攪拌摩擦加工方向對AZ61鎂合金組織和力學性能的影響
2021-09-02 12:44:24羅錫才劉灝霖康利梅劉怡飛林潔林陳文尉李助軍
材料研究與應用 2021年3期
關鍵詞:方向
羅錫才,劉灝霖,康利梅,劉怡飛,林潔林,陳文尉,李助軍
廣州鐵路職業技術學院,廣東 廣州 510430
鎂及鎂合金作為輕質結構材料,具有低密度、高比強度和良好的加工性等優點,在3C、汽車、航空、航天及國防軍工等高端裝備制造領域具有巨大的應用價值[1-2].但由于鎂合金為密排六方結構,在室溫下塑性較差,嚴重影響其變形能力,進而制約了其廣泛應用[3-5].細化晶粒是有效提升鎂合金室溫塑性的有效途徑之一,通過大塑性變形的方法可以顯著細化晶粒,如等通道轉角擠壓[6]和多向鍛造[7]等.但這些傳統方法工藝過程復雜、能耗高、成本高、樣品尺寸較小,且獲得的組織均勻性較低,導致非均勻塑性變形,進而降低鎂合金的塑性加工性能.
攪拌摩擦加工(Friction stir processing, FSP)是一種細化鎂合金組織,從而獲得良好力學性能的高效加工技術[8-10].研究表明,常規FSP制備的鎂合金晶粒尺寸可細化到10 μm以下[11-12].Yu等人[13]研究了攪拌摩擦加工 AZ31 鎂合金動態再結晶晶粒尺寸與加工參數之間的關系,構建模型來定量評估它們之間的關系.提高應變速率或降低加工溫度均可提高Zener-Hollom 參數,從而提高細化效果.通過強制冷卻降低加工溫度峰值,達到細化晶粒的目的.Du等人[14]在 FSP過程中采用液氮強制冷卻,成功制備出納米級晶粒的AZ61鎂合金.攪拌頭的幾何尺寸影響材料的流動及熱量分布,從而對組織演變產生顯著影響.因此,攪拌頭的設計也備受科研工作者的關注[15].目前,國內外學者對FSP制備的鎂合金超塑性進行了大量研究且多集中在鑄造鎂合金[16-17],但對軋制鎂合金的FSP研究較少.對于軋制鎂合金,沿軋制和垂直于軋制方向的力學性能存在明顯的各向異性,這種各向異性必然對其FSP加工后的組織和力學性能產生重要影響.
研究了FSP加工方向對軋制態AZ61鎂合金組織演變和力學性能的影響,為提高軋制態AZ61鎂合金的室溫塑性提供理論依據和數據支撐.
1 材料及方法
1.1 實驗材料
實驗選用的材料為軋制態的AZ61鎂合金,其尺寸為200 mm×160 mm×6 mm,成分列于表1.FSP選用工具鋼制成的攪拌頭,軸肩直徑18 mm,攪拌針直徑7 mm,長度5 mm.在FSW-RT31-003 型專用攪拌摩擦焊機上開展水下FSP實驗,FSP加工實驗分別沿著基材的軋制(RD)方向和橫向(TD),攪拌頭旋轉速度800 rpm,前進速度240 mm/min(簡寫為:824SFSP),下壓量0.2 mm,沿軋制(RD)方向加工的試樣記為824SFSP-RD,沿橫向(TD)方向加工的試樣記為824SFSP-TD.
表1 AZ61鎂合金化學成分
1.2 組織觀察
首先采用無水乙醇進行超聲清洗試樣表面,然后在酒精(60 mL)+乙酸(15 mL)+硝酸(5 mL)+水(20 mL)的電解液中進行常溫電解拋光,拋光電壓為 5 V,時長為 6 s.通過Nova Nano SEM430高分辨場發射(FEI,USA)和SM-6380LV鎢燈絲(JEOL,Japan)電子顯微鏡觀察試樣的微觀組織、第二相分布,并通過 SEM 自帶的能譜分析儀(Inca300,Oxford,UK)對組織成分進行分析.利用SEM上配置的牛津HKL-Nordlys EBSD 探測器,在電壓 40 kV、步長 0.5~5 μm 的條件下進行EBSD觀察,并用HKL-Channel 5軟件對EBSD結果進行分析,獲得晶粒尺寸、織構等組織信息.
1.3 力學性能測試
拉伸試樣在加工方向的攪拌區(Stir zone, SZ)選取,標距尺寸為3 mm×1.5 mm×2.5 mm,在AGS-X型拉伸試驗機(Shimazu,Japan)上采用應變速率為1.67×10-3s-1進行室溫拉伸測試,拉伸方向平行于FSP加工方向.采用HVS-1000 型維氏硬度計,沿加工區橫截面中心線位置測量顯微硬度,載荷100 g、保壓時間15 s,從前進側(Advancing side,AS)向后退側(Retreating side,RS)相隔0.5 mm測試點進行測試.
