預(yù)加載荷對表面機械滾壓強化殘余應(yīng)力影響的數(shù)值研究*
2021-08-23 08:47:10胡興遠(yuǎn)李開發(fā)王宇星
機電工程 2021年8期
胡興遠(yuǎn),王 成*,李開發(fā),王宇星
(1.安徽理工大學(xué) 機械工程學(xué)院,安徽 淮南 232001;2.上海城建職業(yè)學(xué)院 機電工程與信息學(xué)院,上海 201415)
0 引 言
表面機械滾壓處理是一種高效率、低成本的綠色表面強化技術(shù)。該技術(shù)通過采用滾針或滾珠形狀的刀具,在滾壓力作用下加載于工件表面之上,并進(jìn)行往復(fù)滾壓,以降低工件的表面粗糙度,誘導(dǎo)材料表層晶粒細(xì)化和納米化,并引入殘余壓應(yīng)力場,有效改善工件的耐腐蝕、耐磨性和抗疲勞性能。因此,該技術(shù)被廣泛應(yīng)用于航空航天、工程機械和車輛船舶等工業(yè)領(lǐng)域[1-3]。汽車發(fā)動機曲軸80%以上需經(jīng)圓角滾壓處理,轎車發(fā)動機曲軸幾乎全部采用圓角滾壓工藝進(jìn)行強化[4]。
影響表面機械滾壓強化效果的工藝參數(shù)頗多,主要有滾壓力、滾壓速度、滾壓道次和滾壓刀具的幾何形狀以及其尺寸。胡寧靜[5]和楊運勤[6]等人通過“正交試驗法”建立了滾壓工藝參數(shù)與表面粗糙度之間的關(guān)系,對滾壓工藝參數(shù)進(jìn)行了優(yōu)化。夏偉等人[7]通過對6061鋁合金進(jìn)行滾壓強化,得到了潤滑條件下最優(yōu)滾壓工藝參數(shù)。
