工程機械支腿結構焊接菱形變形的控制與研究
2021-08-31 02:24:24周燕妮
中國新技術新產品 2021年11期
周燕妮 李 輝
(1.中國礦業(yè)大學徐海學院,江蘇 徐州 221000;2.徐工消防安全裝備有限公司,江蘇 徐州 221000)
0 引言
焊接是現代工業(yè)生產和科學技術發(fā)展中的關鍵技術之一,作為一種基本的加工方法,在工業(yè)生產制造中具有舉足輕重的地位[1]。但焊接局部受熱,焊后存在不同程度的殘余應力及變形,焊接變形不僅會影響結構的外觀,而且影響拼裝構件的安裝精度,焊接后需要對變形進行矯正,然而矯正過程會耗費很大的人力、物力、財力。該文對不同工藝條件下的焊接變形和應力進行研究,可解決很多結構中的焊接變形問題[2]。該文主要通過優(yōu)化焊接工藝,控制工程機械箱型支腿結構焊接菱形變形。
1 工件結構及變形數據分析
1.1 試驗構件結構形式
工程機械工作時,為提高其穩(wěn)定性,須在車身周圍伸出4 個支腿支撐地面,如圖1 所示。其支腿在車架內伸縮,須控制其配合間隙,因此要嚴格控制支腿的外形尺寸。支腿工作時受力大、板厚,左右側板厚度均為8mm,上下蓋板厚度均為12mm,材質為低合金高強鋼Q550,支腿設計為箱型焊接結構。箱體支腿主要由上下蓋板和左右側板連接的4 條長角焊縫以及四邊形各面上加強板的連接焊縫組成。

圖1 工程機械支腿圖
焊后箱體發(fā)生菱形變形,由均為直角的長方形,變形為偏離直角的菱形。即長方形橫截面發(fā)生了傾斜,由直角變形為鈍角或銳角,變形量約4mm,如圖2 所示。為控制支腿配合間隙,保證支腿裝配順利,須將傾斜的多余尺寸進行機加工切削。若變形量大于機加工余量,還需先進行壓力調形[3],增加加工成本及生產節(jié)拍。
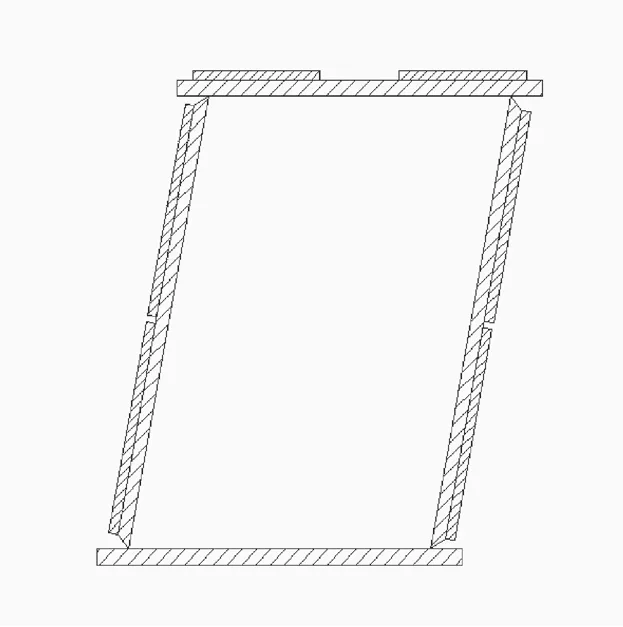
