MRI自動質量評價系統對層厚及幾何精度檢測可行性研究
2021-09-03 09:38:38周昕張淳
中國醫療設備 2021年8期
周昕,張淳
首都醫科大學附屬北京地壇醫院 醫工處,北京 100015
引言
磁共振成像(Magnetic Resonance Imaging,MRI)質量控制是保證設備正常運行、掃描圖像符合診斷標準的重要保障[1-2]。隨著MRI在醫學成像中的廣泛應用,對MRI設備質量控制需求日益增加。在1990年代初期,美國放射學院(American College of Radiology,ACR)將每周一次的質量控制協議作為整個MRI認證的一部分,同時美國醫學物理師學會也針對MRI發布了一系列測試報告[3]。質量控制協議規定需每周由操作人員對專用測試對象進行掃描與圖像測量。此過程需要大量人力與時間投入,然而由于臨床工程師與醫學物理師的人力缺乏,無法滿足臨床對MRI設備質量控制的需求[4]。基于此,MRI設備質量控制操作自動化對于滿足臨床MRI設備的需求很有必要。雖然,國內外對MRI自動質量控制略有報道[5-7],但對自動和手動兩種方式深入的對比分析研究少有涉及。本研究使用MATLAB軟件[8-10]對圖像進行自動分析,對比分析手動與自動兩種測量方式對設備測量結果的關聯性,測量參數主要是層厚與幾何精度。
1 材料與方法
選取經驗豐富的技術人員對我院GE 750w 3.0 T設備進行檢測,檢測模型為美國放射學會ACR標準體模。在連續20周內,技術人員每周使用正交線圈對ACR頭部體模進行掃描,獲取質量控制數據。對數據采用兩種方式進行處理,即基于MATLAB軟件與人工手動測量,分別得到20組數據。為保證掃描過程的可重復性,ACR體模使用體模支架固定,將其放置于正交線圈中,該支架材料與MRI可兼容且無偽影。
1.1 數據采集
掃描序列為自旋回波序列,參數如下:重復時間TR 500 ms,回波時間TE 20 ms,視野FOV 250 mm×250 mm,矩陣256×256,層厚5 mm,層間隔 5 mm,掃描時間為136 s,激勵次數NEX=1,接收帶寬為156 Hz/pixel,該序列不使用并行采集、校正、濾過等內部校準技術。
掃描方法:將ACR體模水平放置在正交線圈內,其軸與掃描孔軸相平行,為保證結果一致性,每次體模擺位與定位盡量保持一致,待體模進入磁場中心位置時,靜止數分鐘,開始掃描。先進行三平面定位,后根據矢狀定位像進行軸位定位。軸位定位時,根據ACR規定,掃描范圍由下端楔形相交頂點開始至上端楔形性交頂點結束,共11層,層厚設置為20 mm(圖1)。掃描結束后,利用第一層圖像進行層厚測量,幾何精度在第五層測量。
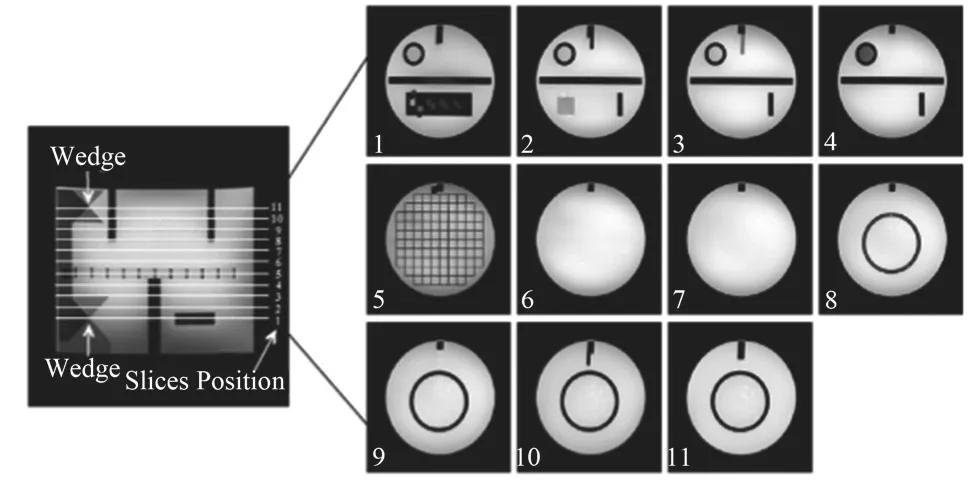
圖1 矢狀定位像及11個軸向切面的位置和圖像
1.2 數據測量
1.2.1 自動數據測量