2 結果與討論
2.1 微觀組織分析
圖1為軋制態AZ61鎂合金基材SEM和EBSD微觀組織及極圖.從圖1可見,基材中第二相顆粒呈細小彌散分布.EBSD統計結果表明,晶粒平均尺寸為8.9±11.0 μm,晶粒C軸沿著ND方向分布.
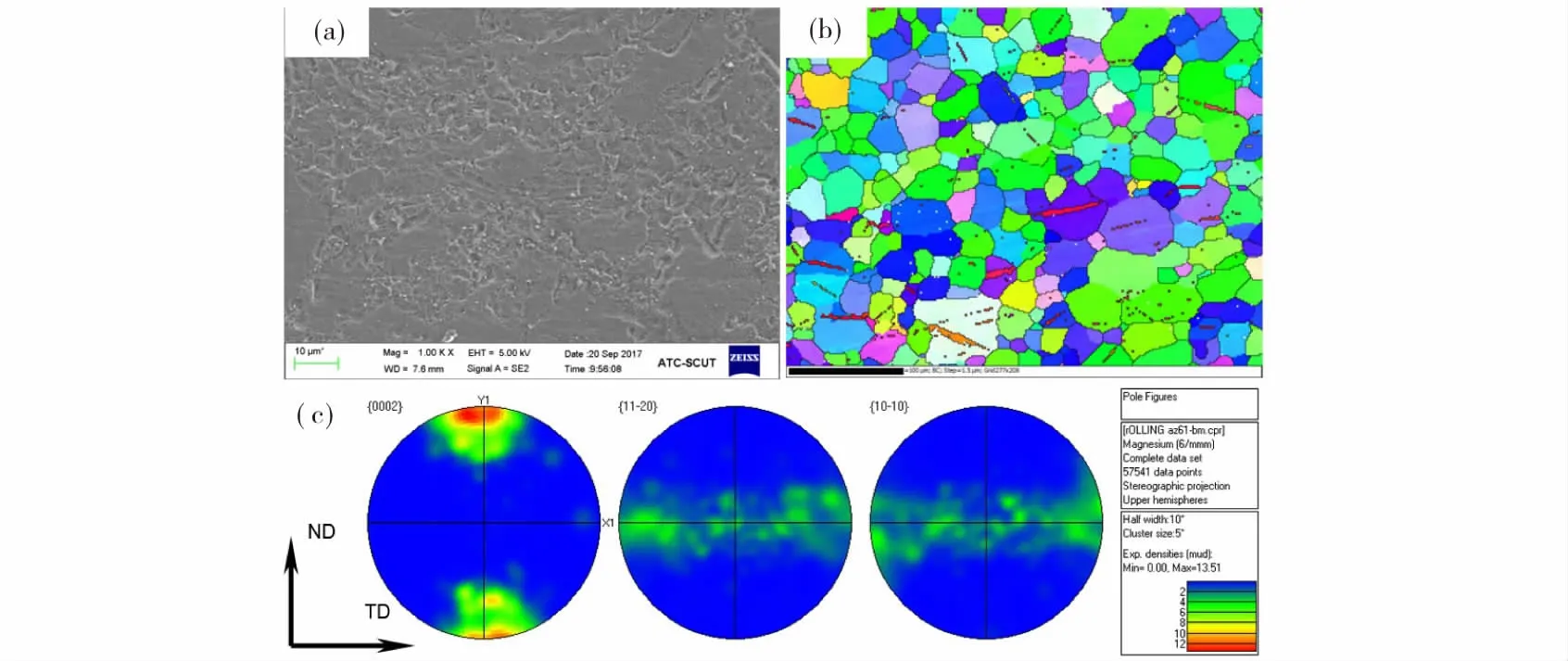
圖1 軋制態AZ61微觀組織
圖2為沿RD和TD方向FSP加工后AZ61鎂合金SEM組織形貌.從圖2(a)和圖2(b)比較發現,RD方向的第二相顆粒呈細小彌散分布,而TD方向的第二相顆粒的尺寸粗大且分布不均勻.EBSD統計結果表明,沿RD方向經FSP加工后的晶粒尺寸為3.5±2.5 μm,沿TD方向經FSP加工后的晶粒尺寸為4.3±5.7 μm.由此可見,沿RD方向FSP的晶粒尺寸更為細小且晶粒大小分布更為均勻(誤差相對較小).
