機(jī)械零件平鍵鍵槽對(duì)稱度便捷式檢測(cè)儀的設(shè)計(jì)
2021-08-23 07:04:10劉建
湖北農(nóng)機(jī)化 2021年15期
劉 建
(貴州農(nóng)業(yè)職業(yè)學(xué)院,貴州 貴陽(yáng) 551499)
1 平鍵鍵槽對(duì)稱度現(xiàn)有的檢測(cè)方法
平鍵鍵槽對(duì)稱度(圖1)的檢測(cè),是一個(gè)看似簡(jiǎn)單的精度檢測(cè)問題,但長(zhǎng)期以來(lái),生產(chǎn)現(xiàn)場(chǎng)無(wú)法有效地檢測(cè),這是平鍵鍵槽加工中存在的困擾。當(dāng)前常用的幾種檢測(cè)方法是:

圖1 平鍵鍵槽對(duì)稱度
a.在偏擺儀上用頂尖定位,用百分表靠在平鍵上,通過換算比較尺寸進(jìn)行檢測(cè)。這種方法檢測(cè)效率太低,鍵槽自身尺寸誤差又是測(cè)量理論誤差,所以該方法不適宜批量生產(chǎn)。
b.用三坐標(biāo)檢測(cè)儀檢測(cè)。這種方法檢測(cè)效率低下,檢測(cè)設(shè)備成本太高,必須專人檢測(cè),也不適宜批量生產(chǎn)。
c.用平鍵鍵槽對(duì)稱度游標(biāo)尺檢測(cè)。這種方法同樣存在檢測(cè)定位誤差的問題(鍵槽自身尺寸誤差即理論定位誤差,鍵槽定位面太小,定位不可靠),檢測(cè)精度不穩(wěn)定,操作技術(shù)要求較高,現(xiàn)在很少使用。
d.用專用檢測(cè)工藝裝備配合百分表、游標(biāo)尺等進(jìn)行檢測(cè)。這種方法首先結(jié)構(gòu)比較復(fù)雜,檢測(cè)效率高,屬于零件專用檢具,主要是沒有通用性。
孔類平鍵鍵槽對(duì)稱度的檢測(cè),也存在同樣的問題。
由于平鍵鍵槽對(duì)稱度現(xiàn)有的檢測(cè)方法都存在一些生產(chǎn)現(xiàn)場(chǎng)不易操作性,導(dǎo)致如前面所述存在的問題,下述測(cè)量?jī)x“鍵槽對(duì)稱度便捷式檢測(cè)儀”包括軸上鍵槽檢測(cè)儀和孔類鍵槽檢測(cè)儀,解決生產(chǎn)現(xiàn)場(chǎng)檢測(cè)問題。
2 軸上鍵槽對(duì)稱度檢測(cè)儀結(jié)構(gòu)設(shè)計(jì)
如圖2、圖3所示:2是千分尺測(cè)微頭(標(biāo)準(zhǔn)件)、3是千分尺測(cè)微頭活動(dòng)支座、4是千分尺測(cè)微頭固定支座、5是固定測(cè)量頭帶滑導(dǎo)、6是活動(dòng)測(cè)量頭帶滑條、7是壓板、8是測(cè)量頭張開楔塊、9是測(cè)量頭張開楔塊壓緊螺釘、10是工件定位壓緊螺釘、11是測(cè)量頭退松彈簧,上述元器件由緊固件連接組成檢測(cè)儀。1是被檢測(cè)工件。12是測(cè)量?jī)x對(duì)正調(diào)整塊(圖4),軸上鍵槽檢測(cè)儀初始精度調(diào)整方法(圖5)。