圖2 支腿焊接菱形變形圖
1.2 焊接變形數據分析
收集支腿整個焊接過程的變形數據,找出主要引起菱形變形的工序,進行重點控制試驗。箱型支腿的焊接分成2 遍焊接工序,一遍焊接支腿的箱體結構,焊接上下蓋板和左右側板連接的4 條長角焊縫。二遍在箱體的基礎上拼點焊接四邊形各面上加強板的連接焊縫。整體焊后變形數據見表1。
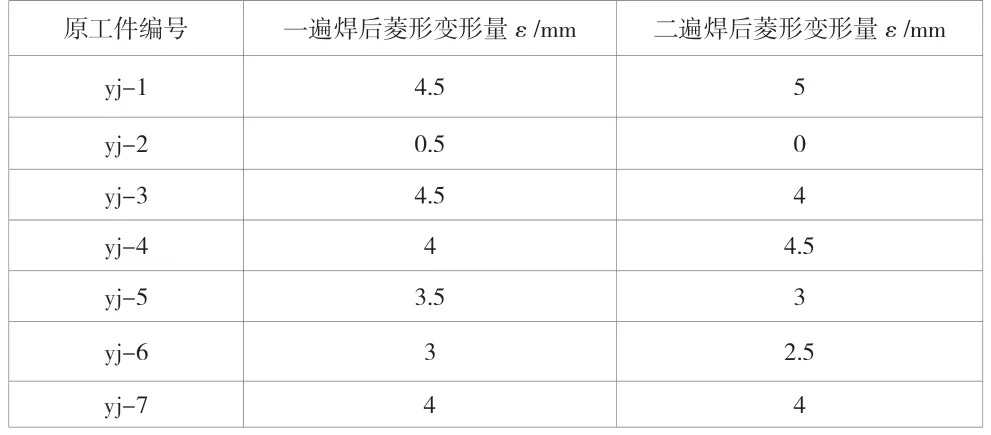
表1 原工件焊后菱形變形量
由表1 可知,箱型支腿一遍焊接后菱形變形量約為3mm~4.5mm,二遍焊接后菱形變形量約為2.5mm~5mm。支腿的焊接菱形變形主要由一遍焊接引起,二遍對菱形變形影響約為0~0.5mm,可忽略不計。因此,主要在支腿一遍焊接工序上,研究其控制變形的方案。
2 試驗方案
焊接是一種瞬時局部熱輸入的過程[4],熱量高度集中。焊接生產過程中不均勻的受熱和冷卻,且受周邊區(qū)域的約束,在焊接后會產生較大的殘余應力及變形[5]。支腿的菱形變形主要由箱型的4 條長角焊縫的焊接變形引起,焊縫尺寸相同,但在焊接過程中焊接順序會導致結構剛度變化,先焊焊縫剛度約束最小,變形最大,后焊焊縫的剛性約束越來越大,變形逐漸減少,從而引起4 條長角焊縫角變形大小不一,導致箱體焊接結構菱形變形。研究人員可以調整焊接順序進行試驗,減小其焊接變形量[6]。
2.1 單邊V 型打底焊接順序優(yōu)化方案
打底焊焊接順序優(yōu)化實驗主要調整4 條長角焊縫的打底焊接順序,使左右兩邊打底焊焊縫角變形量相近或相同即可,使焊接菱形變形相互抵消。具體方案見表2。
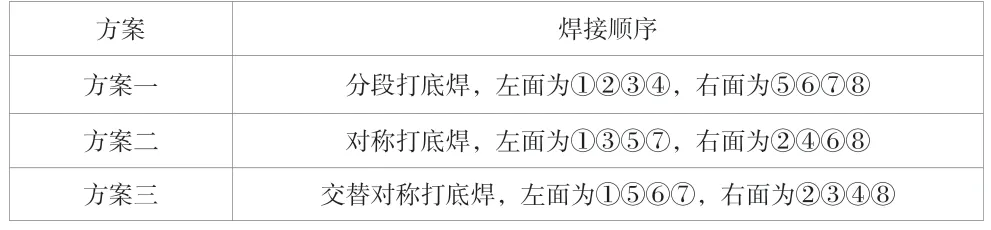
表2 優(yōu)化打底焊焊接順序試驗方案
