汽車車身等離子釬焊應用技術研究
2021-09-02 09:04:00張坤王小虎王延峰
汽車文摘 2021年9期
張坤 王小虎 王延峰
(上汽通用東岳汽車DY-NPBS,煙臺264000)
主題詞:汽車車身 等離子釬焊 網絡中斷 設備有效利用率
1 引言
中國汽車工業已經進入了飛速發展的階段,隨著消費者對汽車產品的需求和期望不斷升級,各車企都在對汽車產品進行更新換代,不僅僅是在汽車外觀、內飾、動力系統等各方面進行升級,在汽車制造工業中也不斷采用新工藝技術,來滿足汽車制造的高科技含量和汽車產品的升級要求。其中,在汽車車身四門區域,為了配合升級后美觀度更佳的四門外飾以及更高表面要求的門外板,汽車制造業廣泛采用等離子釬焊工藝[1]。等離子釬焊在控制焊縫高度、焊縫平整度和焊接后的表面潔凈度方面具有獨特的優勢。等離子釬焊焊接無飛濺、無氣孔的優點,減少了打磨和返工的工作量,對提高四門表面質量清潔度和焊接質量穩定性發揮了重要作用。
2 等離子釬焊工藝簡介
等離子釬焊是通過噴嘴拘束電弧[2],形成溫度更高的等離子弧,完成板材或釬料熔合的焊接工藝(圖1)。應用在四門區域的等離子釬焊工藝是通過等離子弧將CuSi3釬料熔化[3],并填充到鈑金表面的一種釬焊工藝。

圖1 等離子釬焊工藝
等離子釬焊工藝主要有以下3個特點:
(1)縫美觀:焊縫平整,焊接無飛濺,焊縫高度可以控制在2 mm以下;
(2)熱量高:焊接時利用高熱量等離子弧光[4],弧光溫度可達50 000℃(圖2);

圖2 等離子釬焊弧光[4]
(3)對板材尺寸精度要求高:等離子釬焊設備本身精度高,對焊接零件的尺寸精度要求也高,要求零件尺寸波動在1 mm以內。
3 等離子釬焊系統的設備組成
隨著汽車制造業的發展,自動化程度越來越高,大部分等離子釬焊都采用機器人等離子釬焊,機器人等離子釬焊的焊接穩定性高、質量可靠。機器人等離子釬焊主要由機器人本體、機器人控制器、等離子焊機、送絲系統、水冷系統、焊槍等部分組成[5](圖3)。
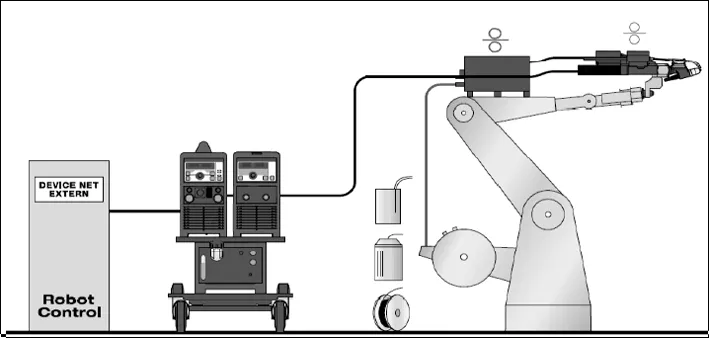
圖3 等離子釬焊系統硬件組成[5]
4 等離子釬焊應用的工藝難點
由于等離子釬焊焊縫高度可以控制在2 mm以內,此工藝能達到美觀、平整的焊縫,主要是由于等離子釬焊設備的高精度,以及依靠焊接鈑件或零件的尺寸高穩定性。
四門等離子釬焊應用主要是將門窗框與門外板通過熔化后的CuSi3釬料連接。四門區域等離子釬焊應用實現的方式主要有2種:
(1)機器人抓手抓四門零件,放到固定的等離子釬焊焊槍處,完成等離子釬焊焊接工藝[6];
(2)機器人攜帶等離子焊槍,對固定在工裝上的四門零件進行焊接。
考慮到焊接質量的穩定性,固定等離子焊槍的焊接角度會得到相對較好的焊接效果,所以在工藝工況及條件允許的情況下,盡量選擇第2種等離子釬焊焊接方式。為了使機器人抓手抓四門零件,就需要將機器人抓手做成高精度抓手(也稱為GEO抓手,如圖4),高精度抓手可以提高機器人抓四門零件的穩定性,以及多次重復抓件的一致性,從而保證焊接質量的穩定性。

