焊接工藝對齒條焊接接頭疲勞性能的影響
2021-08-20 10:30:12任俊學戴浩杰
農業裝備與車輛工程 2021年7期
關鍵詞:焊縫
任俊學,戴浩杰
(200093 上海市 上海理工大學 機械工程學院)
0 引言
采用先進的制造連接工藝是實現輕量化的途徑之一。摩擦焊接作為一種固相焊接方法,具有優異的焊接接頭性能,廣泛應用于航空航天、石油開采、汽車制造等領域[1-2]。汽車轉向器是轉向系統的核心部件,齒輪齒條轉向器由于結構簡單、逆效率合理,在汽車上得到了廣泛應用[3]。齒輪齒條轉向器的核心是轉向齒輪和齒條,通常齒條采用優質碳鋼或合金棒材制作,通過調質處理、制齒、齒部熱處理、校直、表面拋光的加工流程制作而成[4]。齒條在工作時,桿部負責傳遞轉向拉壓力,受軸向力和小部分彎矩作用,應力較小,具有很大的輕量化潛力。通過把齒條部分材料換成空心管,采用摩擦焊接工藝與實心棒材連接,可以達到輕量化效果并降低轉向器生產成本。
本文采用兩種不同的焊接工藝參數焊接2 類接頭樣件,通過顯微硬度試驗、疲勞試驗及斷裂位置金相觀察試驗,比較2 種焊接工藝的微觀組織差異和接頭疲勞性能的好壞,研究焊接參數對焊接接頭質量的影響,為輕量化齒條制造選取合適的焊接參數。
1 試驗材料及方法
1.1 試驗材料
1.1.1 材料屬性及工藝參數
本文中焊接原材料為S45SC 棒材和E355 無縫鋼管,其化學成分和物理性能如表1 和表2 所示。原材料的尺寸參數為:棒材直徑26.0 mm,管材外徑26.0 mm,內徑16.5 mm。研究采用國產C-20 型號連續驅動摩擦焊機,可焊接直徑12~34 mm 的樣件。樣件焊接采用兩種焊接規范,其相關參數如表3 所示。焊接時管材裝夾在移動夾具一端,棒材裝夾在旋轉夾具一端,根據預設焊接參數,由摩擦焊機自動完成焊接作業。