為減小焊接變形,方案一將長打底焊縫采用分段退焊法焊接,如圖3 所示。方案二,則采用兩側打底焊縫進行分段對稱焊接,如圖4 所示。方案三,兩側打底焊縫使用交替分段對稱焊接,即第一小段的焊接先后順序與第二小段的順序相反,第三小段的焊接先后順序又與第二小段的順序相反,依次類推,如圖5 所示。
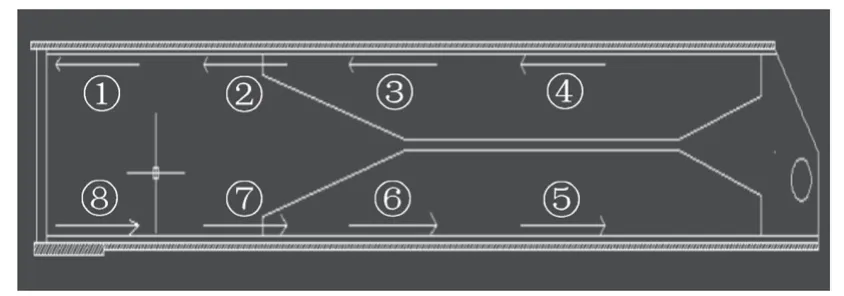
圖3 方案一打底焊順序圖
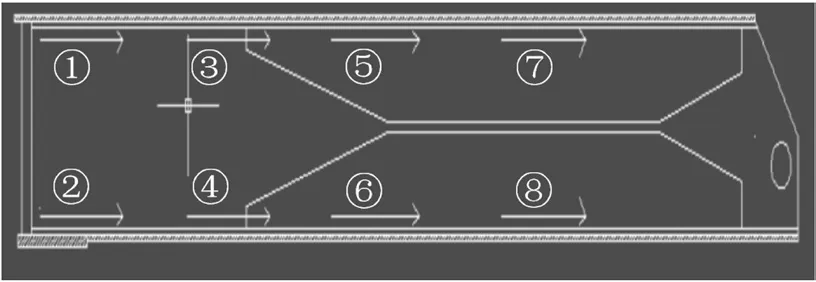
圖4 方案二打底焊順序圖
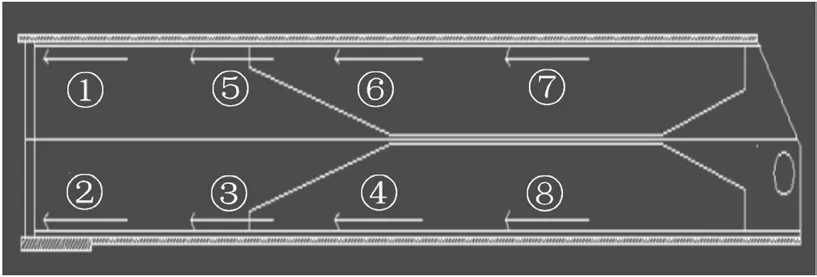
圖5 方案三打底焊順序圖
2.2 角焊縫蓋面焊接順序優(yōu)化方案
蓋面焊焊接順序優(yōu)化實驗主要調整4 條長角焊縫的蓋面焊接順序,組合出3 個蓋面焊焊接順序不相同的方案。具體方案見表3。
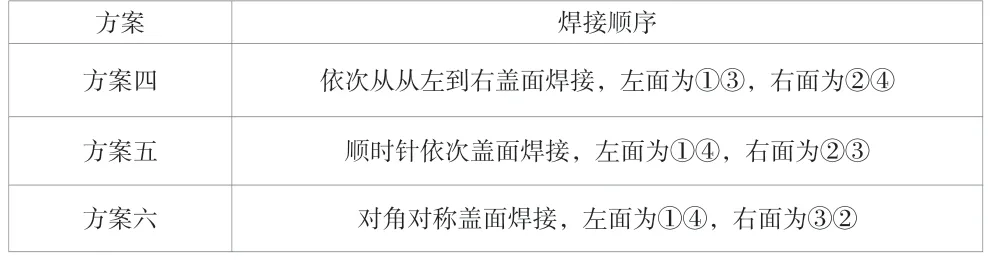
表3 優(yōu)化蓋面焊焊接順序試驗方案
方案四依次從左到右蓋面焊接,上蓋板的連接蓋面焊縫,先焊左側再焊右側,同理,下蓋板的連接蓋面焊縫,也先焊左側再焊右側。方案五,則按順時針依次蓋面焊接。方案六,則采用對角對稱蓋面焊接,先對稱焊接一對對角焊縫,再對稱焊接另一對對角焊縫。
3 試驗數據及分析
3.1 打底焊接順序優(yōu)化試驗數據及分析
3.1.1 打底焊試驗數據
優(yōu)化打底焊順序后,焊接完箱型支腿,測得其焊接菱形變形的數據見表4。方案一先打底焊完一側再焊另一側,焊后菱形變形量0~4mm,變形較大。方案二對稱打底焊,焊后菱形變形量0~2mm,變形較小。方案三交替對稱打底焊,焊后菱形變形量0~0.5mm,變形最小,基本不變形。
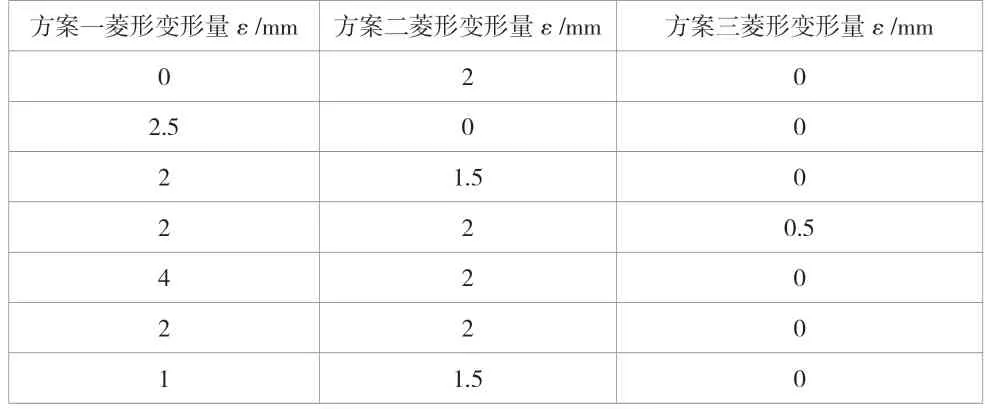
表4 優(yōu)化打底焊順序試驗后支腿菱形變形量
3.1.2 打底焊試驗數據分析
