刮板運(yùn)輸機(jī)溜槽中板雙絲機(jī)器人自動焊接修復(fù)技術(shù)研究與應(yīng)用
2021-09-03 07:10:32胡亞芳
同煤科技 2021年4期
胡亞芳
(大同煤炭職業(yè)技術(shù)學(xué)院 山西大同037003)
1 前言
現(xiàn)代化礦井的各種刮板運(yùn)輸機(jī)使用量大,磨損的溜槽數(shù)量也多,在基體強(qiáng)度不降低的前提下,可進(jìn)行多次強(qiáng)化耐磨處理,該循環(huán)過程稱謂“再制造工藝”。但如果全部外包維修,產(chǎn)生的維修費(fèi)用過高,因此為了節(jié)約資金,公司內(nèi)部進(jìn)行自主維修,是最好的辦法,也是大勢所趨。因此,為了延長溜槽的使用壽命,需要對溜槽的磨損處進(jìn)行焊接。
目前主要的焊接方法是手工氣保焊,手工進(jìn)行堆焊時,存在勞動強(qiáng)度大、速度慢、焊接面溫度過高導(dǎo)致操作人員無法長時間進(jìn)行連續(xù)焊接,并且無法對溜槽下層進(jìn)行焊接等缺點(diǎn)。為了保證焊接質(zhì)量和控制焊接變形,許多公司都采用手工氣體保護(hù)焊進(jìn)行多層焊接,因人工操作誤差大,需要對每一層焊縫進(jìn)行變形測量,這種方法效率低、重復(fù)性差,勞動強(qiáng)度太大,嚴(yán)重傷害操作工人身體健康。后來發(fā)展到了半自動焊接,但打底焊接還是需要手工焊接,并且每層焊縫的變形還是需要人工實(shí)時監(jiān)控,速度并沒有提升多少,并且對于重型溜槽來說其體積大,重量大,固定裝夾翻轉(zhuǎn)都是非常大的工作量,且難以操作。這些如果采用手工來完成不僅會對人體造成極大的焊接傷害,而且很難獲得同等規(guī)格的高質(zhì)量產(chǎn)品,這些問題都對目前的焊接方式提出了極大的挑戰(zhàn)[1]。本文采用了雙懸臂雙槍雙數(shù)控氣保焊接機(jī)器人對刮板輸送機(jī)溜槽底板進(jìn)行焊接,旨在發(fā)揮自動化焊接的優(yōu)勢,節(jié)約溜槽修復(fù)成本和時間。既可以批量維修刮板運(yùn)輸機(jī)溜槽,也可以為新進(jìn)購的溜槽進(jìn)行批量的耐磨焊接,延長溜槽的使用壽命。
2 礦用刮板輸送機(jī)的焊接修復(fù)技術(shù)與工藝
溜槽磨損修復(fù)及大面積耐磨花紋堆焊工藝的關(guān)鍵是在提高堆焊層的韌性、耐磨性等性能的同時,還要防止和減小溜槽的變形,大型刮板輸送機(jī)溜槽的強(qiáng)度高,不會輕易發(fā)生扭曲變形,但是會出現(xiàn)中板的橫向翹曲現(xiàn)象[2]。因此一定要做好焊前準(zhǔn)備、焊前預(yù)熱、焊后變形控制工作。