圖2
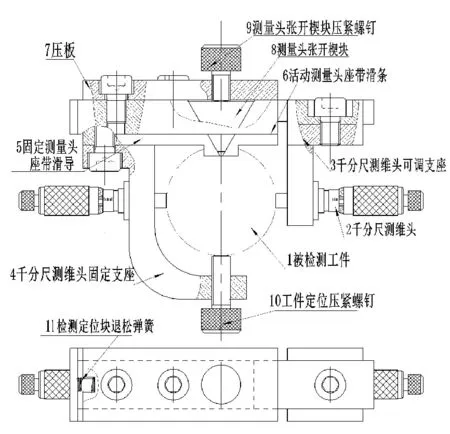
圖3

圖4

圖5
檢測(cè)儀測(cè)量頭和測(cè)量?jī)x對(duì)正調(diào)整塊應(yīng)該延軸向有一定的長(zhǎng)度,才能確保測(cè)量?jī)x能可靠定位。
檢測(cè)時(shí),活動(dòng)測(cè)量頭帶滑條6的滑條可在固定測(cè)量頭帶滑導(dǎo)5的滑導(dǎo)中滑動(dòng)。固定測(cè)量頭帶滑導(dǎo)5和活動(dòng)測(cè)量頭帶滑條6,被測(cè)量頭張開楔塊8在張開楔塊壓緊螺釘9的推壓下張開,兩測(cè)量頭靠實(shí)被檢工件鍵槽兩側(cè)面,起定位作用,再旋轉(zhuǎn)工件定位壓緊螺釘10,適當(dāng)壓緊被檢工件,使被檢工件鍵槽可靠定位在檢測(cè)儀測(cè)量頭上(因?yàn)殒I槽加工工藝,鍵槽側(cè)面與鍵槽底面是垂直狀態(tài)),再用兩個(gè)千分尺測(cè)微儀測(cè)量被檢工件母線的位置尺寸,兩個(gè)千分尺測(cè)微儀讀數(shù)之差,即被測(cè)工件鍵槽對(duì)稱度實(shí)際誤差。當(dāng)旋轉(zhuǎn)退回測(cè)量頭張開楔塊壓緊螺釘9時(shí),測(cè)量定位塊退松彈簧11自動(dòng)拉回活動(dòng)測(cè)量頭帶滑條6,測(cè)量頭張開楔塊兩斜面始終與兩測(cè)量頭上面的斜面接觸,確保其穩(wěn)定性。
檢測(cè)儀初始精度的調(diào)整方法與對(duì)稱度檢測(cè)方法相近(如圖5所示),調(diào)整指標(biāo)是千分尺測(cè)微頭支座的固定位置,適當(dāng)放松其固定螺釘就能方便調(diào)整,調(diào)整至兩千分尺測(cè)微頭測(cè)量讀數(shù)一致,此時(shí)檢測(cè)儀理論上是零誤差狀態(tài)。

檢測(cè)操作步驟及原理
每一標(biāo)準(zhǔn)尺寸規(guī)格的平鍵,都應(yīng)該有相應(yīng)規(guī)格的檢測(cè)儀,但該檢測(cè)儀又必須能檢測(cè)相應(yīng)范圍的直徑,但千分尺測(cè)微儀的測(cè)量桿直徑一般只有6~8 mm,對(duì)于直徑大于50 mm的各規(guī)格鍵槽,無(wú)法達(dá)到相應(yīng)范圍全部直徑的檢測(cè),所以對(duì)于直徑大于50 mm的對(duì)應(yīng)鍵槽檢測(cè)儀,其千分尺測(cè)微儀支座應(yīng)該根據(jù)尺寸要求進(jìn)行可調(diào)整設(shè)計(jì)(圖6),松開高度調(diào)整螺釘就可以調(diào)整千分尺測(cè)微儀支座高度位置,同樣松開寬度調(diào)整螺釘就可以調(diào)整千分尺測(cè)微儀支座寬度位置。也可以按直徑大小增加相應(yīng)的檢測(cè)儀規(guī)格,這樣每一標(biāo)準(zhǔn)尺寸規(guī)格的平鍵,就有幾種不同尺寸范圍的千分尺測(cè)微儀支座。

圖6
2 孔類鍵槽對(duì)稱度檢測(cè)儀結(jié)構(gòu)設(shè)計(jì)
如圖7、圖8所示:孔內(nèi)鍵槽對(duì)稱度便捷式檢測(cè)儀結(jié)構(gòu),1是定位塊組件(圖9),2是輔助壓力彈性件、3是檢測(cè)尺寸部位,4定位塊輔助壓力彈性件,5機(jī)構(gòu)體,6擋板,7被檢測(cè)孔。