ACR推薦的自動化測量方法是基于MATLAB中圖像處理功能實現的。該軟件可對圖像進行精度測量、邊緣檢測、分割、過濾等。精確度是評估MRI性能的一個重要指標;邊緣檢測、分割、過濾對獲取圖像中感興趣區(Region of Interest,ROI)很有必要。
1.2.2 手動數據測量
(1)層厚測量。層厚是利用插入模型中兩個薄的傾斜平行板進行測量的,見圖2。根據ACR規范,傳統測量方法[11]如下:① 選擇第一層,將圖像放大2~4倍,調整窗寬窗位,在每個信號正中設置ROI;② 分別記下兩個ROI的平均信號值,即為斜坡正中的信號值,也可用一個橢圓ROI替代;③ 減少窗位至步驟②計算值一半,調節窗寬至合適值,此時測量斜坡長度,記下測量數據;④ 按式(1)得到層厚,層厚必須控制在(5±0.7)mm。

(2)幾何精度測量。在矢狀定位像中,縱向長度代表體模長度,軸位第5層的前后(A/P)和左右(R/L)長度代表體模內徑。體模長度與內徑理論值分別為148 mm和190 mm。體模長度測量:調節窗寬窗位顯示體模矢狀位圖像,測量體模矢狀位兩邊長度(Z方向),保證直線通過體模中心并垂直于體模上下兩邊,見圖2a。體模內徑測量:在軸位第5層圖像上,調整窗寬窗位,測量線分別在縱向(Y方向)和水平上(X方向)通過體模中心,記下測量值,如圖2b。
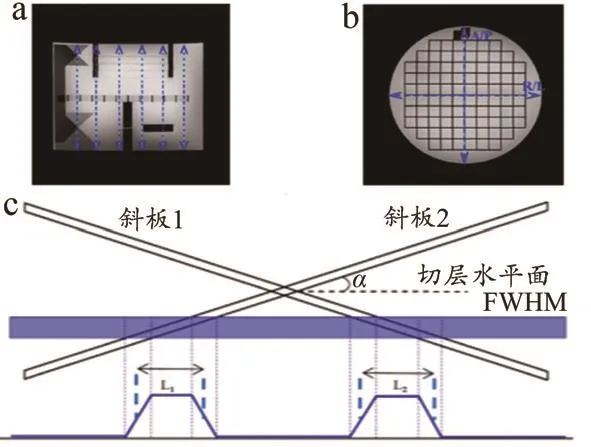
圖2 ACR模型幾何精度、層厚測量示意圖
1.3 數據分析
精確度是對層厚、體模內徑、體模長度的真實值與測量值差異的評估。通過百分數(%)表示,如式(2):

變異系數(coefficient of Variation,CV)是對兩種數據離散程度的評估。CV等于測量值標準差(Standard Deviation,SD)與平均值的比值,用百分數(%)表示,如式(3):

1.4 統計學分析
采用SPSS 24.0軟件進行統計學分析。層厚、體模長度、體模內徑數據以平均值±標準差(±s)顯示,比較采用t檢驗,數據相關性使用線性回歸和Pearson相關性分析,P<0.05表明差異有統計學意義。
2 結果
2.1 不同測量方式層厚與體模幾何測量值
自動測量與手動測量方式下,層厚、體模長度、體模內徑測量具體數值,見表1。
表1 層厚、體模長軸及內徑測量值(mm,±s)
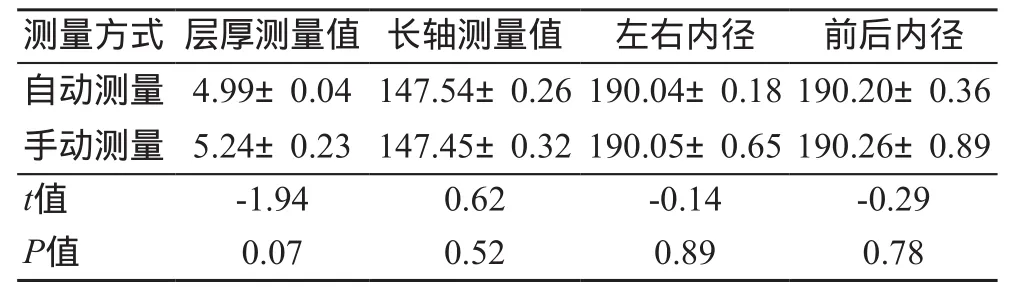
表1 層厚、體模長軸及內徑測量值(mm,±s)
測量方式 層厚測量值 長軸測量值 左右內徑 前后內徑自動測量 4.99±0.04 147.54±0.26 190.04±0.18 190.20±0.36手動測量 5.24±0.23 147.45±0.32 190.05±0.65 190.26±0.89 t值-1.94 0.62-0.14-0.29 P值 0.07 0.52 0.89 0.78
2.2 不同測量方式下層厚與體模幾何測量精度
