基于PLC 的鋼卷自動打捆機控制系統設計
2021-08-27 09:15:38趙嘉珩王紅軍康運江竇富萍
設備管理與維修 2021年11期
關鍵詞:信號
趙嘉珩,王紅軍,3,康運江,竇富萍
(1.北京信息科技大學機電工程學院,北京 100192;2.機械科學研究總院機科發展科技股份有限公司,北京100044 3.高端裝備智能感知與控制北京市國際科技合作基地,北京 100192)
0 引言
隨著經濟的飛速發展、人們的生活水平也隨之提高,這也帶動著人們的消費觀念和消費水平進行著轉變與提升。在這個契機下,冷軋鋼卷行業也得到快速發展,對鋼材的質量和數量有了更大的需求,粗鋼產量同比增長。據國家統計局數據,2019 年1—12月全國生鐵、粗鋼和鋼材產量分別為80 937 萬噸、99 634 萬噸、120 477 萬噸,同比分別增長5.3%、8.3%、9.8%,其中粗鋼產量超越了全球粗鋼總產量的53%[1-2]。隨著鋼材生產量的日益增加,對鋼材包裝的需求也進一步提升。作為鋼材包裝的最后一道程序,鋼材的打捆包裝直接影響鋼材的質量和運輸儲存時的質量。隨著鋼材生產量的日益增加,急需研發鋼材包裝的自動化設備和裝置。
目前,國外的鋼鐵生產企業對鋼卷的包裝要求嚴格,自動化程度高,擁有鎖扣質量好的的全自動包裝機的技術,使得這些企業的打捆機在國際市場上有著很高的競爭力,如美國的SIGNODE 公司、意大利的ITIPACK 公司等。相比國外的情況,我國目前也是世界上的鋼材生產大國,國內的大型鋼鐵企業有資金可以由國外引進整組全自動包裝打捆機,大多數國內中小型的鋼材生產企業由于資金或技術的原因,仍采用半自動打捆機或者手工進行打捆。這些大大的增加了廠商的運營及維護的成本。目前國內的大部分全自動打捆頭仍由國外進口,并且國外對打捆技術也有著專利技術的封鎖,這直接導致國內在鋼材打捆技術方面進展緩慢,研究全自動鋼材打捆頭是提升鋼鐵包裝行業競爭力的重要途徑之一。國內的一些大學以及企業對于全自動包裝進行了相關的研究,并且取得了一些研究成果[3-10],但是還不能完全適應蓬勃發展的鋼材包裝的需求。亟需開展鋼材自動包裝設備的研制和開發。
分析鋼卷自動打捆機的自動化工作需求,設計了基于PLC控制系統開發,并進行了仿真驗證測試,結果表明,該控制系統功能完善、有效,滿足設計要求,可以實現設備的自動化控制。
1 鋼卷自動打捆機的整體結構與工藝
鋼卷打捆機主要由打捆機頭、打捆機頭升降裝置、機架、導帶槽、懸臂等部分組成,如圖1 所示。

圖1 周向打捆機總體結構示意圖
鋼卷打捆機完成一個鋼卷打捆的工藝流程:首先機架移至指定點位,機頭下降;機頭降至鋼卷表面后由打捆機頭完成送帶、收緊、打鎖扣、切帶;重復進行三次打捆。機頭復位后,判斷是否為最后一次打捆,若為第三次打捆,則使機架復位至初始位置,若不為第三次打捆,則準備進行下一點位打捆,如圖2 所示。

圖2 打捆機工藝流程
2 鋼卷自動打捆機的控制方案設計
2.1 控制系統方案設計
自動打捆機的自動化控制,共分為4 種模式:自動控制模式及手動分步控制模式、報警模式和急停模式。
當處于報警模式或急停模式時,設備不會執行任何指令以保證安全,只有解除報警模式或急停模式后,方可對設備進行操作。控制系統主控流程如圖3 所示。
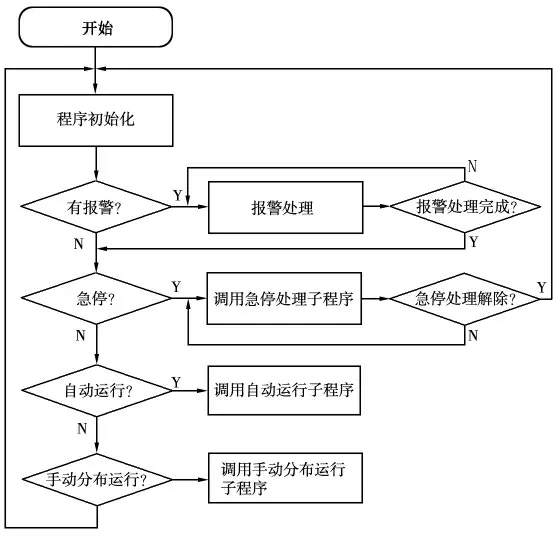
圖3 控制系統流程方案
2.2 打捆機頭控制單元設計
當機架移動到位后,PLC 向控制機頭上下運動的伺服電機發出啟動信號,機頭開始下降動作。由于在實際生產過程中,有著不同規格、不同大小的鋼卷尺寸,故在機頭下降時根據鋼卷尺寸進行自動調節和控制。
在機頭處設置一個行程開關并附有檢測裝置,在機頭下降到鋼卷時行程開關與鋼卷表面接觸。當行程開關觸碰到鋼卷表面時,觸發行程開關自動接通,同時向PLC 發出感應信號,停止機頭移動伺服電機工作。
機頭到位是否是整個打捆過程必不可少的一個位置檢測信息,根據此信息實現控制系統數字輸入信號的觸發,即實現對機頭行進時的到位檢測。打捆機頭下降到位檢測裝置如圖4所示。