表1 S45SC 和E355 的化學成分(質量分數,%)Tab.1 Chemical composition of S45SC and E355 (mass fraction,%)
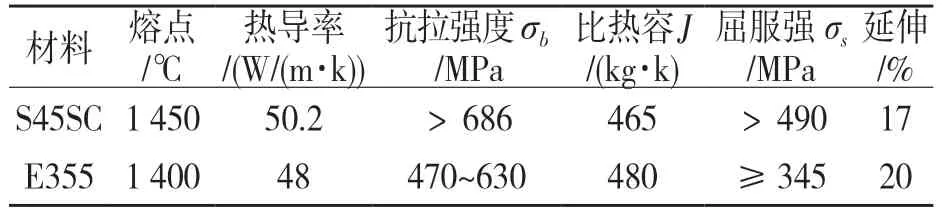
表2 S45SC 和E355 的相關物理性能Tab.2 Related physical properties of S45SC and E355
表3 樣件焊接規范及相關參數Tab.3 Sample welding specifications and related parameters
1.1.2 試樣尺寸及制備方法
考慮到樣件個數和實驗條件限制,疲勞試樣設計綜合考慮實驗機器夾具、加載能力和焊接樣件尺寸的限制,最終確定試樣為具有水平試驗區段的板狀試樣,其設計尺寸及加工流程分別如圖1、圖2 所示。
圖1 疲勞試樣形狀及尺寸Fig.1 Shape and size of fatigue specimen
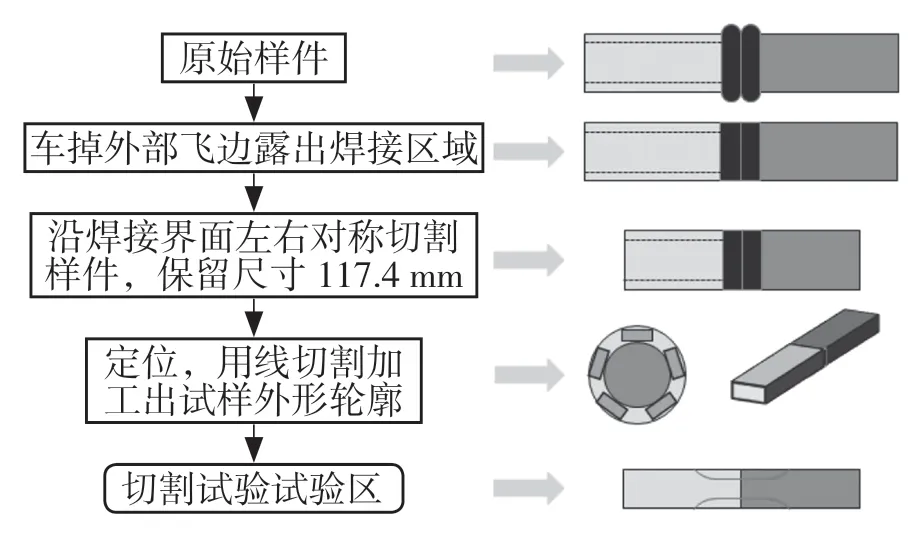
圖2 疲勞試樣加工流程圖Fig.2 Flow chart of fatigue specimen processing
疲勞試樣采用線切割方法從焊接樣件上加工得到,并使用#180、#400、#600、#800、#1 000、#2 000 級別砂紙按照順序依次手工打磨,最后用#3 000 砂帶在打磨機上對試樣進行拋光,使用光學放大鏡進行觀察,確保試樣試驗區表面機械加工痕跡全部去除。打磨前后試樣分別如圖3、圖4 所示。
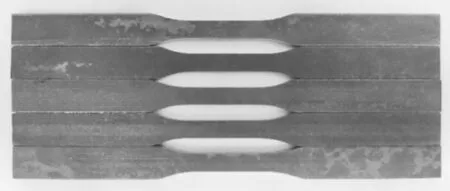
圖3 線切割加工后的試樣Fig.3 Samples after wire cutting