近年來,國內(nèi)外大量的研究人員對表面機械滾壓強化過程進(jìn)行了數(shù)值模擬,探究了滾壓處理工藝參數(shù)對殘余應(yīng)力的影響。相比于試驗研究,數(shù)值模擬不僅周期短、成本小,而且有助于更加深刻地理解表面機械滾壓強化機理。因此,通過數(shù)值模擬研究各種工藝參數(shù)對滾壓強化殘余應(yīng)力的影響以及滾壓強化的機制,越來越受到研究學(xué)者的青睞[8-11]。
MAJZOOBI G H等人[12]235-236開發(fā)了圓盤式滾子滾壓板材的模型,研究了滾壓力對材料疲勞性能的影響。ZHANG P等人[13]建立了滾壓柱狀工件的模型,研究了滾壓強化殘余應(yīng)力對工件疲勞性能的影響。劉福超等人[14]17-18采用有限元軟件ABAQUS建立了滾壓強化的參數(shù)化模型,研究了滾壓力、滾針直徑、表面摩擦系數(shù)對滾壓強化殘余應(yīng)力的影響。韓少軍[15]、毛華杰[16]和王生武[17]等人通過有限元軟件ANSYS和Marc對滾壓強化過程進(jìn)行了數(shù)值模擬,研究了各種工藝參數(shù)對滾壓強化殘余應(yīng)力的影響規(guī)律。劉榮昌等人[18,19]數(shù)值模擬了曲軸圓角滾壓強化過程,研究了滾壓工藝、曲軸材料和滾壓工具等參數(shù)對滾壓強化殘余應(yīng)力以及曲軸疲勞性能的影響。
綜上所述,關(guān)于表面機械滾壓工藝參數(shù)對其所致殘余應(yīng)力的影響已有大量的試驗和研究。然而,據(jù)查閱文獻(xiàn)所知,目前研究預(yù)加載荷對表面機械滾壓強化殘余應(yīng)力的影響,還少有報道。
因此,基于ABAQUS有限元分析平臺,筆者建立三維表面機械滾壓有限元模型,提出一種新型的耦合顯式動力學(xué)-隱式靜力學(xué)的計算框架,探究預(yù)加載荷對表面機械滾壓強化殘余應(yīng)力的影響,為表面機械滾壓強化技術(shù)的工業(yè)應(yīng)用提供經(jīng)驗和理論支撐。