圖4 打捆機頭下降位置到位檢測裝置
機頭下降控制單元程序流程如圖5 所示。收到懸臂在液壓缸驅動下閉合完成信號后或操作員由操作面板發出機頭下降命令后,PLC 向執行機構發出啟動命令使打捆機頭開始下降,當下降到鋼卷表面時觸發行程開關,PLC 收到信號使控制打捆機頭下降的電機停止工作,等待下一步驟的指令發出。

圖5 打捆機頭控制單元流程
2.3 送帶過程控制單元設計
送帶過程中,當鋼帶到達所需要的指定位置后,執行后續捆帶卡緊、收緊等操作。需要對位置到位與否進行檢測。檢測裝置為彈性撥片,當導帶槽捆帶終點位置無捆帶時,撥片處于初始位置;待捆帶到達導帶槽末端時,由鋼帶推動撥片,使撥片接觸到行程開關,此時行程開關狀態發生改變,向PLC 發出感應信號,PLC 收到行程開關狀態發生改變后向捆帶壓緊裝置發送開始命令同時停止送帶伺服電機工作,鋼卷到位檢測裝置如圖6 所示。

圖6 捆帶到位檢測裝置
送帶控制單元信號流程如圖7 所示。當手動打捆模式時操作員按下送帶按鈕或自動打捆模式中PLC 收到上一步驟到位信號后,由PLC 輸出信號控制送帶電機進行捆帶送出,當捆帶沿著導帶槽到達指定位置后經由上述檢測裝置,觸發行程開關,PLC 收到到位信號向送帶電機發送停止信號并向下一步工序發送開始命令或等待操作云進行下一步驟的操作。

圖7 送帶控制單元流程
3 控制系統的硬件設計
3.1 計算I/O 點數
可編程邏輯控制器通過模塊來實現與工業生產的聯系,模塊的選擇非常重要。在選用I/O 模塊的時候,并不是點數越多,效果越好;如果所選擇的I/O 模塊的點數遠遠多于設備控制時所需要的點數,會造成資源浪費。通常,先對設備所需要的I/O點數進行統計,按照實際需求的點數預留出15%~20%的富余量,以便在后續過程中對模塊進行擴展。一般情況下,一個I/O元件需要占用一個I/O 點,在考慮到程序設計過程中需要的調整與補充,設計選用12 個輸入點與9 個輸出點,I/O 點數統計見表1。

表1 I/O 點數統計
3.2 計算I/O 存儲器容量
PLC 的內存分為多種類型,它的容量決定著PLC 控制程序可被容納的長短,一般來說以字節為單位進行計算。此外,用戶程序的占用內存量取決于很多方面,例如:I/O 點數的多少,整體程序段的大小,程序采用的運算方法以及程序所需的控制需求等一系列的因素。根據資料查詢,以往的大部分PLC 設計、I/O點數、以及其他功能元件的內存占用情況估算:
開關量輸入元件:10-15B/點
開關量輸出元件:4-10B/點
定時器/計數器:3B/個
模擬量:110-160B/個
通信接口:一個接口需要300B 以上
根據上述的元件內存占用情況,額外增加20%左右的備用量,估算出大致需要的內存大小,以此為依據選擇使用的PLC型號。系統12 個輸出點與9 個輸入點,共用到12 個定時器,共需要370B 的內存。CPU 模塊的選用可為西門子PLC 315-2DP。
3.3 PLC 產品選用
同一條生產線中對于PLC 的選用應盡量保持一致,有益于工作人員對于備用設備的管理與采購、檢修與維護,采用西門子公司生產的可編程邏輯控制器作為全自動鋼卷打捆機的控制系統。
4 自動控制模式程序設計
自動打捆程序使用順序程序設計法,將打捆機對鋼卷全部打捆工作按時序排列進行程序開發。整個打捆機工作流程圖如圖8 所示,每個鋼卷需要進行三次打捆操作。

圖8 打捆機自動控制程序流程
4.1 懸臂閉合
機架到達指定位置后,傳感器向PLC 發出到位信號,機架下端的懸臂在液壓缸的控制驅動下,開始閉合,使導帶槽導通,觸發到位傳感器,使懸臂到位傳感器置狀態由0 變為1,PLC 向執行機構發送動作停止命令,懸臂動作停止,延時1 s 后發出下一步驟的操作命令。若超過一定時間未檢測到動作到位信號,則自動跳轉至報警模式。自動控制模式下懸臂伸出程序如圖9所示。