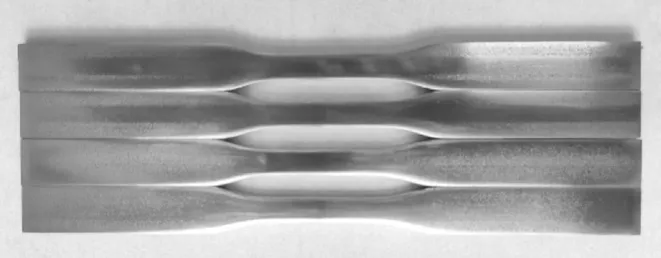
圖4 處理完成的疲勞試樣Fig.4 Finished fatigue specimen
1.2 試驗方法
本試驗采用HXP-1000 型維氏硬度(HV)顯微硬度計測量試樣硬度,參數設置為:物鏡放大倍數40×,加載壓力為1.961 N(200 GF),保壓時間15 s,測量形狀為平面。測量時以焊接界面為中心,每隔0.5 mm 打一個點(在過渡區域適當加密),A 類接頭兩邊母材的最遠測量距離至焊接界面為5 mm,B 類為8 mm,覆蓋全部的接頭區域。顯微硬度測量路徑如圖5 所示。
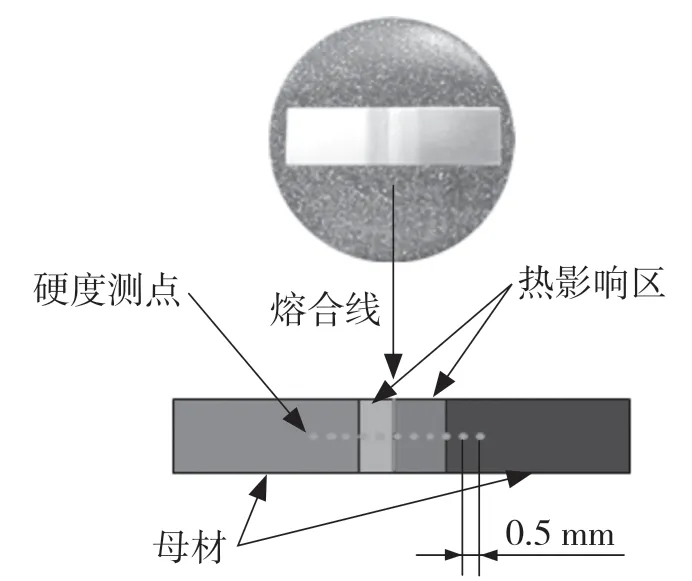
圖5 顯微硬度測量路徑Fig.5 Microhardness measurement path
本試驗使用RUMUL 高頻共振疲勞試驗機,采取成組法測試摩擦焊縫的拉伸疲勞性能,即在每級應力水平下測試多個疲勞試樣,選取的應力水平保證試驗數據處于高周疲勞區段[5],重點對10 萬次和100 萬次左右疲勞壽命的兩級應力水平進行試驗,其余試樣進行高應力和低應力水平的疲勞試驗。試驗設備及試驗過程如圖6 所示。
4.要將企業勞動保護工作作為一項系統工程來推進。企業勞動保護工作涉及管理的諸多層級和關系,企業工會需依法履行勞動保護職責,如充分行使《勞動法》、《安全生產法》、《工會法》等授予工會組織在勞動保護工作中的參與權、代表權、知情權和監督權,在企業宣傳普及安全勞動保護知識,以及監督國家有關勞動保護、安全技術、環境衛生等法律法規在企業的貫徹落實情況,及時解決影響職工健康和安全的各類問題等。同時,還要與安全監察部門開展協調監管工作,尤其是探索出新時期勞動保護、廣泛監督的工作內容、發展思路和方式方法。