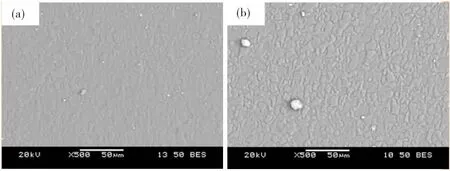
圖2 攪拌摩擦加工SEM微觀組織形貌
圖3為沿TD方向經FSP加工后的組織放大圖.EDS分析結果指出,粗大的第二相顆粒主要由Mg,Al和Mn等元素組成.
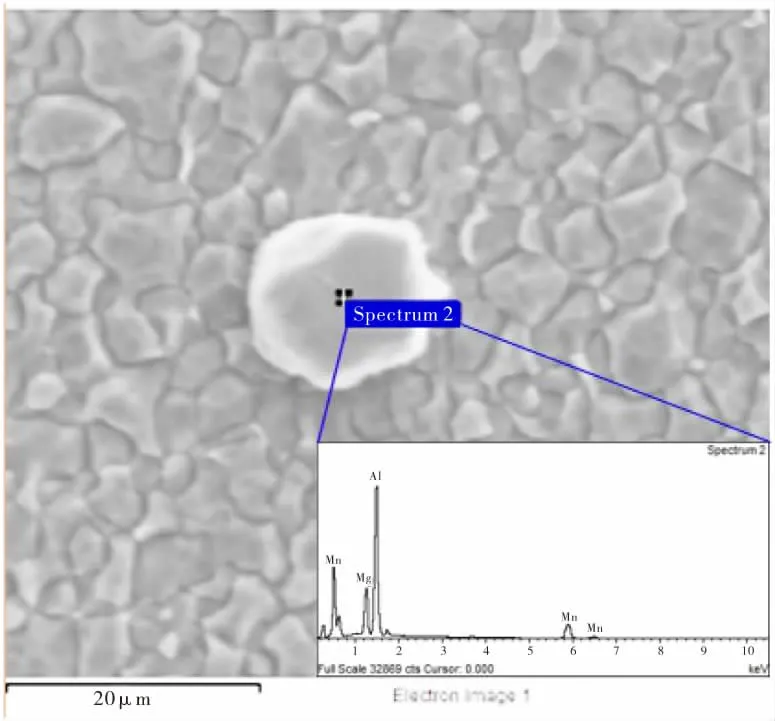
圖3 FSP AZ61第二相EDS分析
織構上的差異,會對軋制態AZ61鎂合金的力學性能產生重要影響.圖4為沿RD和TD方向的經FSP加工的AZ61合金的極圖.從圖4可見:824SFSP-RD試樣的{0002}基面的C軸向ND方向傾斜約23 °,向TD方向傾斜16 °;824SFSP-TD試樣的{0002}基面的C軸向ND方向傾斜約20 °,向RD方向傾斜69 °.
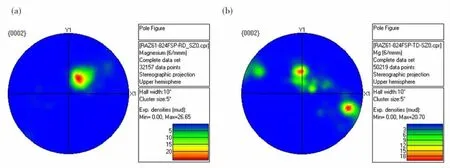
圖4 FSP的AZ61攪拌區的極圖
2.2 室溫拉伸性能
圖5和表2為母材和不同FSP加工方向AZ61鎂合金的室溫拉伸結果.從圖5可見,沿TD方向加工的AZ61鎂合金的應變硬化能力明顯高于RD方向的,說明TD方向的塑性變形能力低于RD方向;母材TD方向的應變硬化能力也高于RD方向的,經FSP加工后母材的屈服強度和應變硬化能力大幅降低,進而使得加工態AZ61鎂合金獲得良好的室溫塑性.由表2可知,與母材相比,沿RD和TD方向加工的鎂合金伸長率分別提升了135.1%和116.7%;沿TD方向加工的AZ61鎂合金的屈服強度比沿RD加工的高15.6%、抗拉強度略高于RD方向,但伸長率僅為沿RD方向加工的82.2%,這些變化趨勢和母材一致,體現出一定的組織遺傳性.晶粒尺寸統計結果表明,沿RD方向的AZ61鎂合金晶粒更細,但屈服強度卻小于TD方向,這是由于鎂合金為典型的密排六方結構,屈服強度除受到霍爾佩奇關系影響外還受到織構的較大影響[18].
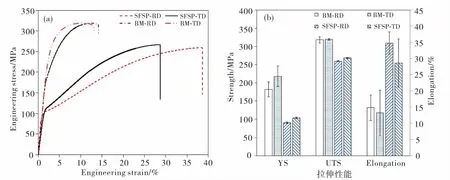
圖5 不同FSP加工方向拉伸性能

表2 不同FSP加工方向AZ61鎂合金拉伸性能
拉伸變形時晶粒取向分布會影響滑移系啟動的臨界應力值,RD方向試樣的晶粒取向相比TD方向的更傾向于45 °方向分布,這更有利于基面滑移系在較低應力下啟動,因此表現出較低的屈服強度而塑性較好.同時,通過進一步計算施密特因子來分析織構對拉伸性能的影響.圖6為沿RD和TD方向經FSP加工后AZ61鎂合金組織通過對EBSD結果進行施密特因子分析的結果.從圖6可見,沿RD和TD方向加工的AZ61鎂合金平均施密特因子大小分別為0.42和0.34.眾所周知,施密特因子越大,越容易啟動臨界應力較低的滑移系,進而降低材料的屈服強度、減低材料的應變硬化能力及提高材料的塑性變形能力.因此,在晶粒尺寸較小的情況下,沿RD方向經FSP加工的AZ61鎂合金的屈服強度仍低于TD加工方向的,而伸長率高于TD加工方向的.