采用自動測量方式進行數據處理時,層厚測量值與真實值(5 mm)的偏差小于0.05 mm,層厚精確度達99.2%。體模長軸測量值與真實值(148 mm)相差(0.46±0.25)mm;左右徑與真實值相差(0.14±0.12)mm;前后徑與真實值相差(0.30±0.23)mm。體模各測量值的精確度均高于99%。采用手動方式進行數據測量時,層厚測量值與真實值(5 mm)的偏差為0.27 mm,層厚精確度為94.66%。體模長軸測量值與真實值(148 mm)相差(0.64±0.32)mm;左右徑與真實值相差(0.48±0.42)mm;前后徑與真實值相差(0.73±0.4)mm。不同測量方式下層厚與體模幾何精確度結果,見表2。
表2 層厚、體模長軸及內徑測量值精確度(%,±s)
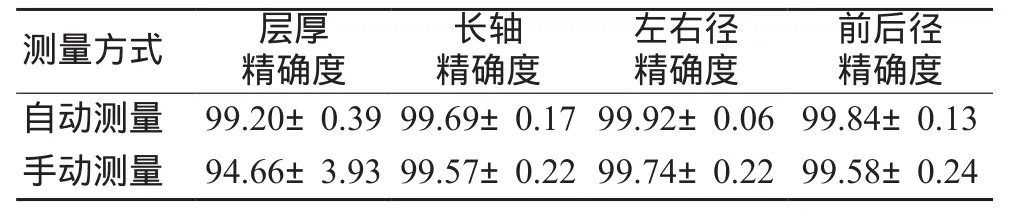
表2 層厚、體模長軸及內徑測量值精確度(%,±s)
前后徑精確度自動測量 99.20±0.39 99.69±0.17 99.92±0.06 99.84±0.13手動測量 94.66±3.93 99.57±0.22 99.74±0.22 99.58±0.24測量方式 層厚精確度長軸精確度左右徑精確度
穩定性方面,自動測量方式下層厚的CV值小于1%,體模各測量值的CV小于0.2%;手動測量方式下層厚的CV值為4.39%,體模各值的CV值在0.2%~0.5%之間。CV具體數值,見表3。
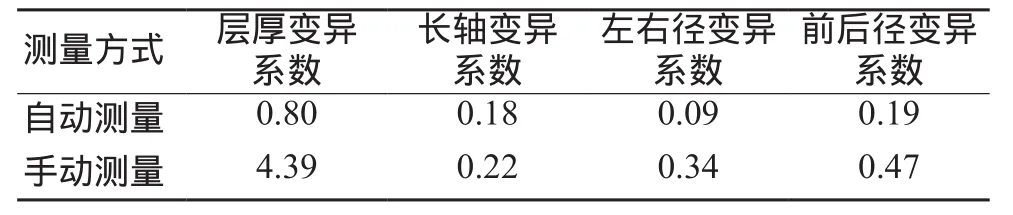
表3 層厚、體模長軸及內徑測量值CV(%)
2.3 自動與手動測量值間線性關系
圖3顯示自動與手動測量值的相關性。設備線性回歸系數(R2)值高于0.90,pearson相關系數(r)高于0.95,P<0.05。
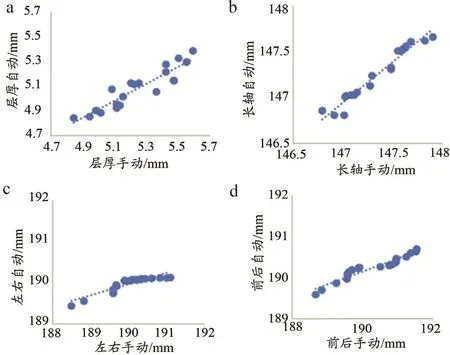
圖3 厚、體模長軸與內徑各測量值(a和b),自動與手動測量值間線性關系(c和d)
總之,經t檢驗,手動、自動兩種測量方式的層厚與體模幾何測量值差異無統計學意義(P>0.05)。穩定性方面,手動測量的CV值約是自動測量CV值的4倍。處理時間方面,手動測量時經驗豐富操作人員約30 min,初學者約45 min;自動處理時間不到10 s。因此,自動與手動兩種處理結果間無顯著差異,且與手動處理相比,自動分析的結果更加穩定,處理速度更快。
3 討論
MRI設備質量控制是指MRI設備在選購、安裝、調試、運行的整個過程中,嚴格按照要求進行規范化作業,使設備各項指標和參數符合標準的技術要求,處在安全、準確、有效的工作狀態,發揮設備最優化的各種性能,為臨床診斷提供優質圖像的系統措施。現階段,隨著MRI設備的進步以及功能影像技術的深入研究,臨床對數據圖像的客觀度量[12-14]以及多中心、跨地區的功能MRI[15-16]需求逐步增加,此時對MRI質量控制和質量保證的要求也逐步提高。