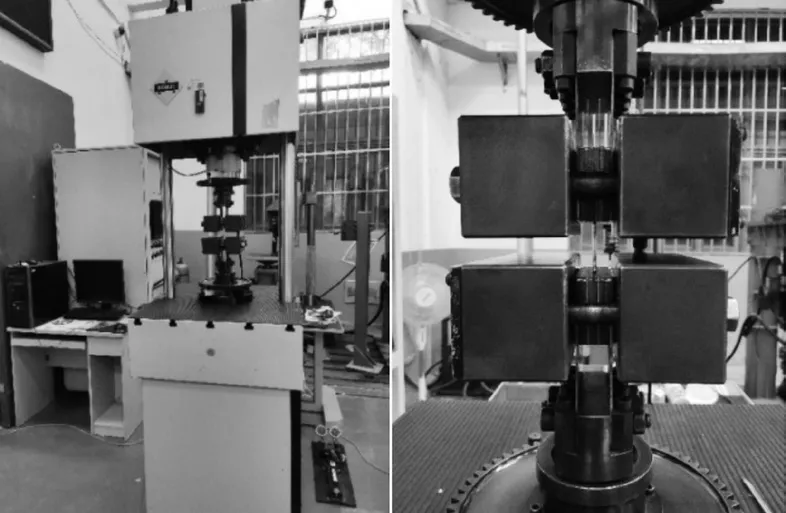
圖6 疲勞試驗機及試驗過程Fig.6 Fatigue testing machine and test process
試樣斷裂后,在試樣斷口表面涂抹凡士林避免斷口氧化生銹。采用線切割方法切割試樣,斷口兩端各截取10 mm,并對斷口進行鑲嵌、打磨、拋光、用4%的硝酸酒精溶液進行腐蝕,采用金相顯微鏡對處理完的斷裂試樣進行斷裂位置觀察。鑲嵌完成的試樣如圖7 所示。
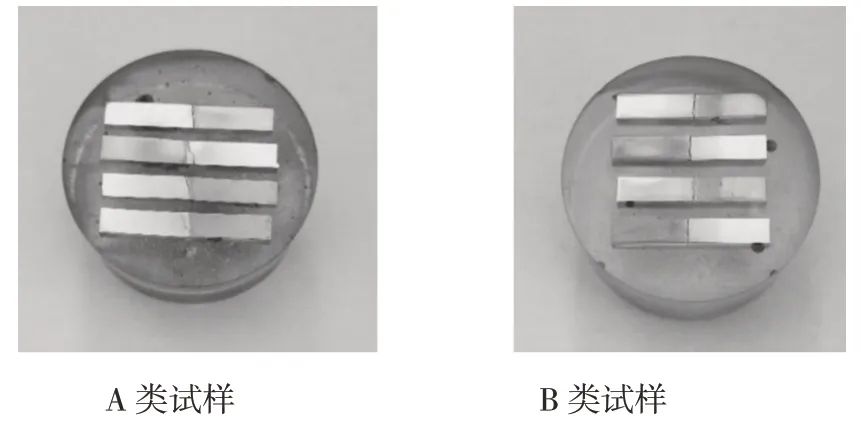
圖7 鑲嵌完成的觀測試樣Fig.7 Observation sample after inlay
2 試驗結果及分析
2.1 顯微硬度分布
試驗結果如圖8 所示,其中橫坐標的零刻度代表接頭的焊接界面。A、B 兩類焊接接頭的硬度變化趨勢趨于一致,呈“W”形狀,其硬度均在焊接界面達到峰值。

圖8 兩類樣件焊接接頭區域的顯微硬度變化Fig.8 Changes in microhardness of welded joint area of two types of samples
A 類接頭管材一側母材硬度約為240 HV,熱影響區很窄,約0.78 mm,硬度低值為234.6 HV,焊接界面的硬度最大,為321.7 HV;棒材一側的母材硬度約為290 HV,靠近焊縫處硬度值降低,該區為細晶區,硬度值為266.3 HV,隨后硬度值開始增大,在焊縫處達到峰值。B 類焊接接頭兩側母材硬度值與A 類相同,但B 類接頭摩擦時間較長,因此熱影響區變寬,各區域組織硬度變化關系較為明顯。在焊縫兩側,母材到熱影響區的材料硬度下降明顯。管材側熱影響區材料硬度低值為181.9 HV,該處組織為鐵素體和珠光體,晶粒細小,塑性較好,因此硬度降低;棒材側熱影響區材料硬度低值為248.8 HV。靠近焊縫處,兩側材料硬度均在增加,在焊接界面處達到了峰值396 HV,此區域的材料在高溫和摩擦扭矩的作用下發生了強化,金相組織較為粗大,因此硬度提高。