2.1 焊前準(zhǔn)備
2.1.1 焊接工具
以16 mm厚鐵板、10 m槽鋼為原料,采用雙懸臂雙槍雙數(shù)控氣保焊接機(jī)器人一臺,配有工作平臺,采用耐磨焊絲,二氧化碳?xì)馄俊?/p>
2.1.2 坡口的加工制作
焊接前要清除坡口附近的鐵銹、油污,確保坡口整潔干凈;選擇合適的坡口,并在焊接前完成機(jī)械加工,坡口準(zhǔn)備要求所有的機(jī)械加工都要完成,若通過氣割進(jìn)行制備,一定要打磨露出坡口表面,坡口的平面度要確定在0.5 mm以內(nèi);中板要開雙面J形焊接坡口,坡口平整,兩邊一致。
2.1.3 焊前預(yù)熱
預(yù)熱可以防止工件產(chǎn)生冷裂紋,并且能減緩冷卻速度,降低工件的焊接內(nèi)應(yīng)力,因此在焊接前應(yīng)進(jìn)行適當(dāng)溫度的預(yù)熱。將組件固定夾持運(yùn)送到中板火焰預(yù)熱裝置上,采用氧氣-乙炔氣體整體預(yù)熱,2支固定式多頭預(yù)熱槍向上分別指向中板下面兩道焊縫2支移動式多頭預(yù)熱槍放置在中板上面,向下分別指向中板上面焊縫;對中板進(jìn)行火焰預(yù)熱,中板預(yù)熱溫度控制在150℃~175℃,達(dá)到預(yù)熱溫度后由火焰控制系統(tǒng)自動熄火,保溫1 h~1.5 h熱透后待焊。預(yù)熱溫度應(yīng)進(jìn)行適當(dāng)?shù)目刂疲瑴囟冗^低起不到作用,溫度過高導(dǎo)致冷卻速度過慢,容易造成脆性裂紋。
2.2 焊材的選擇
為防止焊接裂縫,減少焊縫藥皮,按母材強(qiáng)度同焊絲強(qiáng)度相等原則,選用耐磨焊絲,焊絲直徑1.6 mm。
2.3 焊接過程
中板、底板的焊接是保證中部槽焊接質(zhì)量,提高生產(chǎn)效率的關(guān)鍵,溜槽的自動焊接工序首先是上中板的打底焊和多層焊接,中板焊接完成后再進(jìn)行上底板的焊接。整個工件的焊接由機(jī)器人自動焊接程序通過協(xié)調(diào)機(jī)器人和焊機(jī)等部件來實(shí)現(xiàn)[1]。焊接工藝在溜槽中板和底板焊接中扮演著舉足輕重的角色,通過對中板和底板進(jìn)行材料分析,選定了合理的焊接工藝,焊接工藝參數(shù)如表1、表2所示。
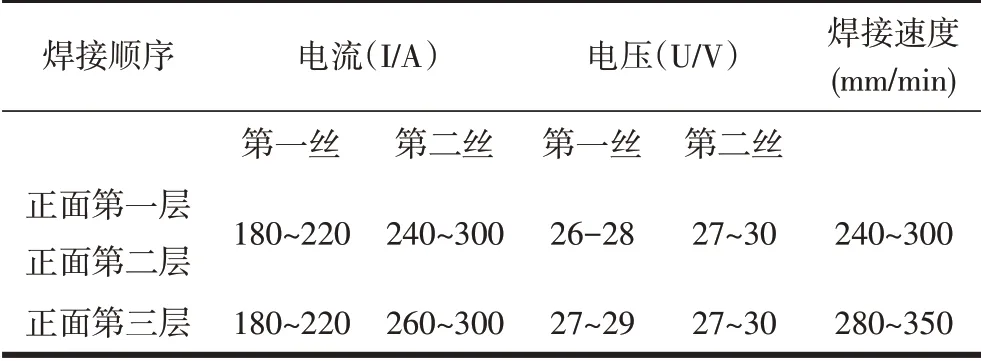
表1 中板焊接工藝參數(shù)
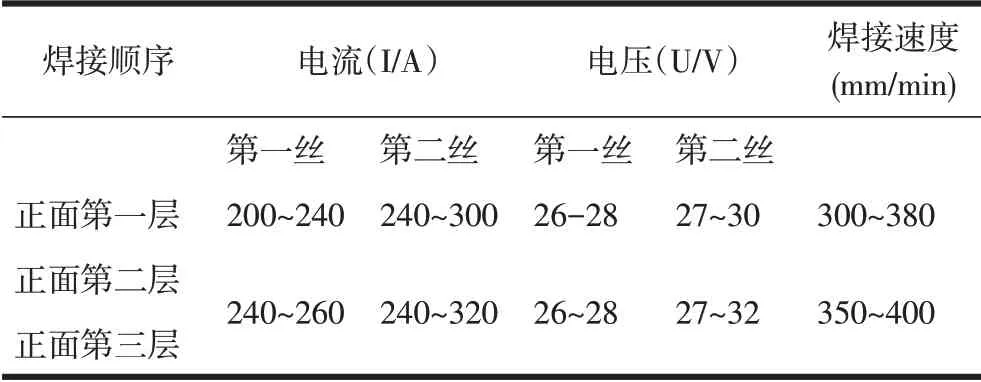
表2 底板焊接工藝參數(shù)
由表可見,由于母材較容易熔化到第一層焊縫金屬中,所以在前兩層焊縫焊接時,采用了較小電流、較慢的焊接速度,以減小母材的在掐面焊縫的損耗。