圖7

圖8

圖9
如圖9所示:定位塊組件,其結(jié)構(gòu)由兩塊定位基準(zhǔn)塊和擴(kuò)張定位楔塊組成,檢測(cè)時(shí)兩側(cè)面直接和鍵槽兩側(cè)面接觸定位,兩側(cè)面分別與左右圓孔兩側(cè)母線間的尺寸之差,即對(duì)稱度實(shí)際誤差(見圖8檢測(cè)尺寸3)。
同樣孔類鍵槽對(duì)稱度檢測(cè)儀定位塊組件延軸向也有一定的寬度,才能確保定測(cè)量?jī)x可靠定位。
如圖10所示:機(jī)構(gòu)體組件,由機(jī)構(gòu)體和擋板組成。將定位塊組件安裝在機(jī)構(gòu)體內(nèi)部部,用擋板蓋住,就完成了整體結(jié)構(gòu)。
圖10
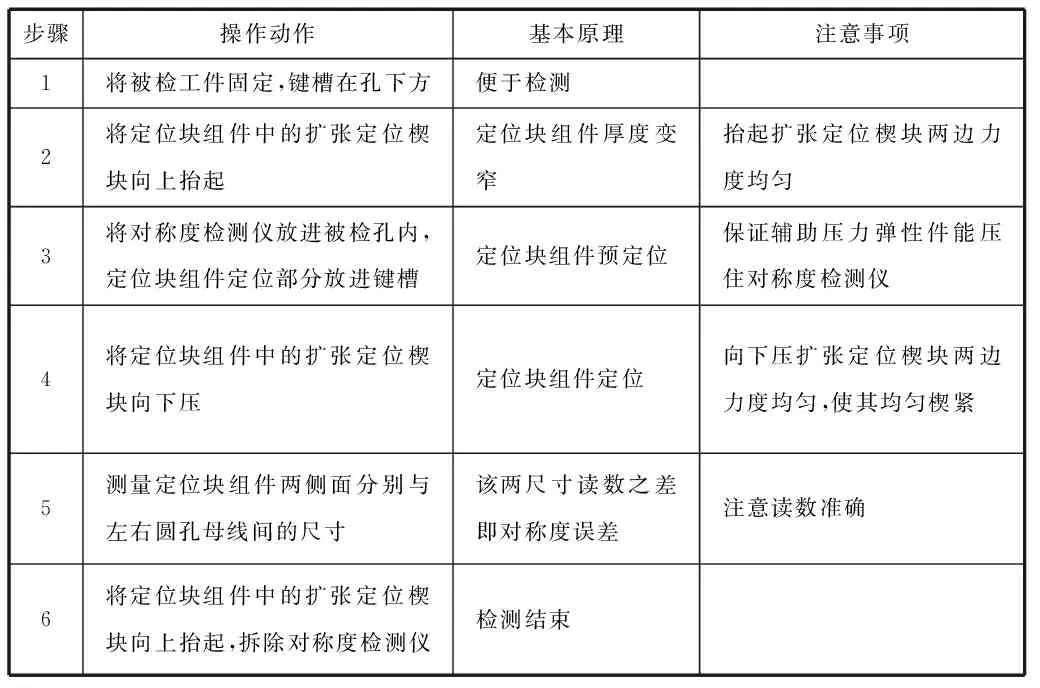
檢測(cè)時(shí),固定放置工件使鍵槽在孔下方,先將定位塊組件中的擴(kuò)張定位楔塊向上抬起,在定位塊輔助壓力彈性件擠壓下,定位塊組件厚度變窄,可以將對(duì)稱度檢測(cè)儀直接放進(jìn)被檢孔內(nèi),定位塊組件定位部分放進(jìn)鍵槽,輔助壓力彈性件從上壓住對(duì)稱度檢測(cè)儀,使定位塊組件底部靠實(shí)鍵槽底部。這時(shí)將定位塊組件中的擴(kuò)張定位楔塊向下壓,使其自鎖不能滑回,完成定位。用內(nèi)徑千分尺、游標(biāo)卡尺等量具測(cè)量定位塊組件兩側(cè)面分別與左右圓孔母線間的尺寸,并記錄所測(cè)量尺寸,該兩尺寸數(shù)據(jù)之差即鍵槽實(shí)際對(duì)稱度誤差,若是檢測(cè)小型的孔鍵,可用圓柱銷塞規(guī)檢測(cè)。定位塊組件靠緊鍵槽后,其上方有散開的趨勢(shì),由定位塊輔助壓力彈性件擠壓消除這個(gè)趨勢(shì)。拆除時(shí)向上抬起擴(kuò)張定位楔塊,直接取下。
檢測(cè)操作步驟及原理
同樣每一標(biāo)準(zhǔn)尺寸規(guī)格的平鍵,都應(yīng)該有相應(yīng)規(guī)格的檢測(cè)儀,為了使檢測(cè)儀能檢測(cè)相應(yīng)范圍各尺寸直徑,可以更換輔助壓力彈性件,根據(jù)直徑大小更換輔助壓力彈性件,確保輔助壓力彈性件能壓住鍵槽檢測(cè)儀。
3 檢測(cè)儀的精度調(diào)整與校檢
按計(jì)量法要求,兩種“鍵槽對(duì)稱度便捷式檢測(cè)儀”使用前都應(yīng)該按時(shí)經(jīng)過計(jì)量檢測(cè)部門的檢校,軸上鍵槽檢測(cè)儀需校檢項(xiàng)目為:(1)標(biāo)準(zhǔn)對(duì)正調(diào)整塊對(duì)稱度誤差和兩側(cè)平行度誤差,(2)兩千分尺測(cè)微頭精度,(3)與鍵槽側(cè)面接觸的兩測(cè)量頭測(cè)面的平行的誤差,(4)兩測(cè)量頭底面與兩測(cè)量頭測(cè)面的垂直度誤差。孔類鍵槽檢測(cè)儀需校檢項(xiàng)目為:(1)定位塊組件兩側(cè)面的平行度誤差,(2)定位塊組件兩側(cè)面分別平面度誤差,(3)定位塊組件兩側(cè)面與底面的垂直度誤差。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