A 類接頭的峰值低于B 類,這是由于兩類接頭焊縫區域金相組織不同導致的。A 類接頭的焊接影響區域比較小,大約為3 mm;B 類接頭的焊接影響區域比較大,大約為8 mm。這是因為B 類樣件在焊接時采用了較小的摩擦壓力和較大的摩擦時間,接頭溫度分布范圍寬,導致熱影響區增大。
2.2 疲勞試驗結果
按照前文所述試驗方法完成全部焊接接頭試樣的疲勞試驗。根據經驗,本文采用對數正態分布作為試樣疲勞壽命的總體分布函數。
對數正態分布即試樣的疲勞壽命取對數以后符合正態分布,正態分布的概率密度函數為

式中:σ——母體的標準差;μ——平均值;x——對數疲勞壽命。
正態分布的存活率P 為

式中:xp——對應某一存活率的對數疲勞壽命;f(x)——概率密度函數。
通常使用參數估計法來確定總體的正態分布的平均值和標準差,用子樣的平均值來估計總體的平均值,用子樣的標準差估計總體的標準差,這兩個估計量均是總體的無偏估計[6]。子樣的平均值和標準差計算分別如式(3)、式(4)所示:
根據式(3)和式(4)可確定某一應力等級下總體的對數疲勞壽命概率密度函數,則對數疲勞壽命xp與存活率p(ζ>xp)便一一對應了。由于積分運算較為復雜,采用標準正態偏量(式(5))將一般的正態分布函數轉化為標準正態分布,通過查表確定對應的轉化數值,再計算相應的對數疲勞壽命,再進行反對數運算即可求得疲勞壽命。常用的存活率p 與up的對應關系表如表4 所示。

表4 常用的標準正態偏量Tab.4 Commonly used standard normal skewness