1 有限元模型
基于ABAQUS有限元分析平臺,筆者建立三維表面機械滾壓強化有限元模型,如圖1所示。
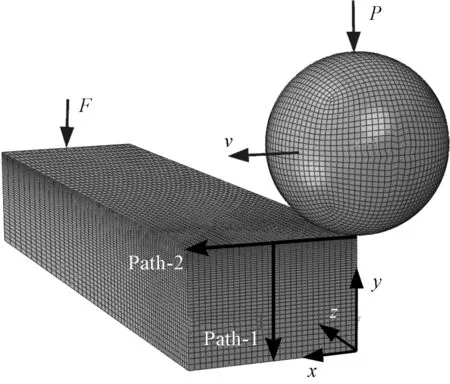
圖1 預(yù)加載荷作用下表面機械滾壓強化有限元模型
圖1中,板材的長、寬、高分別為12 mm、3 mm和2 mm,滾珠的直徑為3 mm。筆者采用三維八節(jié)點減縮積分單元(ABAQUS/C3D8R)對板材和滾珠模型進(jìn)行劃分網(wǎng)格,單元網(wǎng)格的最小尺寸為0.02 mm[14]18。由于滾珠具有超高的強度和剛度,在表面機械滾壓強化過程中,其變形可以忽略不計,可將滾珠處理成一個剛性體,剛性體的參考點位于其球心。
板材為AISI 4340鋼,筆者采用Johnson-Cook模型[20]表征其在表面機械滾壓強化過程中的動態(tài)應(yīng)力-應(yīng)變響應(yīng),即:
(1)

除此之外,板材的其他基本材料參數(shù)有:彈性模量E=210 GPa,泊松比ν=0.3和密度ρ=7 800 kg/m3。
具體取值如表1所示。

表1 AISI 4340鋼Johnson-Cook模型參數(shù)
2 數(shù)值模擬流程
預(yù)加載荷作用下,表面機械滾壓強化過程的數(shù)值模擬主要分為4個步驟完成,如圖2所示。
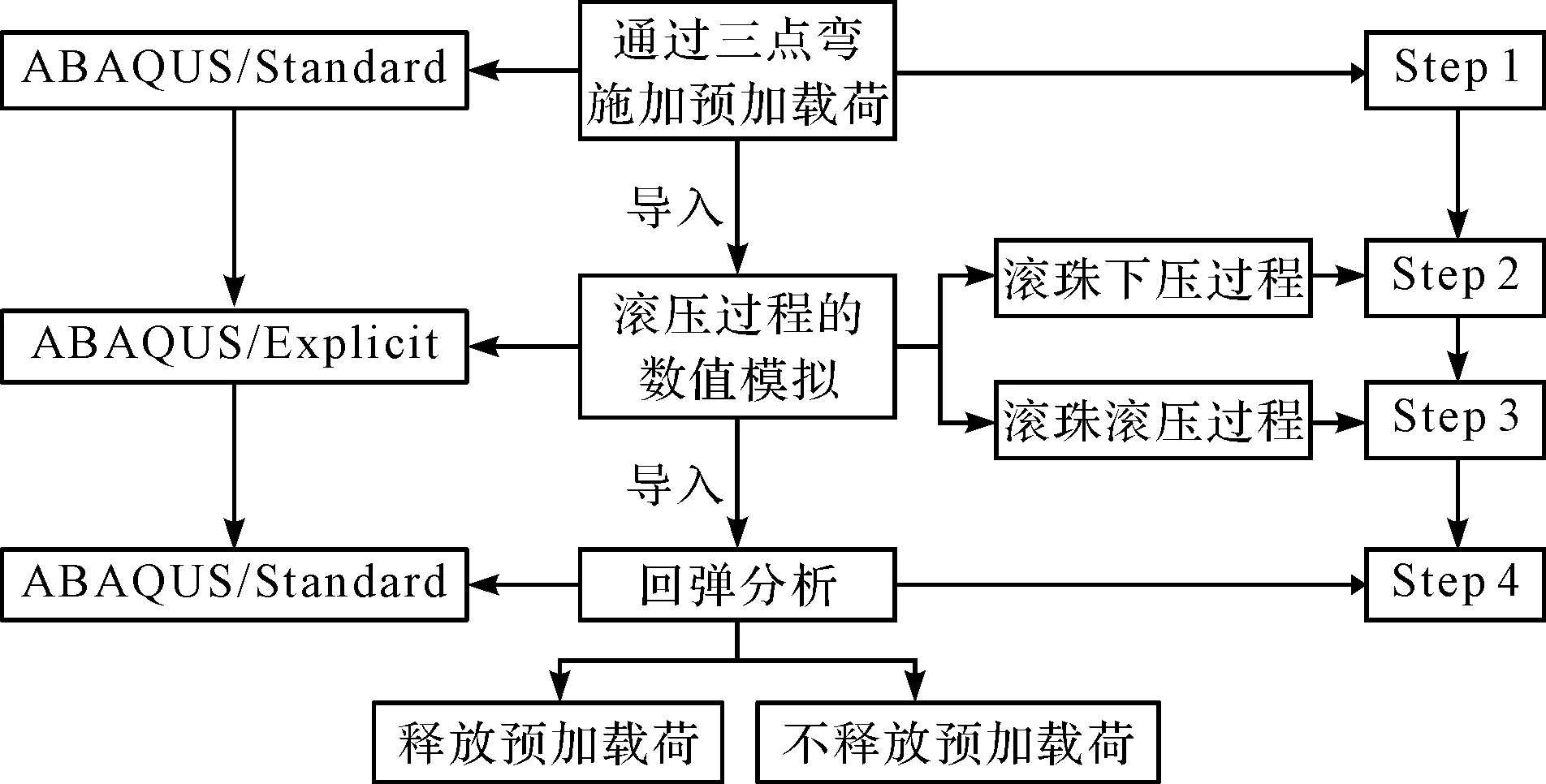
圖2 預(yù)加載荷作用下表面機械滾壓強化過程的模擬流程圖
首先,筆者在隱式靜力學(xué)模塊(ABAQUS/Standard),通過三點彎對板材施加預(yù)載荷(注意:在三點彎加載過程中要確保板材只處于彈性變形階段)。
