。通常獲得蠕變參數要通過使用相應的蠕變持久試驗機,結合拉桿式引伸測量儀對實驗材料進行蠕變實驗,獲得該材料在某一溫度一定應力水平下的蠕變曲線,然后通過對蠕變曲線進行數據擬合,得到該材料相應的蠕變參數。
采用MATLAB軟件對轉子葉片材料進行蠕變擬合,通過ABAQUS軟件對出料氣鎖在高溫環境下的工作狀態進行蠕變分析。在之前分析步的基礎上添加一個黏性分析步,進行蠕變的分析,同時在編輯分析步中進行相應的分析步時間、分析步增量、容差等設置。在蠕變分析步參數設置中,蠕變應變容差的設置會直接影響增量步的大小,如果容差設置得小,那么增量步也會隨之變小。因此在分析過程中,應選擇一個合適的蠕變應變容差,通常為了確保精度同時又保證增量步不是太小,一般將容差確定為1×10-4~1 ×10-6左右。
經過36 h的工作,出料氣鎖發生的蠕變應變為1.627×10-2,最大位置發生在轉子葉片調節板頂端,此時的蠕變并沒有到達材料發生破壞的蠕變應變,出料氣鎖能夠正常工作。在180 ℃環境下,經過53.2 h后,蠕變應變為1.01,接近出料氣鎖調整片與氣鎖內腔在徑向和軸向允許的間隙。為安全起見,最長連續工作時間不能超過53 h。
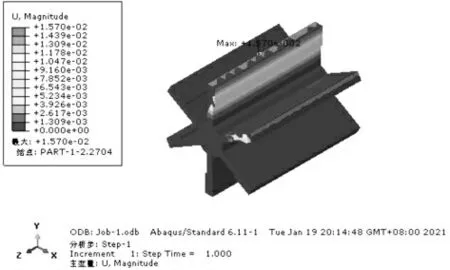
圖3 出料氣鎖轉子葉片位移圖
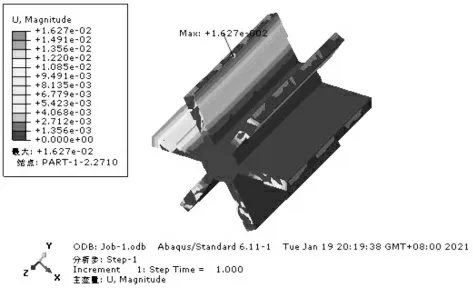
圖4 出料氣鎖高溫下的蠕變應變
6 結語
HXD出料氣鎖由于工作環境的特殊性,需要長時間在高溫下工作,通過對HXD出料氣鎖工作環境下的熱應力分析,確定其工作環境下的安全穩定性,通過對其進行蠕變分析,找到最長安全工作時間,保證HXD出料氣鎖在高溫環境下的安全穩定工作。
猜你喜歡
中老年保健(2021年12期)2021-08-24 03:30:40
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:00
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中國生殖健康(2020年6期)2020-02-01 06:28:50
新世紀智能(英語備考)(2019年12期)2020-01-13 06:07:18
中國生殖健康(2019年11期)2019-01-07 01:28:02
電子制作(2018年18期)2018-11-14 01:48:24
中國生殖健康(2018年6期)2018-11-06 07:09:28
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