按照上述方法,對A、B 二類試樣在50%、90%、99%存活率下的疲勞壽命數據進行計算,擬合出P-S-N 曲線,如圖9 和圖10 所示。從圖中可以看出,A 類焊接接頭的S-N 曲線更加平緩,相同存活率下,承受同樣的應力幅,A 類接頭的疲勞壽命高于B 類接頭,所以A 類焊接接頭的疲勞性能優于B 類接頭的疲勞性能。
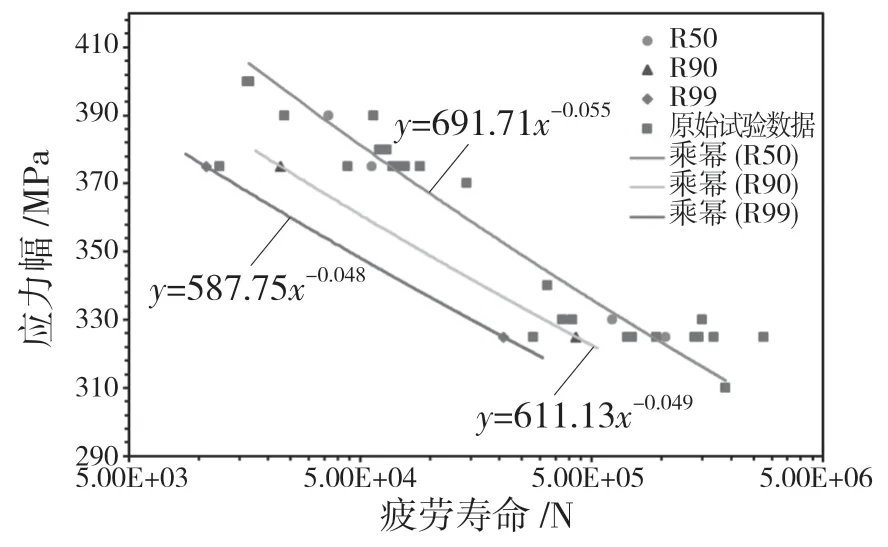
圖9 A 類試樣接頭的P-S-N 曲線Fig.9 P-S-N curve of Type A specimen joint
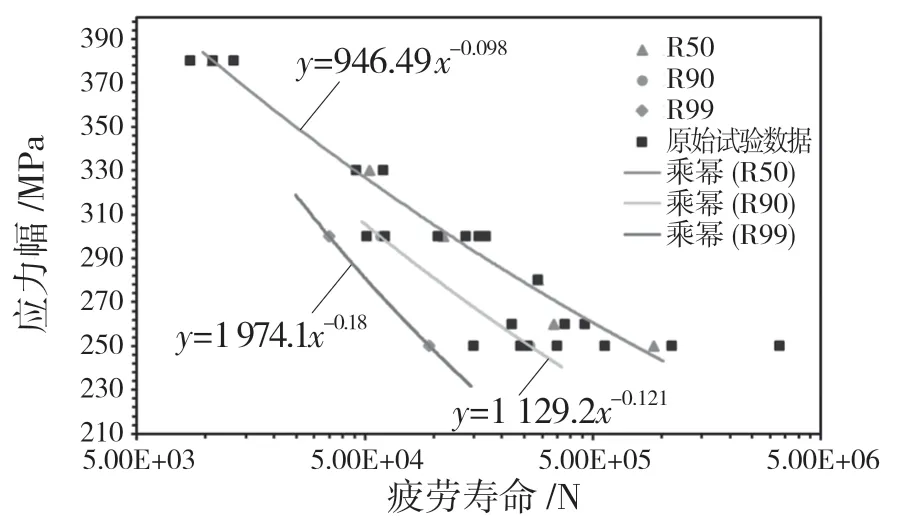
圖10 B 類試樣接頭的P-S-N 曲線Fig.10 P-S-N curve of Type B specimen joint
2.3 斷口形貌研究
在A 類接頭和B 類接頭斷裂的疲勞試樣中各取4 個試樣,每一級應力水平下挑選出一個試樣,以保證結果的準確性,選出的試樣如表5 所示。
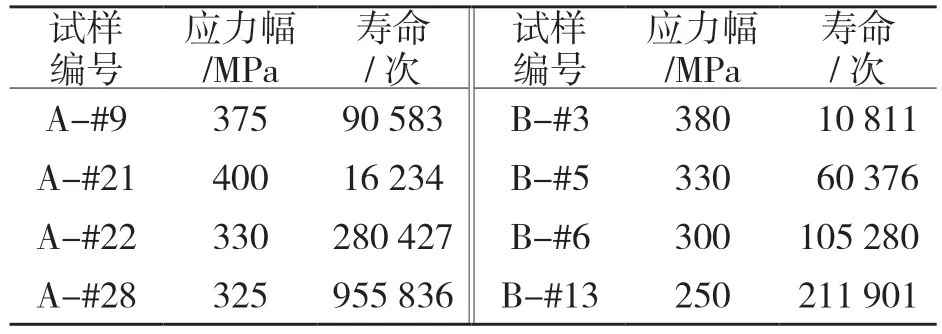
表5 選取出的待觀察試樣Tab.5 Selected samples to be observed
A 類試樣的觀測結果如圖11 所示,B 類試樣的觀測結果如圖12 所示(圖中左側為管材、右側為棒材)。
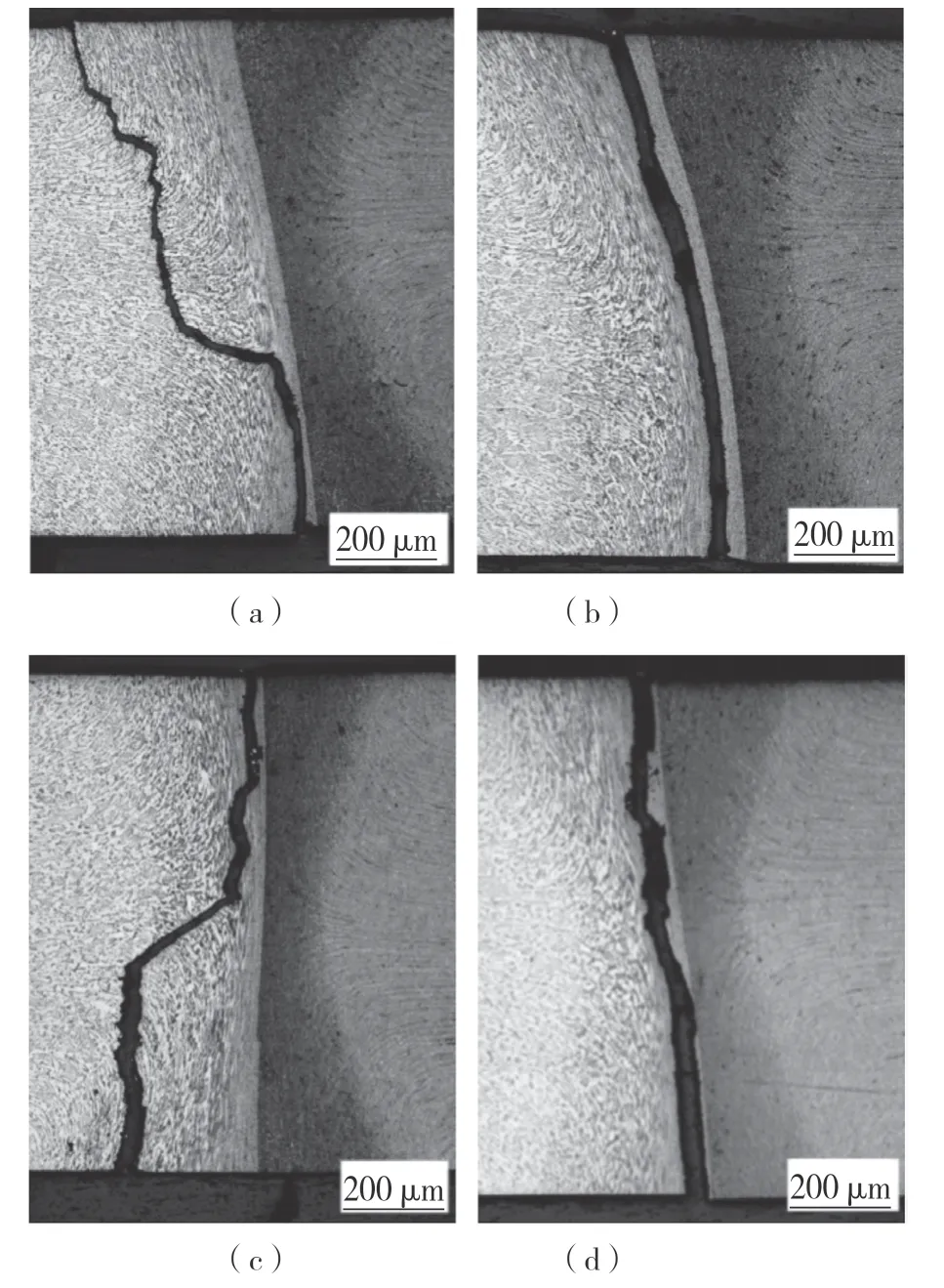
圖11 A 類試樣斷裂位置觀測結果Fig.11 Observation results of fracture position of Type A specimens
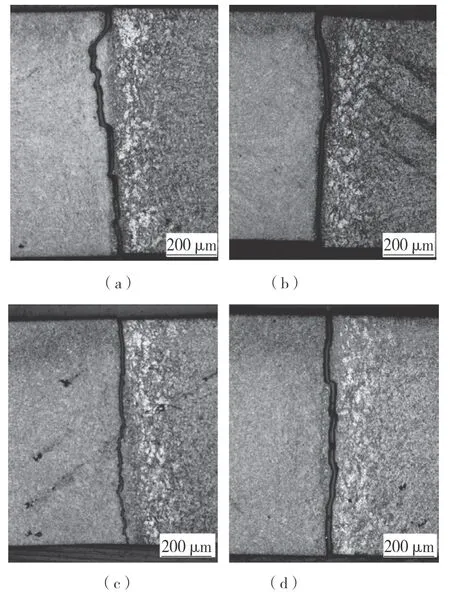