具體的做法是:在板材承受滾珠滾壓的那一端面(記為滾壓端面)施加對稱約束,并固定其底端一邊;在板材另一端面施加預(yù)載荷(F)。這里采用位移載荷,通過彈性變形試算確定位移大小為0.05 mm[12]237和0.07 mm;
然后將隱式靜力學(xué)計算的預(yù)載荷導(dǎo)入到顯式動力學(xué)模塊(ABAQUS/Explicit),此時固定板材預(yù)載荷施加端以凍結(jié)預(yù)加載荷;同時在滾珠的參考點上施加下壓位移載荷,大小為0.1 mm;當(dāng)滾珠下壓后再進(jìn)行滾動處理,滾動速度為30 mm/s,方向沿圖1中的Path-2,滾珠從板材一側(cè)面滾到相對面所需時間為0.1 s。滾珠與板材之間的接觸采用罰函數(shù)法進(jìn)行計算,摩擦系數(shù)為0.3。
為了獲得穩(wěn)定的表面機械滾壓強化殘余應(yīng)力場,筆者將滾壓強化完成后的動態(tài)應(yīng)力場再次導(dǎo)入到隱式靜力學(xué)模塊(ABAQUS/Standard)進(jìn)行回彈計算(把回彈計算分為兩個工況進(jìn)行分析:釋放預(yù)加載荷和未釋放預(yù)加載荷)。對于釋放預(yù)加載荷,在回彈計算之前,將板材預(yù)載荷施加端的固定約束撤去;反之,未釋放預(yù)加載荷就是在回彈計算過程中一直保持對板材預(yù)載荷施加端的固定約束。
為了消除板材兩端滾壓起點和終點的影響,筆者在圖1中板材滾壓端面的中間位置建立一條厚度方向的路徑Path-1,用以分析數(shù)值模擬結(jié)果。
3 結(jié)果與討論
為了研究預(yù)加載荷對表面機械滾壓強化殘余應(yīng)力的影響,筆者設(shè)置4個模擬工況,分別記為:方案1、方案2、方案3和方案4。方案1是沒有預(yù)加載荷作用下的表面機械滾壓強化模擬,作為參考;方案2和方案3對應(yīng)的預(yù)加載荷分別為F=0.05 mm和0.07 mm,預(yù)加位移載荷的方向與滾珠下壓的方向一致;方案4預(yù)加載荷的大小與方案2相同,但方向相反。