層厚是指成像層面在成像空間第三維方向上的尺寸,表示一定厚度的掃描層面,對應一定范圍的頻率帶寬,即為成像層面靈敏度剖面線的半高全寬值[17]。層厚受多種因素影響,主要有梯度場、靜磁場、射頻場、選擇脈沖、激發脈沖等,這些因素都會導致設備層厚選擇出現誤差。層厚國家標準為:設置標稱層厚在5~10 mm之間,層厚測量值與標稱值誤差小于±1 mm。本實驗手動與自動兩種方式測量的層厚誤差均在0.5 mm內,達到國家標準要求[18]。
幾何精度又稱線性度或幾何畸變,體現MRI設備再現物體幾何尺寸的能力[19]。若圖像線性度差,圖像發生幾何扭曲,則不能真實反映物體的幾何形態。MRI產生幾何畸變的主要原因是靜磁場與梯度磁場的不均勻。靜磁場不均勻時,各點共振頻率不同,導致線性失真。若梯度場線性度差時,相位編碼與頻率編碼出現誤差,產生幾何失真[20-21]。國家規定幾何變形程度規定:幾何畸變率不應大于5%。在本次測試中,設備X、Y和Z三方向的幾何精度均達到標準要求,即精確度均大于99.5%。需指出的是,在內徑測量時11個層面均可測量,不只局限于第5層,只是在該層面幾何精度最佳[22]。研究表明,完整的幾何精度評估是在梯度序列下完成,須涉及特定體積內的ROI測量,并將幾何變形圖呈現[23-24]。因此,今后在幾何精度測量方面,可致力于設備質量控制程序的設計與集成,繪制幾何變形圖像。
在不久將來,將自動質量控制數據處理與存檔系統集成在一起,加快可視化質量控制指標的時間過程。此外,為了避免多種設備機型圖像質量差異,可在醫院所有MRI設備中執行質量控制程序,以此作為多點MRI質量控制研究的開始。
同時,本研究尚存在不足之處:一是MRI質量控制項目有幾何精度、層厚、信噪比、空間分辨力和密度分辨力,本文未對后三項進行研究;二是MATLAB軟件本身存在較大局限性,在界面編寫、文件轉換與數據處理運算方面不及VC++。
4 結論
綜上,兩種測量方式在層厚與幾何精度上有很強的相關性,相應P值遠遠小于0.05,兩種方式測量值一致性良好,實驗結果與Panych等[25]和Alaya等[5]的結論相一致。與手動檢測相比,使用自動測量方式可顯著縮短質量控制時間,同時保證了與手動測量的一致性,降低結果的主觀性。在MRI質量控制層厚與幾何精度分析上,自動分析方式優于手動處理,推薦應用于臨床。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東煤炭科技(2020年1期)2020-03-06 06:43:28
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
工業設計(2016年12期)2016-04-16 02:52:00
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
消費者報道(2014年7期)2014-07-31 11:23:57
高考金刊·理科版(2012年3期)2012-01-01 00:00:00
