異形鋼管桁架拼裝技術研究
2021-08-20 05:42:02胡金陜西建工機械施工集團有限公司
環球市場 2021年24期
關鍵詞:施工
胡金 陜西建工機械施工集團有限公司
近年來,隨著我國經濟高速發展及國家環保響應要求,社會對大跨度鋼結構的需求越來越多,文體建筑、工業建筑大量性建設,因此,建筑業對施工技術要求越來越高。異形鋼管桁架是利用較小的桿件組成較大的截面,形成良好的空間受力結構,具有跨度大、造型豐富,節約鋼材、剛度大、穩定性好,抗震性強等特點。異形鋼管桁架發展增長趨勢明顯,在施工過程中,為提高精度要求、減小安裝累積誤差以及降低高空安裝風險,鋼管桁架大量性施工工藝要求在地面上施工完成,因此,拼裝技術需達到:拼裝胎膜標準化、胎膜使用通用化、質量控制規范化、施工工藝流水化。
一、鋼管桁架拼裝技術分析
拼裝技術廣泛應用于各類鋼結構工程,尤其是異形鋼管桁架施工應用拼裝技術特別普遍,異形鋼管桁架拼裝技術主要分為以下幾種形式:
(1)單根鋼管拼裝技術:將多段鋼管拼裝成施工圖紙設計長度單根構件或將多段單曲鋼管組裝成雙曲或多曲單根構件;
(2)單片桁架拼裝技術:將規格不同的單根桿件拼裝成片狀形的平面桁架;
(3)分段桁架拼裝技術:將規格不同的單根桿件拼裝成塊體的空間桁架;
(4)單榀桁架拼裝技術:將長度不同的塊體桁架拼裝成單榀桁架;
異形鋼管桁架拼裝技術要點:通過布置拼裝胎膜,控制桁架主要節點的空間位置、水平標高以及軸線偏差;在拼裝胎膜上利用節點位置和標高控制構件曲率,減小誤差以保證構件質量;布置安全防護措施,降低安全風險。
二、異形鋼管桁架拼裝技術應用
本技術以華能陜西秦嶺煤場封閉改造項目上部鋼結構工程為例。該鋼結構工程結構為拱形鋼管桁架,空間受力結構,跨度140m;主桁架斷面為倒三角形立體桁架,山墻為長方形立體桁架,寬度4.5m,厚度4m;材料主要為無縫鋼管、直縫鋼管、空心焊接球。
(一)拼裝工況分析
(1)本工程異形鋼管桁架倒三角形18榀,長方形桁架2 榀。由于桁架跨度過大,受現場施工條件影響,因此將每榀桁架分五段拼裝,分段安裝。
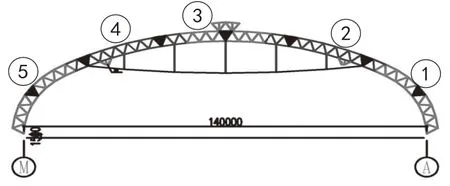
圖1 異形鋼管桁架分段圖
(2)施工現場場地狹小,桁架段數較多,桿件規格不一,拼裝胎膜需要設計成標準化和通用化胎膜,一膜多用,局部微調。
(3)分段拼裝過程中,需要提高拼裝精度,控制截面尺寸與曲率,保證焊接質量。
(二)拼裝胎膜施工技術
(1)胎膜設計:利用平面和立面“三點定面”原理將桁架旋轉90 度,把空間曲形桁架轉換成平面和立面控制點設計胎膜,平面上控制標高和水平間距,立面上控制垂直度和豎向間距,實現拼裝胎膜標準化。
(2)胎膜搭設標準化:
①胎膜地基采用砂石回填,整平壓實;
②砂石上鋪設鋼板或路基箱,固定連接成整體,保證胎膜基底承載力和剛度;
③在鋼板或路基箱上采用全站儀對鋼管桁架旋轉90 度后的底面投影面的每一個節點中心進行細部放樣,彈線;
④桁架上弦,胎膜立桿采用兩個牛腿支撐;下弦,胎膜立桿采用一個牛腿支撐;立桿牛腿按所有桁架最大桿件設置懸挑長度;立桿布置間距桁架節點1m~1.5m;
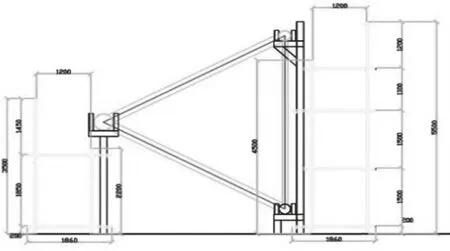
圖2 通用胎膜剖面圖
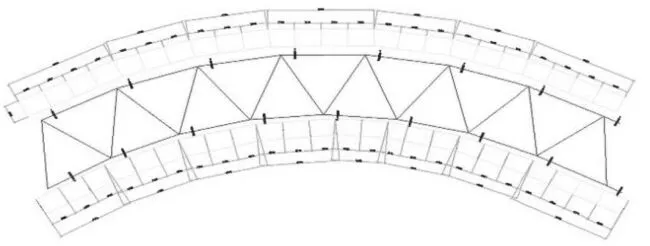
圖3 通用胎膜平面圖
⑤兩立桿外側采用鋼管搭設雙排腳手架,設置安全防護措施。
(三)拼裝施工技術
(1)桁架弦桿拼裝:采用水準儀、線錘、彈線節點控制桁架曲率。
(2)桁架節點放樣:采用線錘將節點彈線中心點引致弦桿頂部。
(3)桁架上弦腹桿中的立桿拼裝:將腹桿中的立桿與弦桿節點中心點重合,焊接牢固。
(4)桁架腹桿中的斜桿拼裝:將腹桿中的斜桿桿與弦桿節點中心點重合,焊接牢固,依次拼裝上弦與上弦的腹桿,上弦與下弦的腹桿。
(5)質量檢測:利用經緯儀檢測立面垂直度,鋼卷尺檢測桁架弦長與構件斷面是否符合施工圖紙要求,校正完成后進行焊接及焊縫檢測,合格后防腐補涂。
每一段桁架塊體驗收合格后,吊裝出池,進行下一段桁架拼裝,對不同規格構件的桿件,只需在胎膜立桿牛腿部位支墊相應規格鋼板墊塊,局部微調,實現了拼裝胎膜通用化,施工工藝流水化。
三、結束語
本次干煤棚異形鋼管桁架重量重、跨度大、安裝精度高、施工技術復雜、工期緊。在施工前,對鋼管桁架拼裝編制了專項施工方案,對專項方案的可行性、適用性、安全性、經濟性進行了各方面的專家論證。在施工單位嚴格管理和精心控制下,該施工拼裝技術既滿足了工期要求,又節省經濟,得到業主、設計、監理等各單位的一致好評,取得良好的效益,圓滿地完成了工程施工任務,對鋼結構建筑行業具有一定的推廣性和使用價值。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48