在不同表面機械滾壓強化模擬工況下,滾珠下壓位移及其支反力的演化如圖3所示。
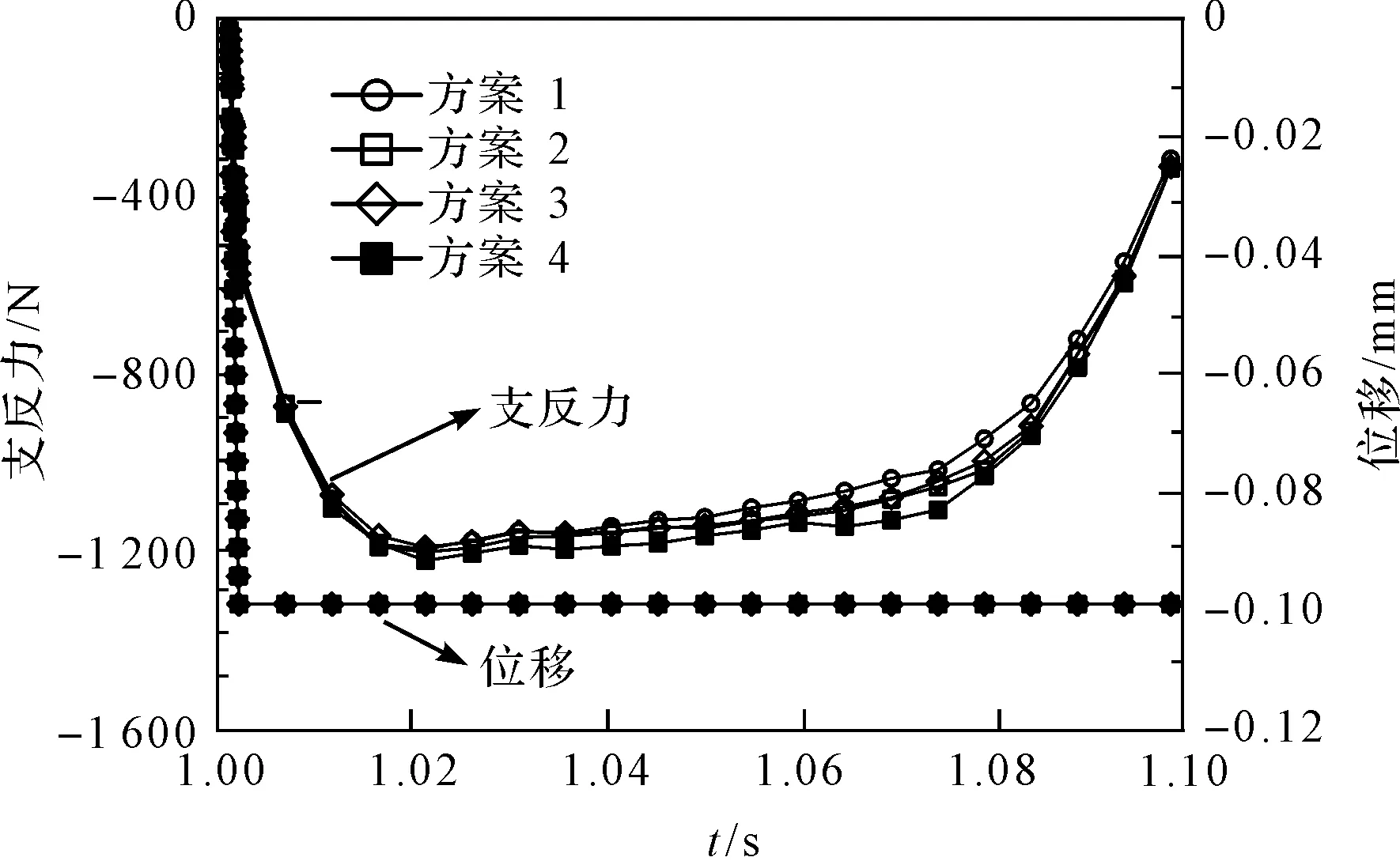
圖3 滾珠下壓位移及其支反力的演化
由圖3可見,滾珠在其滾動過程中下壓位移穩(wěn)定在0.1 mm,但其支反力在滾動過程中呈現(xiàn)先增大、然后相對穩(wěn)定、最后減小3個階段的變化趨勢;
從圖3中還可以看到,當(dāng)滾珠下壓0.1 mm后,其參考點的支反力增大至550 N,隨著滾珠滾動0.02 s,其參考點的支反力逐漸增大,最大支反力達(dá)到1 200 N;在滾珠滾動0.02 s到0.08 s的階段,其參考點的支反力略微有所減小,基本處于相對穩(wěn)定階段;在滾珠滾動0.08 s到0.1 s的階段,隨著滾珠到滾壓終點距離的減小,滾珠支反力逐漸減小。
在滾珠支反力的增加階段,不同表面機械滾壓強化工況響應(yīng)的支反力相差不大;但在支反力相對穩(wěn)定以及減小階段,對應(yīng)于相同的滾壓時間,方案1響應(yīng)的支反力最小,方案4響應(yīng)的支反力最大,方案2和方案3兩者相差不大。
考慮到預(yù)加載荷產(chǎn)生的主要應(yīng)力為圖1中z軸方向的應(yīng)力分量σz(記為S33),本文主要以σz(S33)為研究對象分析表面機械滾壓強化的殘余應(yīng)力。
在表面機械滾壓強化過程中,板材響應(yīng)的動態(tài)應(yīng)力如圖4所示。
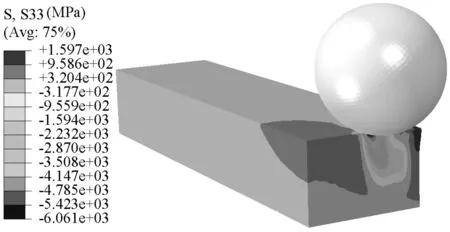
圖4 動態(tài)應(yīng)力云圖