圖4 高精度抓手
對于焊接鈑件或零件尺寸的精度和一致性的高要求,在保證抓四門零件抓手精度的同時,也要對零件尺寸做進一步的控制和要求。對于需要執行等離子釬焊的焊區尺寸也要進行相關的研究,并確定執行的標準與方案。經過一系列的試驗,得到3個關鍵尺寸:
(1)焊絲與焊接鈑件的高低距離;
(2)焊絲與焊接鈑件搭接邊的水平距離;
(3)焊接鈑件的搭接間隙。
其中,焊絲與焊接鈑件的高低距離和焊絲與焊接鈑件搭接邊的水平距離需要控制在1.5 mm以內,而焊接鈑件的搭接間隙需要控制在0.5 mm以內(圖5)。這樣才能得到相對穩定的焊縫。
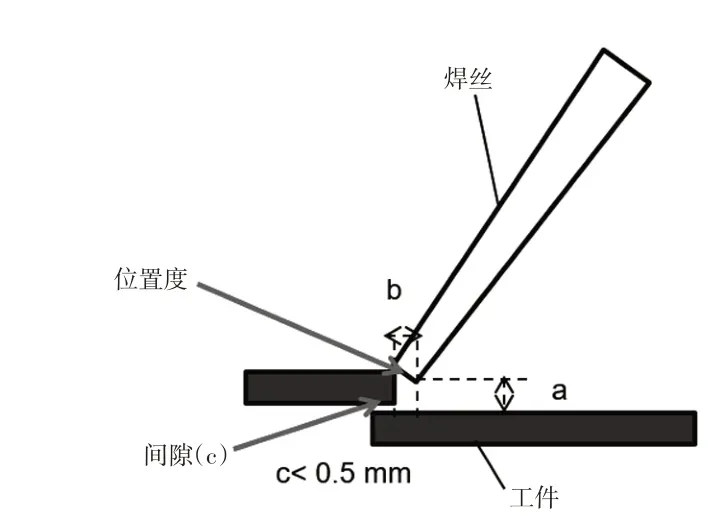
圖5 四門等離子釬焊焊區尺寸示意
5 等離子釬焊應用過程中主要問題
等離子釬焊應用在汽車四門區域,主要出現2類問題。
第1類問題是質量問題,最主要的影響因素就是四門門框與門外板的搭接面尺寸穩定性。四門門框與門外板的搭接面就是等離子焊焊縫的位置,前面已經提到此焊接區域的尺寸精度直接影響焊接質量,所以從車型項目設計評審初期就要考慮影響此區域尺寸的相關關鍵要素。主要從以下5個方面考慮:
(1)單板鈑件的尺寸控制;
(2)四門窗框與門外板搭接所用到的工裝穩定性;
(3)四門窗框與門外板固定的定位焊點設計排布以及焊接的先后順序;
(4)抓取四門零件的抓手的定位精度;
(5)固定等離子焊槍放置的角度及位置。
良好且穩定的零件尺寸,才能得到質量穩定的等離子焊縫。
第2類問題就是等離子釬焊設備有效利用率。根據應用和研究發現,影響等離子釬焊設備有效利用率主要因素是整個機器人等離子釬焊系統的網絡中斷。此問題最主要的原因是高能量的等離子設備,在焊接起弧過程中產生的強電磁干擾對整個機器人等離子釬焊系統的低電壓網絡造成沖擊,低電壓網絡出現不正常的干擾信號,網絡中出現錯誤數據,正常的網絡數據被打亂,形成網絡中斷。解決此類問題的方案基本可以分為硬件措施減少干擾數據和軟件措施隔離錯誤數據。
6 設備有效利用率提升分析
6.1 影響設備有效利用率問題的原因分析
影響設備有效利用率的主要因素是機器人等離子釬焊系統的網絡中斷,需要對影響網絡中斷問題的各種原因進行分析并驗證。
在機器人等離子釬焊系統中,對抓手的接地極[7]進行檢查,并分析排布。發現每個高精度抓手只有1個接地極,而且接地極與焊縫的距離并不均勻。在其中一個高精度抓手上增加1個接地極(共2個,如圖6),統計接地極增加前后與同區域、同工藝之間的網絡中斷狀態對比,發現增加接地極后,問題有所改善。