圖9 自動控制模式下懸臂伸出程序

4.2 機頭下降動作
在完整的一次自動打捆過程中,共有3 次機頭下降動作,每一次的動作開始信號,均為接收到上一步中懸臂到位傳感器發出到位信號后才開始進行機頭下降,否則不會發出機頭動作開始的命令。當PLC 收到懸臂到位信號后,PLC 向機頭電機啟動器發出開始信號,機頭在電機的帶動下逐漸向鋼卷靠近,當檢測裝置檢測到機頭到達鋼卷表面,向電機發送停止命令,機頭下降結束。自動控制模式下懸臂閉合程序如圖10 所示。

圖10 自動控制模式下懸臂閉合程序

除上述兩段程序外,此次設計控制系統的其他程序段,同樣是在PLC 接收到上一動作到位的信號后,向下一動作的執行件發送執行命令。且在動作結束后有到位傳感器提示PLC 停止此動作。
在機頭復位程序后,會執行一個判斷程序,判斷此次打捆是否為此鋼卷的第三次打捆,若為第三次打捆,進行機架復位;若不是第三次打捆,繼續進行下一次打捆操作。
4.3 控制系統的控制面板設計
運用了WinCC flexible SMART 組態軟件進行設計控制面板設計,上部為打捆的示意圖,下部為打捆的工作流程,如圖11所示。手動打捆時,操作員通過面板上的步驟分步完成打捆操作;當采用自動打捆模式后,打捆機依照預先設定的順序程序依次進行打捆的各個操作,控制面板中可以顯示當前打捆步驟與打捆狀態。當出現緊急情況時,可按下控制面板上的急停按鈕,設備立即停止工作,在急停按鈕未回復前無法啟動打捆機。
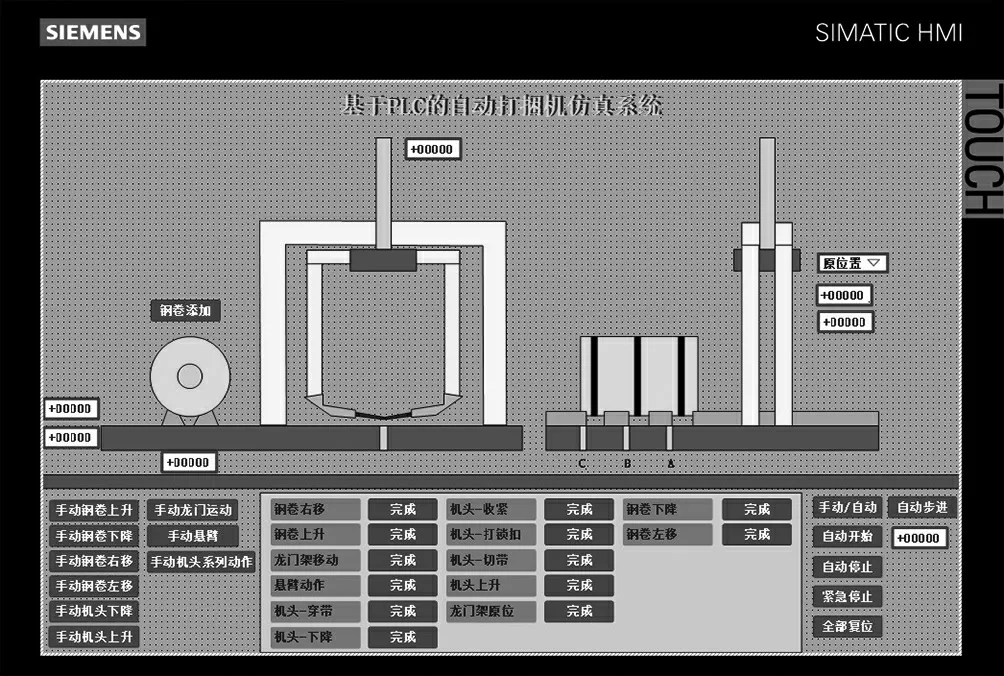
圖11 打捆機控制面板
4.4 自動控制系統的仿真檢驗
將PLC 程序下載到虛擬裝配的可編程邏輯控制器中,使用仿真軟件S7-PLCsim,進行仿真。啟動仿真軟件WinCC RT Start,通過操作控制面板中的預設按鈕控制打捆機進行打捆,驗證結果表明,該控制系統達到實際要求,實用有效。該方法為系統的實施驗證提供了有力的工具。急停狀態仿真如圖12所示,運行狀態判斷框如圖13 所示,第一次打捆完成仿真如圖14 所示。

圖12 急停狀態仿真示意圖

圖13 運行狀態判斷框示意圖

圖14 第一次打捆完成仿真示意圖
5 結束語
分析了鋼卷自動打捆機的結構和工藝流程,按照其自動化控制需求,基于可編程邏輯控制器,研制了全自動鋼卷打捆機的控制系統。基于西門子博圖V15.1 軟件開發了打捆機的控制面板,采用S7-PLCsim,對控制系統進行了仿真驗證,驗證了系統程序的有效性及可行性。該系統可以方便實現打捆機的自動化控制。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06