板材與滾珠接觸區(qū)域的最大動態(tài)壓應(yīng)力達(dá)到6.06 GPa,壓應(yīng)力沿著板材厚度方向逐漸減小,在滾珠與板材接觸區(qū)域的前、后方均產(chǎn)生一定的動態(tài)拉應(yīng)力。
筆者將板材的動態(tài)應(yīng)力進(jìn)行回彈計算,得到不同模擬工況下板材穩(wěn)定后的殘余應(yīng)力如圖5所示。
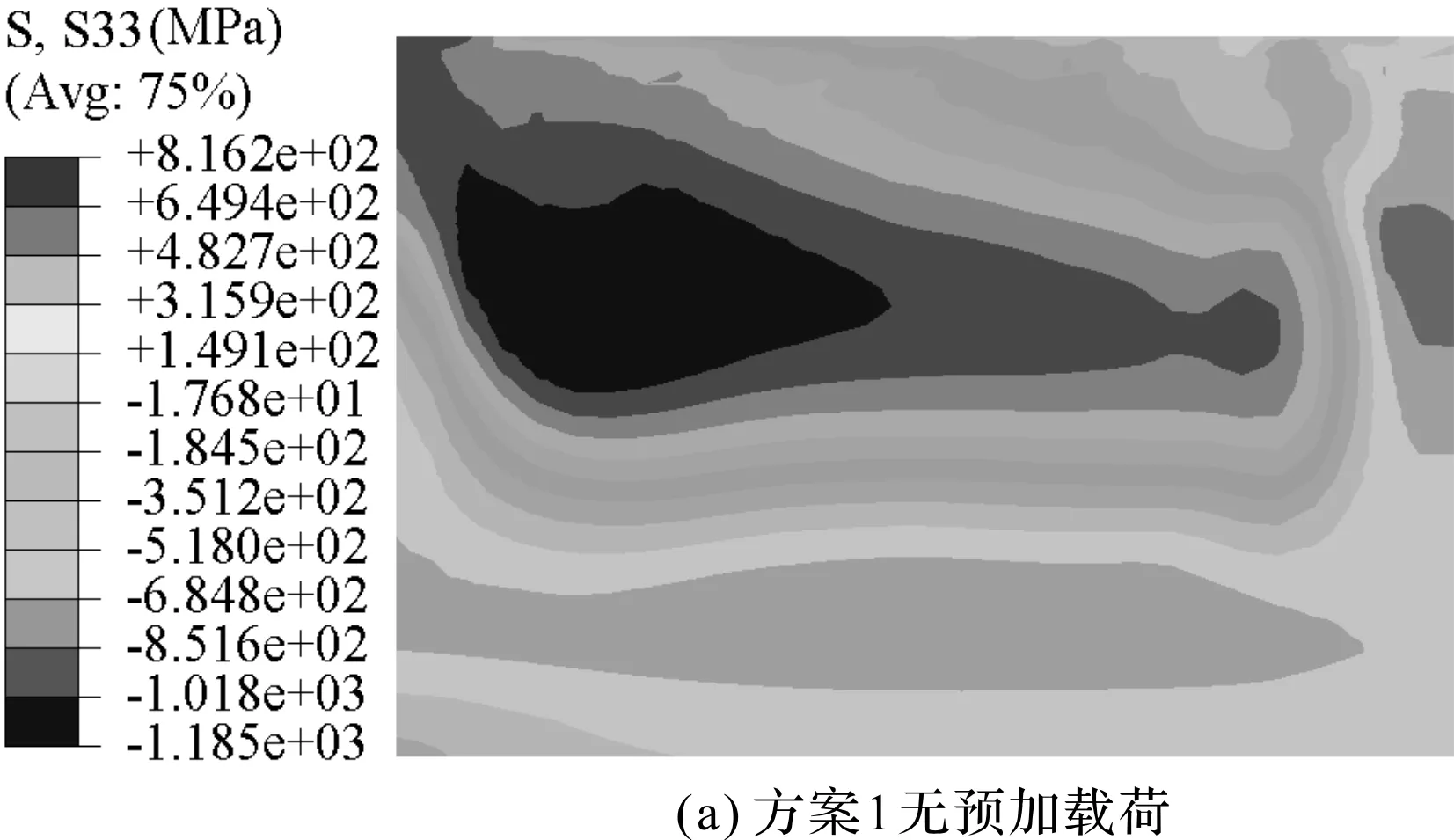
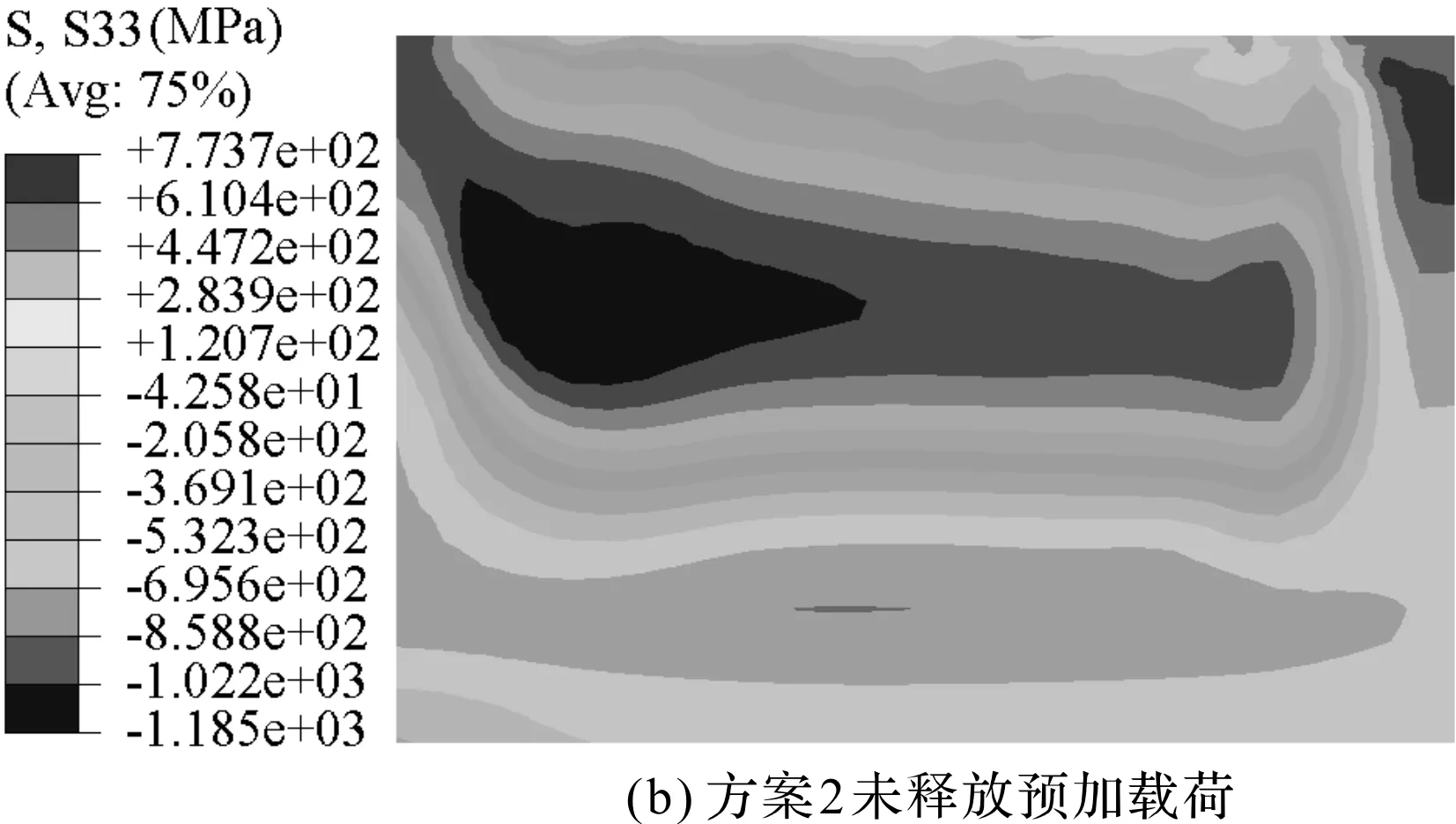
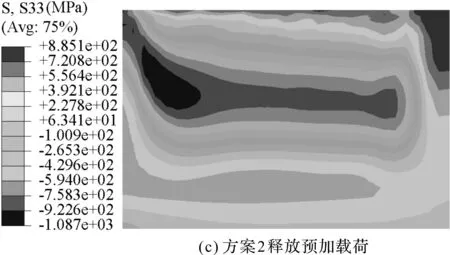
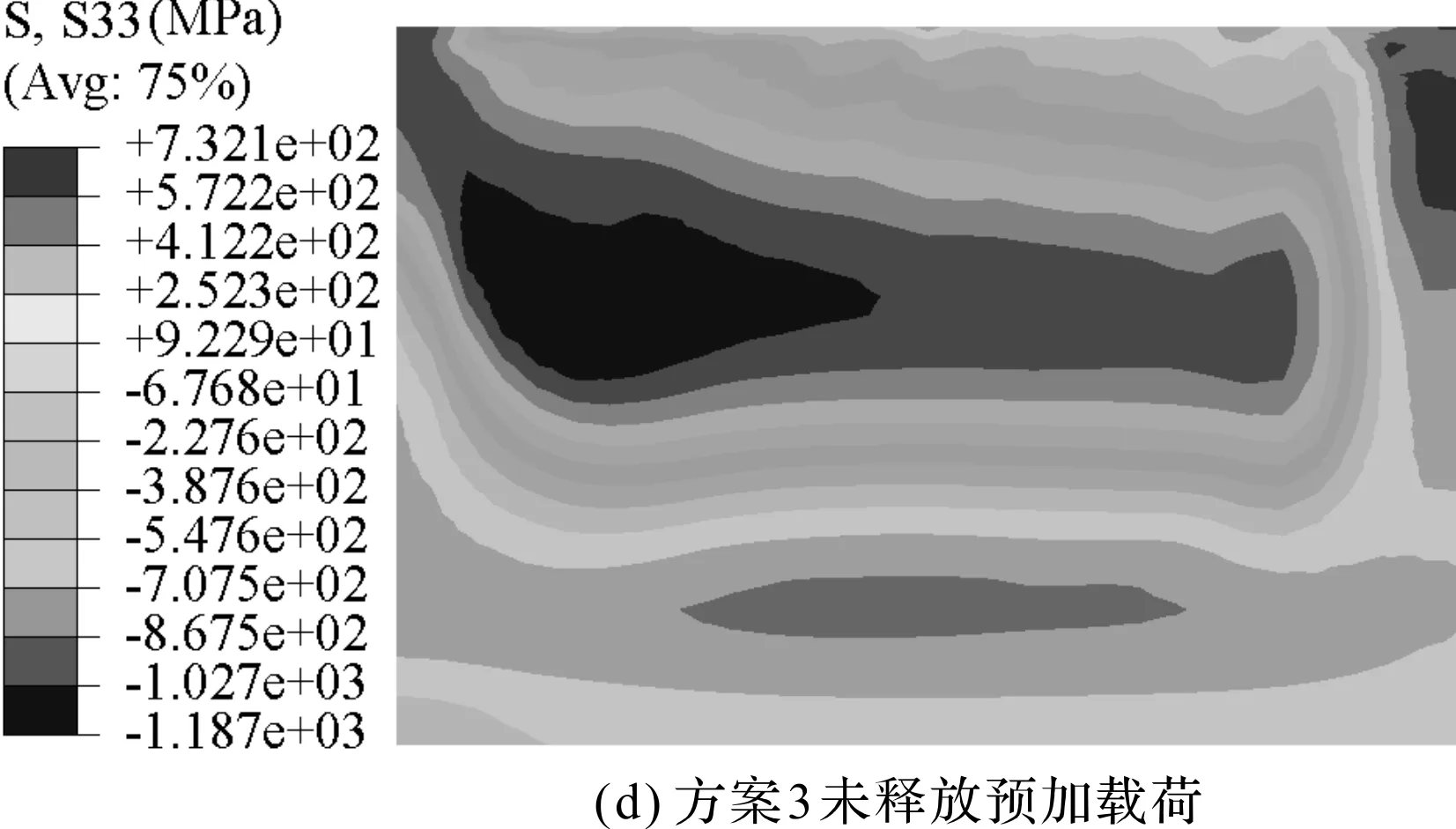
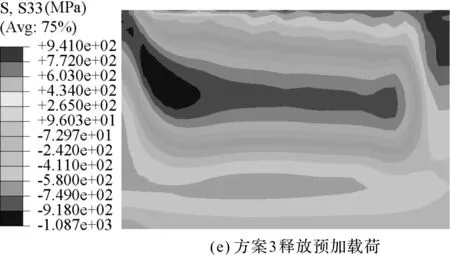
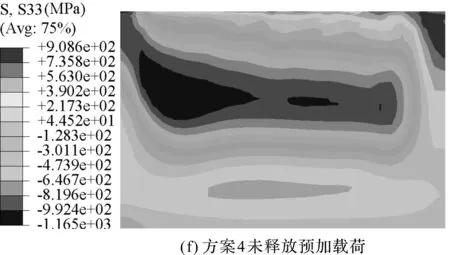

圖5 殘余應(yīng)力云圖
由圖5可見:板材在滾壓的起點形成殘余拉應(yīng)力,在滾壓的終點形成殘余壓應(yīng)力;板材內(nèi)部產(chǎn)生殘余壓應(yīng)力層,并且靠近滾壓終點端的殘余壓應(yīng)力明顯偏大。
相對于方案1(沒有施加預(yù)載荷的滾壓強化工況),由圖5(c,e,g)可知,預(yù)加載荷會增大板材滾壓起點端的殘余拉應(yīng)力,并且在釋放預(yù)加載荷的工況下表現(xiàn)得更加明顯。
為了消除板材上滾珠滾壓起點和終點的影響,板材對稱面上沿中間路徑Path-1(圖1)分布的殘余應(yīng)力如圖6所示。
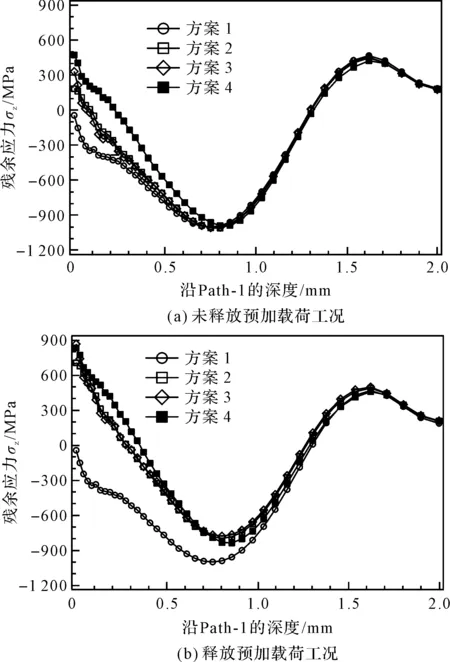
圖6 不同工況下殘余應(yīng)力沿板材厚度方向的分布