方案一采用的是分段退焊法,先焊完①②③④,然后再焊⑤⑥⑦⑧。隨著焊縫①~焊縫⑧依次焊接,焊縫①~焊縫⑧焊接時的剛性依次增大,其焊接變形ε依次減小。即ε1>ε2>ε3>ε4>ε5>ε6>ε7>ε8,一側的焊接總變形為ε1+ε2+ε3+ε4,另一側焊接總變形為ε5+ε6+ε7+ε8,兩側總焊接變形量不可抵消,ε1+ε2+ε3+ε4>ε5+ε6+ε7+ε8,但分段退焊法存在一定焊前預熱效果[7],焊縫①剛焊完,會產生較高的熱量,會對②處有一定的預熱保溫作用,這樣在焊縫②不會產生較大的變形,如圖6 所示,方案一焊接菱形變形量在2mm~3mm,其變形量比原生產方式接菱形變形量小約4mm。
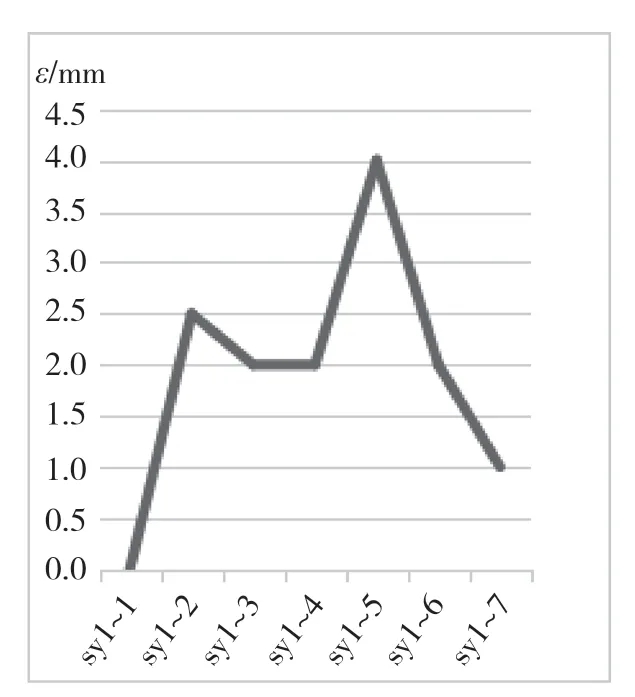
圖6 方案一數據圖
方案二采用的是對稱打底焊,隨著焊縫①~焊縫⑧依次焊接,其剛性依次增大,焊接變形ε依次減小。一側的焊接總變形為ε1+ε3+ε5+ε7,另一側焊接總變形為ε2+ε4+ε6+ε8,ε1+ε3+ε5+ε7>ε2+ε4+ε6+ε8,兩側總焊接角變形量仍然不可抵消,但角變形抵消量大于方案一,如圖7 所示,方案二焊接菱形變形量約1mm~2mm,其變形量小于方案一焊接菱形變形量約2mm~3mm。
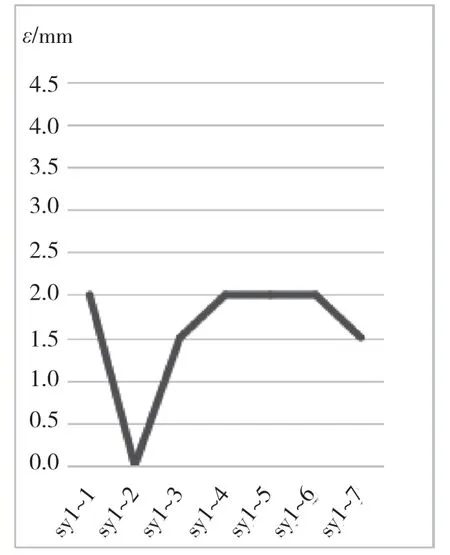
圖7 方案二數據圖
方案三采用的也是對稱焊接,但是順序有所改變,交替對稱打底焊。一側的焊接總變形為ε1+ε5+ε6+ε7,另一側焊接總變形為ε2+ε3+ε4+ε8,ε1+ε3+ε5+ε7≈ε2+ε4+ε6+ε8,兩側總焊接角變形量基本抵消,如圖8 所示,方案二焊接菱形變形量為0~0.5mm,基本消除箱體的焊接菱形變形。
3.2 蓋面焊接順序優(yōu)化試驗數據及分析
3.2.1 蓋面焊試驗數據