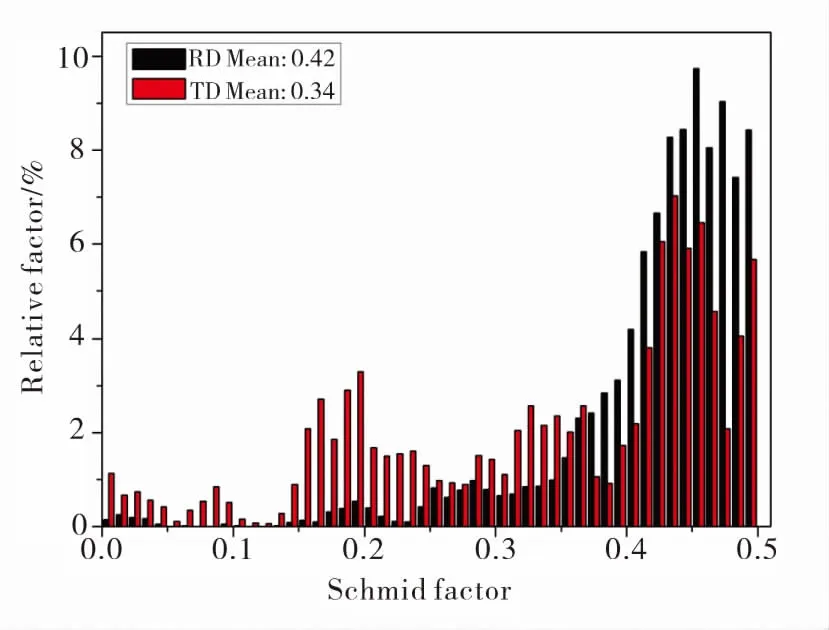
圖6 不同FSP加工方向AZ61基面織構的施密特因子分布
2.3 顯微硬度分布
圖7為不同FSP加工方向AZ61鎂合金橫截面的硬度分布圖.從圖7可以看出:SZ中RD加工方向的硬度略高于TD加工方向的,TD加工方向的硬度分布跳動較大,這是由于TD加工方向的晶粒尺寸更大且誤差較大所致,因此與拉伸性能不同,硬度分布符合霍爾佩奇規律;RD方向的第二相顆粒尺寸較小且呈彌散分布,其溶解到鎂基體中產生的固溶強化也是造成RD加工方向硬度高的原因;在SZ前進側,TD加工方向的硬度明顯高于RD方向,而在后退側硬度差異不明顯,這主要和FSP工藝在前進側和后退側塑性金屬的非對稱流動密切相關.
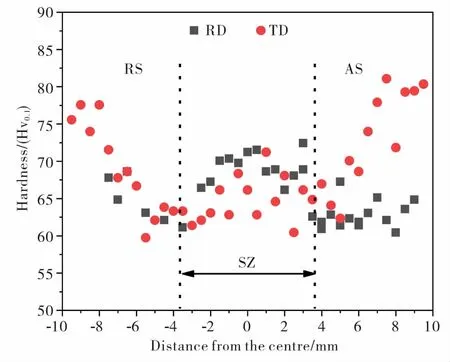
圖7 不同FSP加工方向AZ61橫截面中心線硬度分布
3 結 論
(1)經FSP加工后A261鎂合金基材的晶粒尺寸發生明顯細化,從軋制態的8.9±11.0 μm細化到RD方向加工后的3.5±2.5 μm和TD加工方向的4.3±5.7 μm.與TD加工方向相比,RD方向加工的AZ61鎂合金第二相顆粒的較小且呈彌散發布.
(2)沿RD和TD方向FSP加工的AZ61鎂合金的抗拉強度相當,屈服強度分別為90 MPa和104 MPa,伸長率分別為34.8%和28.6%.受織構影響較大,RD方向施密特因子較大,拉伸時就越容易啟動臨界應力較低的滑移系,進而表現出較低的屈服強度,但提高了材料的塑性變形能力.
(3)SZ中沿RD加工方向的硬度略高于TD加工方向,硬度分布符合霍爾佩奇關系.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