由圖6可見:相對于方案1,預(yù)加載荷在板材的表層及亞表層產(chǎn)生殘余拉應(yīng)力,其中方案4產(chǎn)生的殘余拉應(yīng)力更為顯著;對于未釋放預(yù)加載荷的工況,預(yù)加載荷對最大殘余壓應(yīng)力和殘余壓應(yīng)力的深度影響很小;對于釋放預(yù)加載荷的工況,預(yù)加載荷致使板材的最大殘余壓應(yīng)力小于方案1工況,但對殘余壓應(yīng)力的深度以及最大殘余壓應(yīng)力的深度影響不大。
為了進(jìn)一步研究預(yù)加載荷對表面機械滾壓強化殘余應(yīng)力的影響,筆者單獨比較方案1與方案2和方案4的殘余應(yīng)力分布如圖7所示。
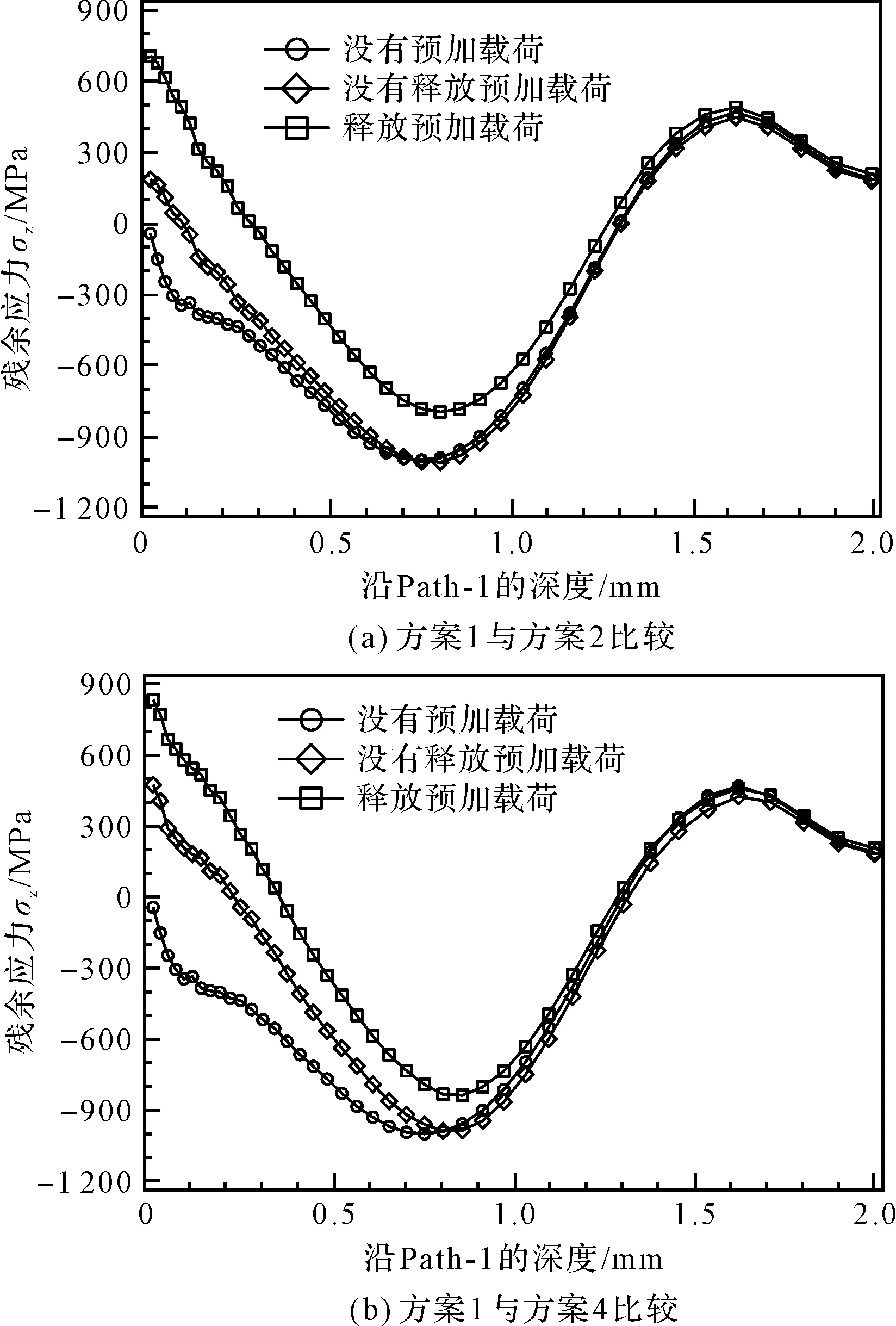
圖7 預(yù)加載荷對表面機械滾壓強化殘余應(yīng)力的影響
圖7中,方案2和方案4的預(yù)加載荷大小相同,但方向相反。從圖7中可以看到:釋放預(yù)加載荷會進(jìn)一步增大板材表層及亞表層的殘余拉應(yīng)力,減小其最大殘余壓應(yīng)力,其中以方案4工況表現(xiàn)得更為顯著。
由此可見,在預(yù)加載荷作用下進(jìn)行表面機械滾壓處理,對其所致的殘余應(yīng)力是不利的,板材表層及亞表層會產(chǎn)生殘余拉應(yīng)力,板材內(nèi)部的最大殘余壓應(yīng)力也會有所減小,并且釋放預(yù)加載荷會進(jìn)一步加劇這種對表面機械滾壓強化殘余應(yīng)力不利的影響。因此,在表面機械滾壓強化工過程中應(yīng)當(dāng)避免工件承受預(yù)加載荷。
4 結(jié)束語
為了探究預(yù)加載荷對表面機械滾壓強化殘余應(yīng)力的影響,本文基于ABAQUS有限元分析平臺,建立了表面機械滾壓強化三維有限元模型,通過耦合顯式動力學(xué)(ABAQUS/Explicit)與隱式靜力學(xué)(ABAQUS/Standard),模擬了預(yù)加載荷作用下的表面機械滾壓強化過程。研究結(jié)果表明:
(1)在相同的滾珠下壓位移載荷下,表面機械滾壓強化過程中滾珠支反力經(jīng)歷先增大、然后相對穩(wěn)定和最后減小的3個階段,預(yù)加載荷會增大后兩個階段的滾珠支反力;
(2)表面機械滾壓強化會在板材表層及亞表層產(chǎn)生有益的殘余壓應(yīng)力,但預(yù)加載荷會導(dǎo)致滾壓強化后的板材表面產(chǎn)生殘余拉應(yīng)力;
(3)相對于未釋放預(yù)加載荷工況,表面機械滾壓強化后釋放預(yù)加載荷會減小板材滾壓強化的最大殘余壓應(yīng)力;
(4)相對于預(yù)加載荷方向與滾壓力方向一致的工況,與滾壓力方向相反的預(yù)加載荷會進(jìn)一步削弱板材亞表層的殘余壓應(yīng)力。
該數(shù)值模擬結(jié)果對表面機械滾壓處理技術(shù)的發(fā)展以及滾壓強化殘余應(yīng)力的定量研究有一定的指導(dǎo)意義。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
當(dāng)代工人(2020年8期)2020-05-25 09:07:38
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
中國塑料(2016年3期)2016-06-15 20:30:00
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2015年12期)2016-01-25 00:41:49
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