圖12 B 類試樣斷裂位置觀測結果Fig.12 Observation results of fracture position of Type B specimen
從斷裂位置金相圖中可以看出,A 類試樣的疲勞斷裂位于管材一側的熱影響區,并擴展到了母材部分。B 類試樣的疲勞斷裂位于焊接界面處,因此斷裂位置不同是導致兩類接頭疲勞性能差異的主要原因。
A 類接頭采用低轉速、高摩擦壓力的強焊接規范,摩擦界面在很短時間內可以達到足夠的溫度,產生較厚的變形層,摩擦界面的高溫尚未向母材傳遞很遠焊接就已完成,焊接接頭溫度分布梯度大,不會產生過熱組織。
A 類試樣斷裂處的晶粒組織細小,塑性較好,因此疲勞性能得到提高;B 類接頭采用高轉速、低摩擦壓力的弱焊接規范,需要較長的摩擦時間,容易造成接頭溫度分布范圍變寬,高溫區金屬過熱,冷卻后形成粗大晶粒組織,使得接頭力學性能變差。B 類接頭焊接界面過熱,產生了粗大魏氏組織,因此疲勞性能降低。
3 結論
A、B 兩類焊接接頭硬度變化趨于一致,呈“W”形狀,硬度值:焊縫處>母材區>熱影響區。B 類焊接接頭溫度分布范圍較寬,高溫區金屬過熱,冷卻后形成粗大晶粒組織,導致接頭硬度峰值大于A 類焊接接頭;
在50%、90%、99%存活率和給定應力幅下,A 類焊接接頭的疲勞壽命高于B 類焊接接頭。A類焊接接頭的疲勞性能優于B 類焊接接頭;
A、B 兩類焊接接頭斷裂位置差異是導致兩類焊接接頭疲勞性能差異的主要原因。A 類接頭斷裂處晶粒組織細小,塑性較好,斷裂于熱影響區至母材部分,因此有較高的疲勞性能;
強焊接規范(低轉速、高摩擦壓力、低摩擦時間)較弱焊接規范(高轉速、低摩擦壓力、高摩擦時間)可以產出疲勞性能更優的焊接接頭。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