2.3.1 中板打底焊
將產(chǎn)品裝到雙工位焊接機(jī)器人變位機(jī)上進(jìn)行打底焊接,工件裝夾在變位機(jī)上,中板正面的焊接電流I=220 A~260 A,電壓U=22 V~24 V,中板反面的焊接電壓電流I=200 A~240 A,電壓U=24 V~26 V兩面的焊接速度應(yīng)保持一致,焊接速度在400 mm/min~500 mm/min范圍內(nèi)。若中板與槽幫之間的單面對接間隙≤2 mm時,跳過此工序直接進(jìn)行中板焊接工序。
2.3.2 中板焊接
從機(jī)器裝夾中取下產(chǎn)品,去除點(diǎn)對焊縫,去除墊板,再重新進(jìn)行加熱,接著再重新裝夾中板開始進(jìn)行中板焊接。中板焊接在中板底板機(jī)器人焊接工作站進(jìn)行在C形機(jī)架上倒掛的兩臺焊接機(jī)器人分別夾持一套雙絲彎頭焊槍,從工件上方對準(zhǔn)中板兩條焊縫,同時對中板的兩條焊縫進(jìn)行焊接,中板正反兩面各焊3層,并按照中板反面的第一層→第二層→正面的第一層→第二層→反面的第三層→正面的第三層的順序進(jìn)行焊接,兩個機(jī)器人采用相同的焊接參數(shù)設(shè)置,焊接正反兩面第一、二層時參數(shù),第1絲電流I=180 A~220 A,電壓U=26 V~28V,第2絲電流I=240 A~300 A,電壓U=27 V~30 V,焊接速度240 mm/min~300 mm/min焊槍與中板平面成40°~45°角并指向槽幫一側(cè),焊正反兩面第三層蓋面時,第1絲電流I=180 A~220 A,電壓U=27 V~29 V,第2絲電流I=240 A~320 A,電壓U=27 V~30 V,焊接速度280 mm/min~350 mm/min,見表1。
2.3.3 底板焊接
上中板焊接完成后,此時不需要對溜槽進(jìn)行移動,接著進(jìn)行底板的焊接。底板的焊接工藝方法是:底板與槽幫間的焊接坡口采用單面半V形搭接坡口,采用火焰預(yù)熱裝置對底板焊道進(jìn)行預(yù)熱,預(yù)熱溫度150℃~175℃,并在達(dá)到預(yù)定溫度后用時間繼電器自動熄火。預(yù)熱后工件不動,C形機(jī)架移動過來,機(jī)器人采用表2所示的焊接工藝參數(shù)進(jìn)行設(shè)置,對底板的兩條焊道依次各焊3層,焊接第一層時,第1絲電流I=200 A~240 A,電壓U=26 V~28 V,第2絲電流I=240 A~300 A,電壓U=27 V~30 V,焊接速度300 mm/min~380 mm/min,焊第二、三層時第1絲電流I=240 A~260 A,電壓U=26 V~28 V,第2絲電流I=260 A~300 A,電壓U=27 V~32 V,焊接速度350 mm/min~450 mm/min,保護(hù)氣體為二氧化碳富氬混合氣體(80%Ar+20%CO)。
