球磨機端蓋裂紋的修復
2021-08-25 02:03:36李文濤
設備管理與維修 2021年14期
李文濤,牟 鵬
(洋縣釩鈦磁鐵礦有限責任公司,陜西漢中 723300)
0 引言
洋縣釩鈦磁鐵礦有限責任公司(以下簡稱“公司”)磨選車間選鐵選礦工藝流程為“三段階磨階選”選礦工藝:一段磨礦由4 臺Φ2700×4500 濕式格子型球磨機構成;二段磨礦由1 臺Φ2700×4500 和1 臺Φ2400×4500 濕式格子型球磨機組成;三段磨礦由3 臺Φ1830×7000 溢流型球磨機組成。其中,一段的1臺Φ2700×4500 型球磨機在生產過程中進料端端蓋靠近中通軸處出現礦漿泄漏問題,停機檢查后發現進料端端蓋4#位置出現裂紋(圖1)。拆卸下進料端的襯板后發現,內側裂紋不明顯,外側裂紋長達600 mm、最寬處約1 mm,裂紋處端蓋厚約60 mm。

圖1 進料端端蓋出現裂紋
由于進料端端蓋靠近中空軸處出現裂紋,球磨機不能再繼續運轉,否則可能發生重大設備安全事故,給公司造成重大的經濟損失,該端蓋只能更換新端蓋或經過技術處理后再使用。與有關鑄造單位聯系,制作一個新端蓋的費用約10 萬元。另外,該設備屬于收購私人企業遺留的設備,公司及現場沒有相關圖紙,需要現場測量后再鑄造到加工結束需要45 d,再加上現場拆裝最快需要10 d 完成,將嚴重影響生產。經公司、車間技術人員及維修人員開專題技術討論后,決定自行修復。
1 端蓋出現裂紋原因分析
(1)機修工在更換球磨機端襯板時,為省事和節約時間,經常用氧氣、乙炔先割去襯板螺栓,然后用大錘敲打螺栓,造成端蓋局部受熱,且端蓋表面被砸引起震動,進而引起端蓋內部的應力集中爆發,導致出現裂紋。
(2)從裂紋的位置來看,球磨機端蓋裂紋的位置在中空軸的根部,該區域承載的扭力及應力最大。拆下進料端襯板從里面看,裂紋表面有沙眼,這是在鑄造過程中毛胚沒有經過處理就加工導致的內部存有應力集中,在運轉過程中交變應力集中爆發導致裂紋。這是裂紋產生的主要原因。
(3)球磨機每次停機超過8 h 以后,礦漿和鋼球凝結成一體,崗位操作人員為了省事,開機前沒有對球磨機進行盤機,導致啟動一瞬間端蓋承載的扭矩較大、產生裂紋。
綜合分析認為,球磨機端蓋金屬疲勞及運轉過程中交變載荷傳遞到中空軸,是導致球磨機出現裂紋的原因。
2 確定端蓋的材料
查原始資料,該球磨機端蓋材料為ZG35#鑄鋼(ZG270-500),其化學成分見表1。

表1 端蓋化學成分 %
3 制定焊接修復方案
球磨機端蓋屬于鋼性較大的鑄造件,在運行中要承擔較大的交變載荷,這就要求修復的裂紋部分具有較好的韌性和抗裂性能,且端蓋靠近中通軸處厚度較大(80 mm),再加上球磨機自身負荷重,現場自行修復一般采用手工電弧焊焊接裂紋。目前應用較為廣泛的焊接方法是熱焊法和冷焊法,經查閱大量焊接資料及文獻,冷焊法在大型ZG35#鑄鋼上尚未有成功案例,故采用熱焊法對端蓋進行焊接修復。
4 焊接技術問題交底
(1)焊接時必須防止發生軸向串動和徑向振動,嚴格控制焊接變形量保證焊接質量。