圖6 高精度抓手增加接地極
對機器人等離子釬焊系統中的硬件進行網絡檢測,主要有機器人系統[8]、高精度抓手、等離子焊機設備、各種網絡模塊(圖7)。發現其中的防撞結構的網絡狀態錯誤數據較多,呈現較為異常的狀態,所以防撞模塊也是影響設備有效利用率的原因之一。

圖7 等離子釬焊系統網絡檢測
梳理整個等離子釬焊系統的線纜連接,發現2個影響因素:
(1)網絡線纜未做屏蔽處理。將其中1臺設備的網絡線纜用錫箔紙包裹,做屏蔽層處理,并做試驗。統計在線纜用錫箔紙包裹前、后,再和同區域、同工藝之間的網絡狀態進行對比,發現屏蔽后,狀態有改善。
(2)動力線纜與信號線纜未分開。在梳理線纜時,對其中一臺設備的線纜進行動力線纜和信號線纜整理,并通過橋架格檔進行分離,統計線纜分開前、后,再和同區域、同工藝之間的網絡狀態進行對比,發現分開后,狀態有改善。
對整個系統中的各類軟件程序進行梳理,發現機器人程序中網絡設置符合要求,但程序中有關于開啟網絡監控的程序語句設置不當。
6.2 影響設備有效利用率問題對應措施
通過對影響設備有效利用率的網絡中斷問題的各種原因進行分析并進行驗證,基本可以分為3類原因:硬件方面的原因、防撞模塊的信號采集方式以及相關軟件程序設置。
對其中單臺的等離子釬焊系統的硬件進行措施改造,并進行改造之后的相關驗證。主要硬件改造分為:在高精度抓手上增加1個接地極、將網絡電纜進行錫箔紙包裹(屏蔽處理)、動力電纜與信號線纜在橋架中進行金屬格檔。通過以上的硬件改造,統計硬件改造前、后網絡狀態,并和同區域、同工藝之間進行網絡狀態對比。發現網絡中斷狀態有很大改善,其網絡中斷頻次可以下降85%左右。
通過對等離子釬焊系統中防撞機構的信號傳輸進行研究,發現當信號采集遠離等離子焊槍時,焊接時所受的焊接電磁干擾會明顯變小。所以需要采用一種優化的方案改變信號采集的方式,降低此部分區域的電磁干擾。將防撞傳感器信號用線纜連接到外設電子傳感器,外設電子傳感器起到信號采集橋的作用,再由外設電子傳感器將信號傳遞給受影響的網絡模塊(圖8)。改造后再對此模塊進行網絡檢測,發現網絡數據傳輸正常,未出現網絡錯誤數據。

圖8 增加信號采集橋
重新梳理機器人程序中關于網絡連接、檢測的程序設置,并進行更改優化,發現通過前期的相關硬件改造和后續的程序優化,網絡中斷問題可以得到控制。機器人等離子釬焊系統設備有效利用率得到了較大幅度的提升。該系統的設備有效利用率由71%提升到95%以上,而且設備運行穩定。
7 結語
新工藝新技術的應用能提升汽車產品的品質,但同時新工藝新技術的實施也存在一定程度的技術盲點,對新工藝新技術的技術攻關就顯得尤為重要。培養造就高水平的人才隊伍,激勵工程師更好地發揮作用,激發技術人員深入探究的工作熱情,都是向技術攻關的重要手段。汽車制造業的蓬勃發展,帶動新工藝技術的發展,也將帶動創新技術人才的發展和積淀。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
制造技術與機床(2018年12期)2018-12-23 02:40:58
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