3 焊接質(zhì)量的檢驗(yàn)
焊后效果見圖1,由圖可知,自動機(jī)器人焊接后的焊縫平整美觀,同時經(jīng)檢驗(yàn),修復(fù)后的溜槽達(dá)到【GB/T11345-89】級(鋼焊縫手工超聲波探傷方法及探傷結(jié)果分級)保證焊縫內(nèi)無裂紋未熔合、未焊透、不咬邊,溜槽焊接變形小于等于3mm,焊接完成后測定中板彎曲卷翹程度在要求范圍之內(nèi),后續(xù)就不再需要進(jìn)行火焰矯正。
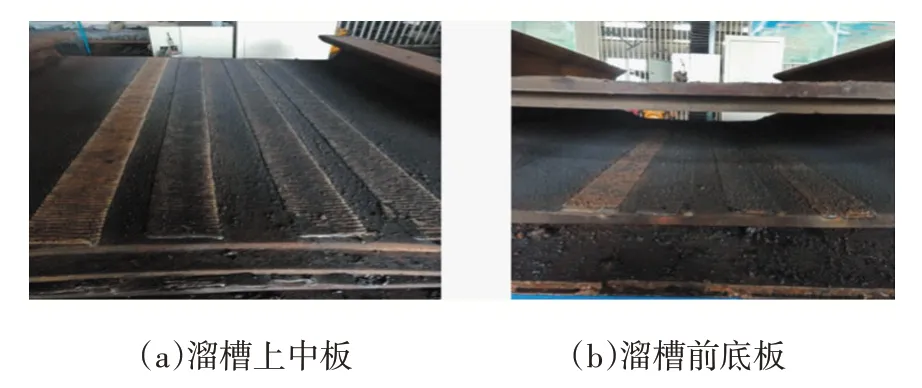
圖1 焊接后溜槽
4 結(jié)論
(1)通過實(shí)驗(yàn)發(fā)現(xiàn)焊接過程中選用的參數(shù)合理,焊接過程中弧光小,煙霧小,飛濺小,對人體傷害小。與傳統(tǒng)需人工操作的手工氣體保護(hù)焊相比,這種焊接方式頗具優(yōu)點(diǎn),整個焊接過程安全可靠,數(shù)控氣保機(jī)器人焊接技術(shù)數(shù)控程序簡單,操作方便,當(dāng)溜槽擺放位置固定后,具有可批量進(jìn)行維修等優(yōu)點(diǎn),焊接中不需要操作工專門進(jìn)行操作,大大減輕了操作工的工作量和強(qiáng)度。僅需一個操作工起輔助作用,操縱多臺機(jī)機(jī)器人。
(2)因?yàn)殡p絲焊接的原因,焊接前絲時對后絲起到一定的預(yù)焊作用,因此焊縫紋路均勻、表面平滑美觀、焊縫質(zhì)量穩(wěn)定可靠,大大提高了溜槽焊接的可靠性,并且焊接時間大大縮短,速度要比普通焊接高出幾倍
(3)該研究中進(jìn)行了小批量實(shí)驗(yàn),每節(jié)溜槽焊接消耗耐磨焊絲約1包半,使用二氧化碳?xì)馄?瓶,二氧化碳富氬氣瓶約1瓶,乙炔-氧氣瓶1瓶,產(chǎn)生的維修費(fèi)用僅為3 000元;而將溜槽外包維修,每節(jié)溜槽費(fèi)用為49 000元,所以每節(jié)溜槽維修能節(jié)省46 000元,目前小批量試驗(yàn)中已經(jīng)維修了20節(jié)溜槽,共計節(jié)約了80多萬元,可為企業(yè)節(jié)約大量的資金。
綜上所述,利用合理的數(shù)控氣保機(jī)器人焊接技術(shù)和焊接工藝進(jìn)行再制造修復(fù),不僅能提高中部槽的使用壽命和性能,減輕操作工的勞動強(qiáng)度,還取得了良好的經(jīng)濟(jì)效益和社會效益。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24