改變蓋面焊順序后,焊接完箱型支腿,測得其焊接菱形變形的數據如表5 所示。方案四依次從左到右蓋面焊接,焊后菱形變形量2mm~3.5mm,變形較大。方案五按順時針依次蓋面焊接,焊后菱形變形量3mm~4mm,變形大。方案六采用對角對稱蓋面焊接,焊后菱形變形量3.5mm~5mm,變形最大。
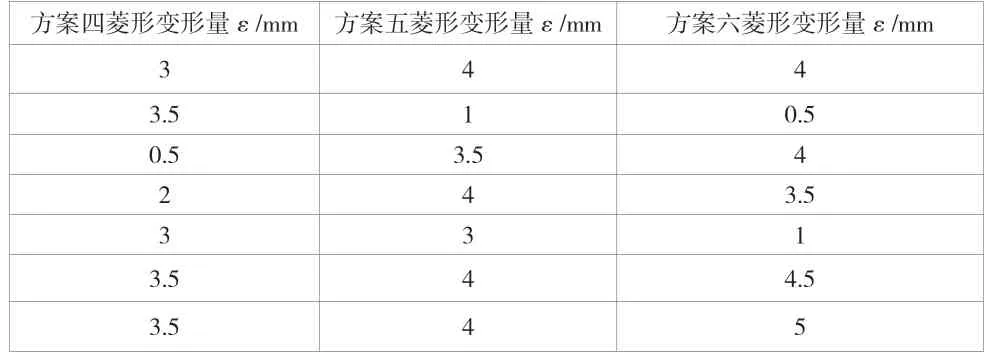
表5 優(yōu)化蓋面焊順序試驗后支腿菱形變形量
3.2.2 蓋面焊試驗數據分析
由表5 可知,改變蓋面焊焊接順序,箱型支腿菱形變形量為2mm~5mm,變形仍然很大,與原始方案焊接變形量3mm~4.5mm,基本相近,因此蓋面焊接順序對焊接變形量影響較小。打底焊縫先焊接,打底焊縫雖然焊接量較小,但先焊接時,剛性最小,引起的焊接變形最大。打底焊縫焊接后,支腿的剛性大大增加,再焊接蓋面焊縫,即使蓋面焊縫焊接量較大,引起的焊接變形卻很小,因此蓋面焊縫對焊接變形影響很小。
4 結論
活動支腿是工程機械的關鍵部件,承受著工程機械的重量與負載,因此需要控制活動支腿的焊接焊接變形,提高其精度。該文結合消防車的活動支腿的焊接問題,進行了探討和分析。得到以下結論:1)活動支腿在焊接過程中產生的菱形變形,實際上是角變形引起的,角變形引起角度變化不均勻,最終導致菱形變形產生。2)分段打底退焊具有焊前預熱作用,可一定程度上降低焊接變形,減小箱型結構的焊接菱形變形。3)分段對稱打底焊接,基本不降低焊接角變形量,但可增大兩側角焊縫角變形均勻程度,一定程度上減少箱型結構的菱形變形。4)交替對稱打底焊接,在不降低焊接角變形量的情況下,最大程度地使箱型左右兩側角焊縫的角變形量相同,使不同方向的菱形變形相互抵消,達到控制箱型結構焊接產生的菱形變形,提高箱型支腿的制造精度的目的。5)蓋面焊最后焊接,剛性增大,焊接變形減小,基本不影響焊接菱形變形量。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13