(2)為保證焊縫的力學性能和母材的性能相匹配,焊縫金屬的強度要求和端蓋母材的強度基本一致,但為防止焊縫熱烈現象,焊縫碳含量應比端蓋母材稍低一些。
(3)現場保溫措施不到位,焊縫處會出現新的應力導致變形,繼而出現新的裂縫。因此,焊前預熱250 ℃,預熱區域為補焊區域300 mm 左右。
(4)焊接的焊縫與筒體可能存在開裂現象,焊接前先用角磨機開坡口,禁止用氧氣、乙炔開坡口,要求坡口周圍清理干凈,且要求兩個人分段多次內、外同時焊接,每段焊接完畢后應立即采用小錘擊打焊縫,且采用保溫措施緩慢降溫,以降低焊縫熱應力。焊后對焊縫宏觀檢查,不得有裂紋、未熔合等焊接缺陷。
(5)待焊接完成后,先焊縫整體300 ℃熱處理,并用石棉內、外保溫靜置24 h,然后用砂輪機打磨焊縫表面。
5 焊條的選擇
該設備是收購原私人企業遺留的設備,設備于2003 年左右購進,球磨機端蓋材料為ZG35#鑄鋼件。選擇Φ3.2 mm 和Φ4.0 mm J507 堿性焊條焊接,該焊條在鑄鋼件上的焊接強度和結合力都很好,不容易出現夾雜現象。
6 焊接工藝方案
在裂紋焊補過程中焊接工藝很重要,很容易出現焊補失敗。下面對焊接工藝作如下說明:
(1)焊接前先開內、外部焊接坡口。按分段處理(圖1):先開3#—4#段內、外坡口,坡口寬15 mm、深30 mm;4#—1#段先不開坡口,因為在焊補時3#—4#段未開坡口的位置可起支撐裂紋的作用,減少焊補過程中焊縫的收縮量。
(2)焊接前,將需要使用的J507 焊條在300 ℃左右烘烤約1 h,并用焊條筒帶到現場隨用隨取。
(3)焊接開始時,由于球磨機內空間有限安排2 人分成1組,球磨機筒體內、外各1 人,要求2 人同時焊補3#—4#段坡口,這樣焊補的焊縫應力對稱、不易導致焊縫變形,焊完后用錘擊打焊縫并清理焊渣(用力不要很大)以減小焊縫應力和焊縫夾渣。多層多道焊補控制焊縫溫度在200 ℃左右,現場用紅外線測溫儀測量溫度,超過400 ℃停止焊接,中空軸溫度不宜較高,不然容易產生集中應力、出現裂紋。
(4)待3#—4#段堆焊平后,用同樣的辦法將4#—1#段開坡口,焊補工藝和方法與3#—4#段焊補一樣。
(5)由于焊縫焊補的強度達不到原來的強度,焊縫內、外用鋼板滿焊焊接以滿足強度的要求(圖2)。待裂紋全部焊補后,在裂紋外側焊接4 塊加強筋(厚度30 mm 的鋼板作為加強筋);為了保護端蓋內部裂紋焊補焊縫不被礦漿沖刷,用鋼板制作圓環在端蓋內部焊接加強圓環(Φ1340 mm×1500 mm×20 mm 鋼板作為加強圓環)。
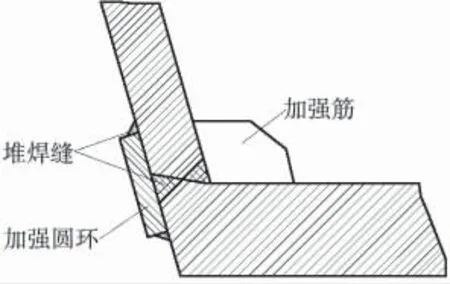
圖2 焊接位置
7 結論
球磨機端蓋靠近中空軸裂紋的焊補屬于大厚度鑄鋼件焊補,容易在焊縫熔合區產生裂紋現象,但是當采用了堆焊和分區間焊接方法,焊縫堆焊區可以減少應力集中,不易產生裂紋。該焊補完成后,使用2 個月內設備未發生焊縫漏礦漿現象,說明本次裂紋焊補成功。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
